You might also like
- Localizacion de InstalacionesDocument26 pagesLocalizacion de InstalacionesMiriam RubalcabaNo ratings yet
- Balanceo de Lineas de Una Tortilleria Con PromodelDocument62 pagesBalanceo de Lineas de Una Tortilleria Con PromodelJoaquin Garcia GarciaNo ratings yet
- Requerimientos para Ingeniero en Manteni IentoDocument3 pagesRequerimientos para Ingeniero en Manteni IentoJoaquin Garcia GarciaNo ratings yet
- Proyecto FinalDocument12 pagesProyecto FinalJose Luis Rodriguez0% (1)
- Reingeniería de Molde para Inyección de FoamDocument11 pagesReingeniería de Molde para Inyección de FoamJoaquin Garcia GarciaNo ratings yet
- Proyecto FinalDocument12 pagesProyecto FinalJose Luis Rodriguez0% (1)
- Deprec I Aici OnDocument27 pagesDeprec I Aici OnJoaquin Garcia GarciaNo ratings yet
- Estados FinancierosDocument35 pagesEstados FinancierosJoaquin Garcia GarciaNo ratings yet
- Proyecto Entregable TortilleriaDocument23 pagesProyecto Entregable TortilleriaJoaquin Garcia Garcia57% (7)
- Terminología de La DepreciaciónDocument5 pagesTerminología de La DepreciaciónJoaquin Garcia GarciaNo ratings yet
- Planeación y diseño de instalaciones para planta de cepillos en SLPDocument18 pagesPlaneación y diseño de instalaciones para planta de cepillos en SLPAlex GarcíaNo ratings yet
- Sistemas de Produccion TOYOTADocument27 pagesSistemas de Produccion TOYOTAJoaquin Garcia GarciaNo ratings yet
- Planeación y diseño de instalaciones para planta de cepillos en SLPDocument18 pagesPlaneación y diseño de instalaciones para planta de cepillos en SLPAlex GarcíaNo ratings yet
- Estados FinancierosDocument35 pagesEstados FinancierosJoaquin Garcia GarciaNo ratings yet
- Estados FinancierosDocument35 pagesEstados FinancierosJoaquin Garcia GarciaNo ratings yet
- Basta de HistoriasDocument1 pageBasta de HistoriasJoaquin Garcia GarciaNo ratings yet
- ISO19011Document22 pagesISO19011Joaquin Garcia GarciaNo ratings yet
- Estructura de Las CompensacionesDocument38 pagesEstructura de Las CompensacionesJoaquin Garcia GarciaNo ratings yet
- Auditoria 190011Document16 pagesAuditoria 190011Joaquin Garcia GarciaNo ratings yet
- ISO19011Document22 pagesISO19011Joaquin Garcia GarciaNo ratings yet
- Bolsa de ValoresDocument10 pagesBolsa de ValoresJoaquin Garcia GarciaNo ratings yet
- Entregable 7-8pmDocument25 pagesEntregable 7-8pmJoaquin Garcia GarciaNo ratings yet
- Cadenas de MarkovDocument35 pagesCadenas de MarkovJoaquin Garcia Garcia0% (1)
- Auditoria 190011Document16 pagesAuditoria 190011Joaquin Garcia GarciaNo ratings yet
- INDICADORESDocument10 pagesINDICADORESJoaquin Garcia GarciaNo ratings yet
- 2.3 Parametros BasicosDocument16 pages2.3 Parametros BasicosJoaquin Garcia GarciaNo ratings yet
- Sociedad y OrganizaciónDocument2 pagesSociedad y OrganizaciónJoaquin Garcia GarciaNo ratings yet
- Escenario EconomicoDocument13 pagesEscenario EconomicoJoaquin Garcia GarciaNo ratings yet
- Escenario EconomicoDocument13 pagesEscenario EconomicoJoaquin Garcia GarciaNo ratings yet
- El Conocimiento CientificoDocument8 pagesEl Conocimiento CientificoJoaquin Garcia GarciaNo ratings yet
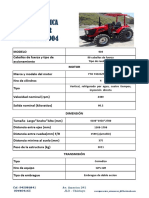
- Ficha Tecnica Tractor 90HPDocument2 pagesFicha Tecnica Tractor 90HPJerson Viton100% (1)
- ActuadoresDocument12 pagesActuadoreseduardo100% (1)
- Contadores y Registros de DesplazamientoDocument4 pagesContadores y Registros de DesplazamientoNICOLAS HERRERA RUBIANONo ratings yet
- 2015 MULE 610 4X4 Ficha TecnicaDocument2 pages2015 MULE 610 4X4 Ficha TecnicaRodofo Adama NavarroNo ratings yet
- Manual Ride OnDocument98 pagesManual Ride Onvicentgalo12No ratings yet
- Laboratorio No 1. Instalaciones Electricas IDocument13 pagesLaboratorio No 1. Instalaciones Electricas IAntonio MoyaNo ratings yet
- Practica 1 DiferenciadorDocument26 pagesPractica 1 DiferenciadorprovocameNo ratings yet
- Sistema de Control de Emiciones Peugeot 306Document2 pagesSistema de Control de Emiciones Peugeot 306ramon hidalgoNo ratings yet
- Estandar Instalacion Ceragon IP-10 V1.3Document32 pagesEstandar Instalacion Ceragon IP-10 V1.3JoseGuillermoPeinadoAvila100% (2)
- Sistema Eléctrico TecicaDocument15 pagesSistema Eléctrico TecicaKaren Rojas100% (1)
- 04 - TABLA DE AMORTIZACION ReducidaDocument4 pages04 - TABLA DE AMORTIZACION Reducidamiguel 0587No ratings yet
- 3246f920 3240f927 Lista de Peças Da Bomba Lucas CAV DelphiDocument2 pages3246f920 3240f927 Lista de Peças Da Bomba Lucas CAV DelphiJunior IungNo ratings yet
- Rosca Whitworth WikiDocument2 pagesRosca Whitworth WikiMario CartolinNo ratings yet
- Generadores de Corriente DirectaDocument7 pagesGeneradores de Corriente DirectaPablo Cano FuentesNo ratings yet
- Examen teórico de seguridad y componentes de compactador BomagDocument5 pagesExamen teórico de seguridad y componentes de compactador BomagMARIO DEL PINO MUÑOZ100% (1)
- Sistemas Embebidos para El AutomovilDocument49 pagesSistemas Embebidos para El AutomovilAbel Diaz Olivares100% (3)
- Evolución Del Sistema de Encendido Convencional Al Sistema de Encendido Electrónico y Los Beneficios Al Medio AmbienteDocument28 pagesEvolución Del Sistema de Encendido Convencional Al Sistema de Encendido Electrónico y Los Beneficios Al Medio AmbienteOscar LaraNo ratings yet
- GUÍA - Mantenimiento CivicDocument1 pageGUÍA - Mantenimiento CivicDavid CastilloNo ratings yet
- Salidas para TomacorrientesDocument2 pagesSalidas para TomacorrientesFrankin TorresNo ratings yet
- Arqui ClasicaDocument14 pagesArqui ClasicaDiana Huarcaya QuispeNo ratings yet
- Nevera WhirlpoolDocument1 pageNevera WhirlpoolEmilyta Vera CastroNo ratings yet
- Convertidor MatricialDocument15 pagesConvertidor MatricialLenin Chipana PoccorpachiNo ratings yet
- Embrague Del VentiladorDocument25 pagesEmbrague Del VentiladorAntony MorenoNo ratings yet
- Libro Informatica 1Document44 pagesLibro Informatica 1PAO RODRIGUEZ67% (3)
- Manual Bombas CentrifugasDocument16 pagesManual Bombas CentrifugasShadami Rosas RNo ratings yet
- 5 Fallas Tipicas Aires AcondicionadoDocument11 pages5 Fallas Tipicas Aires AcondicionadoJULIANCO100% (1)
- Delphi Listino Ricambi 01 - 01 - 2020Document114 pagesDelphi Listino Ricambi 01 - 01 - 2020Michell Quinteros GilerNo ratings yet
- Equipos de Diagnóstico UTNDocument57 pagesEquipos de Diagnóstico UTNJuan MiñoNo ratings yet
- Premiertrak 400Document286 pagesPremiertrak 400servik.ventas100% (1)
- Fusibles descartables de alta capacidad de rupturaDocument2 pagesFusibles descartables de alta capacidad de rupturacopemane mantelsurNo ratings yet