You might also like
- Enhanced P L A P: Olyimide Aminate ND RepregDocument4 pagesEnhanced P L A P: Olyimide Aminate ND Repregoutra_pessoaNo ratings yet
- Loctite 222MS™: Technical Data SheetDocument4 pagesLoctite 222MS™: Technical Data SheetbabshuagNo ratings yet
- Amtech: LF-4300 Lead-Free Water Washable No-Clean Solder PasteDocument2 pagesAmtech: LF-4300 Lead-Free Water Washable No-Clean Solder PastebehzadNo ratings yet
- Qualitek 381F No Clean Flux: Technical Specifications Technical Data SheetDocument4 pagesQualitek 381F No Clean Flux: Technical Specifications Technical Data SheetteknoartistNo ratings yet
- A New Die Material For Longer Service LifeDocument12 pagesA New Die Material For Longer Service LifeLuis SantosNo ratings yet
- Alpha: No-Clean Solder Paste (9098T)Document3 pagesAlpha: No-Clean Solder Paste (9098T)behzadNo ratings yet
- Rework Procedura e CurveDocument6 pagesRework Procedura e CurveMarco ZeldNo ratings yet
- Om 340Document3 pagesOm 340RNo ratings yet
- Lead-Free Solder Paste for Ultra Fine FeaturesDocument3 pagesLead-Free Solder Paste for Ultra Fine Featuresnormans00No ratings yet
- HTR India - Products - Wire Wound Resistors - Ceramic Encased Resistor - HCV With Bracket (English)Document3 pagesHTR India - Products - Wire Wound Resistors - Ceramic Encased Resistor - HCV With Bracket (English)crplzNo ratings yet
- RT Duroid 6006 6010 Laminate Data SheetDocument2 pagesRT Duroid 6006 6010 Laminate Data SheetSaravanakumar SermarajaNo ratings yet
- SP-9888® Tank Lining: Selection & Specification DataDocument4 pagesSP-9888® Tank Lining: Selection & Specification DataSatees KrishnanNo ratings yet
- Capacitor Tantalio SMT 1206KEM T2005 T491Document24 pagesCapacitor Tantalio SMT 1206KEM T2005 T491Jeziel Vazquez NavaNo ratings yet
- Almit Technology Ltd Product Information Update July 2007Document2 pagesAlmit Technology Ltd Product Information Update July 2007gcharalNo ratings yet
- PCB BookletDocument16 pagesPCB BookletsoybonNo ratings yet
- Varistor 222k.6kvDocument5 pagesVaristor 222k.6kvJess AJNo ratings yet
- Amtech - RMA-223 Rev 0510Document2 pagesAmtech - RMA-223 Rev 0510Mohammed AbbariNo ratings yet
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Document3 pagesMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsNo ratings yet
- 186 Soldering Flux Data SheetDocument2 pages186 Soldering Flux Data SheetBéla BődiNo ratings yet
- HTR India - Products - Wire Wound Resistors - Silicone Coated Resistors - HFP (English)Document4 pagesHTR India - Products - Wire Wound Resistors - Silicone Coated Resistors - HFP (English)crplzNo ratings yet
- SMD291AX50T3Document2 pagesSMD291AX50T3Jonatan SmithNo ratings yet
- SuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09Document2 pagesSuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09igor brocaNo ratings yet
- TDS - 985M Soldering FluxDocument2 pagesTDS - 985M Soldering FluxChoice OrganoNo ratings yet
- DIWA 353: Weldable Steel For Higher Temperature ServiceDocument3 pagesDIWA 353: Weldable Steel For Higher Temperature ServiceSrikanth SrikantiNo ratings yet
- Airpax 6700Document5 pagesAirpax 6700fpdaxNo ratings yet
- Phenoline 1205 PDS 9-06 PDFDocument2 pagesPhenoline 1205 PDS 9-06 PDFttr_1947No ratings yet
- SMD FusesDocument5 pagesSMD FusesatentinNo ratings yet
- Cycom 5215Document11 pagesCycom 5215mecheng88No ratings yet
- CTD-101K Datasheet 2003Document3 pagesCTD-101K Datasheet 2003tsram90No ratings yet
- TD WSP 2006 PDFDocument5 pagesTD WSP 2006 PDFbehzadNo ratings yet
- Duraplate Uhs EnglishDocument4 pagesDuraplate Uhs EnglishLuis JaraNo ratings yet
- Acrolon 218 HSDocument4 pagesAcrolon 218 HSAndres MoralesNo ratings yet
- Shielded High SRF Inductors - 0805PSDocument2 pagesShielded High SRF Inductors - 0805PSnevdullNo ratings yet
- Datasheet PDFDocument2 pagesDatasheet PDFAnonymous jKNubumNo ratings yet
- HFX 500P Rev 6 - 2018 PDFDocument2 pagesHFX 500P Rev 6 - 2018 PDFMuhammad Shabbir AwanNo ratings yet
- Amercoat 370Document3 pagesAmercoat 370Victor Hugo Bustos Beltran100% (1)
- Ferrite Chip Inductors - 0805AF (2012)Document2 pagesFerrite Chip Inductors - 0805AF (2012)TestronicpartsNo ratings yet
- Chip Monolithic Ceramic Capacitors GuideDocument186 pagesChip Monolithic Ceramic Capacitors GuideRanaJafaryNo ratings yet
- Thw500 Tds (TT - 0416) EnglishDocument2 pagesThw500 Tds (TT - 0416) EnglishMasood KhanNo ratings yet
- 3289310Document2 pages3289310Philippe VelhaNo ratings yet
- H70SDocument1 pageH70SJustin SantiagoNo ratings yet
- Agip OSO: Characteristics (Typical Figures)Document2 pagesAgip OSO: Characteristics (Typical Figures)Luis Carlos Lagos SalinasNo ratings yet
- TLC PDFDocument2 pagesTLC PDFrahul05singhaNo ratings yet
- Out of Autoclave Epoxy Component Prepreg: Typical Applications: General Purpose - VisualDocument3 pagesOut of Autoclave Epoxy Component Prepreg: Typical Applications: General Purpose - VisualJohnnyNo ratings yet
- Primary Met Final SpreadsDocument5 pagesPrimary Met Final SpreadsPablo GarciaNo ratings yet
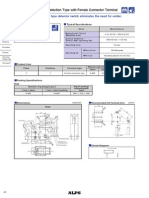
- 40-character for detector switch documentDocument3 pages40-character for detector switch documentshyhuNo ratings yet
- Technical Bulletin: Three Bond 2217HDocument3 pagesTechnical Bulletin: Three Bond 2217HbehzadNo ratings yet
- 0403 HQDocument2 pages0403 HQDDAANNIIEELLNo ratings yet
- T Dán CatalogDocument9 pagesT Dán CatalogThanh Son NguyenNo ratings yet
- 2511 Prepreg System: Industry Material Specification Industry DatabaseDocument4 pages2511 Prepreg System: Industry Material Specification Industry DatabaseChiranthanRameshNo ratings yet
- Material Alloy KHR35CLDocument2 pagesMaterial Alloy KHR35CLIebe Seventynine50% (2)
- High-Reliability Chip Inductors: ML450RABDocument2 pagesHigh-Reliability Chip Inductors: ML450RABselocaNo ratings yet
- Polisher RO: Permeate & Condensate PolishingDocument1 pagePolisher RO: Permeate & Condensate PolishingAnonymous 3fTYXaW7WNo ratings yet
- 3048421Document2 pages3048421Philippe VelhaNo ratings yet
- TDS Yd535lv - TH7253 - 8Document5 pagesTDS Yd535lv - TH7253 - 8polypolyy100% (2)
- D/CRCW E3: VishayDocument8 pagesD/CRCW E3: VishayelecompinnNo ratings yet
- Scotch KoteDocument4 pagesScotch KoteJavier Gomez ReyesNo ratings yet
- Rapid Thermal Processing: Science and TechnologyFrom EverandRapid Thermal Processing: Science and TechnologyRichard B. FairNo ratings yet
- Spring Air ModelDocument22 pagesSpring Air Modelwa190100% (1)
- RiemannDocument69 pagesRiemannAndy ValleeNo ratings yet
- Appendix A IndexDocument2 pagesAppendix A IndexAndy ValleeNo ratings yet
- State Space Equations in Modal CoordinatesDocument3 pagesState Space Equations in Modal CoordinatesAndy ValleeNo ratings yet
- Navier StokesDocument26 pagesNavier StokesAndy ValleeNo ratings yet
- Thermal Desktop Guide - 40 Character TitleDocument12 pagesThermal Desktop Guide - 40 Character TitleAndy ValleeNo ratings yet
- Quasi StaticDocument16 pagesQuasi StaticAndy ValleeNo ratings yet
- Assemble Element Stiffness MatricesDocument3 pagesAssemble Element Stiffness MatricesAndy ValleeNo ratings yet
- Laser InterferometeryDocument22 pagesLaser InterferometeryAndy ValleeNo ratings yet
- Euler 1D InfDocument3 pagesEuler 1D Infdegfha_12No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Thermoplastic Model Studies of Cryogenic Tanker StructuresDocument89 pagesThermoplastic Model Studies of Cryogenic Tanker StructuresAndy ValleeNo ratings yet
- Ansi A14 2 1990Document83 pagesAnsi A14 2 1990Andy ValleeNo ratings yet
- Thermo Mechanical JointDocument6 pagesThermo Mechanical JointAndy ValleeNo ratings yet
- Olyimide Aminate and Repreg: FeaturesDocument4 pagesOlyimide Aminate and Repreg: FeaturesAndy ValleeNo ratings yet
- Aero Engines - P& W R 2800 - 3 VibrationDocument5 pagesAero Engines - P& W R 2800 - 3 VibrationAndy ValleeNo ratings yet
- Dispersion Curves in GWTDocument3 pagesDispersion Curves in GWTAndy ValleeNo ratings yet
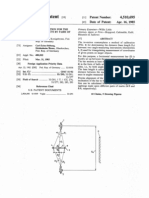
- Us 4510695Document7 pagesUs 4510695Andy ValleeNo ratings yet