You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Reinvent Yourself in 30daysDocument12 pagesReinvent Yourself in 30days1basao100% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Matrix ThinkingDocument102 pagesMatrix Thinkingskiiidse100% (12)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chess Teaching ManualDocument303 pagesChess Teaching Manuallavallee2883No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- History of Science and TechnologyDocument217 pagesHistory of Science and TechnologyAmeya1823No ratings yet
- Teaching Chess With MiniGamesDocument84 pagesTeaching Chess With MiniGamesMichael SkiesNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Forklift Training ManualDocument19 pagesForklift Training Manualdexxter201250% (2)
- The Interaction of Mercury and Aluminium in Heat Exchangers in A Natural Gas PDFDocument7 pagesThe Interaction of Mercury and Aluminium in Heat Exchangers in A Natural Gas PDFToth IstvanNo ratings yet
- Stainleess Steel SpecificationDocument11 pagesStainleess Steel SpecificationcysautsNo ratings yet
- Astm B783-04Document24 pagesAstm B783-04Ramirez IndelebleNo ratings yet
- 9th Chemistry English MediumDocument47 pages9th Chemistry English Mediumzubairsalmanpk100% (1)
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- Graphite Structures in Cast Iron EnglishDocument1 pageGraphite Structures in Cast Iron EnglishsateeshkoriNo ratings yet
- A506-12 Standard Specification For Alloy and Structural Alloy Steel, Sheet and Strip, Hot-Rolled and Cold-RolledDocument4 pagesA506-12 Standard Specification For Alloy and Structural Alloy Steel, Sheet and Strip, Hot-Rolled and Cold-Rolledtjt4779No ratings yet
- ASG+Metals+ASteel MakiDocument96 pagesASG+Metals+ASteel MakikooldeepNo ratings yet
- Substation FittingsDocument12 pagesSubstation Fittingscountershadow_14No ratings yet
- Industrial Training Presentation NBCDocument31 pagesIndustrial Training Presentation NBCSuraj Singh Mehta100% (2)
- Astm A 694Document4 pagesAstm A 694Alexander MonroyNo ratings yet
- Asm Handbook PDFDocument5 pagesAsm Handbook PDFLola33% (3)
- Gold Monetization SchemeDocument27 pagesGold Monetization SchemeAnonymous NffVDTgNo ratings yet
- Lincoln Submerged ArcDocument54 pagesLincoln Submerged ArcjdNo ratings yet
- Astm B 124Document5 pagesAstm B 124Teymur Regenmaister100% (1)
- 2020 Calendar Template Year at A GlanceDocument2 pages2020 Calendar Template Year at A Glancesatish_trivediNo ratings yet
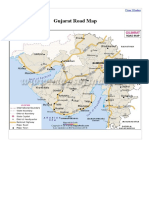
- Gujarat PDFDocument1 pageGujarat PDFsatish_trivediNo ratings yet
- 2020 Business Employee Vacation RequestDocument1 page2020 Business Employee Vacation Requestsatish_trivediNo ratings yet
- GL SpecialtyDocument32 pagesGL Specialtysatish_trivediNo ratings yet
- Gujarat PDFDocument1 pageGujarat PDFsatish_trivediNo ratings yet
- Nagaland PDFDocument1 pageNagaland PDFsatish_trivediNo ratings yet
- Car - Lubricant-Presentation4Document36 pagesCar - Lubricant-Presentation4Gia Nico100% (1)
- ChandigarhDocument2 pagesChandigarhsatish_trivediNo ratings yet
- Manipur Road Map: Close WindowDocument1 pageManipur Road Map: Close Windowsatish_trivediNo ratings yet
- Tripura Road Map: Close WindowDocument2 pagesTripura Road Map: Close Windowsatish_trivediNo ratings yet
- Westbengal Road Map: Close WindowDocument2 pagesWestbengal Road Map: Close Windowsatish_trivediNo ratings yet
- Arunachal Pradesh PDFDocument1 pageArunachal Pradesh PDFsatish_trivediNo ratings yet
- Bihar Road Map: Close WindowDocument1 pageBihar Road Map: Close Windowsatish_trivediNo ratings yet
- Jharkhandroads: Close WindowDocument1 pageJharkhandroads: Close Windowsatish_trivediNo ratings yet
- Interview GuideDocument39 pagesInterview GuideVarsha1003No ratings yet
- List of Districts of Madhya PradeshDocument2 pagesList of Districts of Madhya Pradeshsatish_trivediNo ratings yet
- Assam Road Map: Close WindowDocument1 pageAssam Road Map: Close Windowsatish_trivediNo ratings yet
- Arunachal Pradesh Road Map: Close WindowDocument1 pageArunachal Pradesh Road Map: Close Windowsatish_trivediNo ratings yet
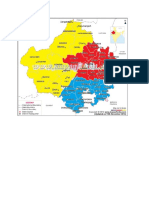
- Rajasthan Area MapDocument1 pageRajasthan Area Mapsatish_trivediNo ratings yet
- Handbook of Channel MarketingDocument225 pagesHandbook of Channel Marketingsharmakundan1988No ratings yet
- Become An Idea Machine Because Ideas Are The Currency of The 21st Century PDFDocument708 pagesBecome An Idea Machine Because Ideas Are The Currency of The 21st Century PDFsatish_trivediNo ratings yet
- Fundamentals of EAF and Ladle Slags and Ladle Refining PrinciplesDocument73 pagesFundamentals of EAF and Ladle Slags and Ladle Refining Principlessatish_trivediNo ratings yet
- All Student Submissions For Cycle 3Document13 pagesAll Student Submissions For Cycle 3satish_trivediNo ratings yet
- Jan 15 PDFDocument72 pagesJan 15 PDFsatish_trivediNo ratings yet
- HAST 230 BrochureDocument30 pagesHAST 230 BrochureSusheel GuptaNo ratings yet
- Light-Alloy Aluminum Drill Pipes PDFDocument9 pagesLight-Alloy Aluminum Drill Pipes PDFdmitry77basovichNo ratings yet
- Aws American Welding Society ﺎﻜﯾﺮﻣآ شﻮﺟ ﻦﻤﺠﻧا دراﺪﻧﺎﺘﺳا: Pdf Created With Pdffactory Pro Trial VersionDocument33 pagesAws American Welding Society ﺎﻜﯾﺮﻣآ شﻮﺟ ﻦﻤﺠﻧا دراﺪﻧﺎﺘﺳا: Pdf Created With Pdffactory Pro Trial VersionAli SASSINo ratings yet
- RecyclingPass TPS800 SeriesDocument8 pagesRecyclingPass TPS800 SeriesRamo KissNo ratings yet
- Engineering Materials I (Chapter 1)Document37 pagesEngineering Materials I (Chapter 1)Mekonnen Ayal100% (1)
- C7025 (英文) ver1 6Document11 pagesC7025 (英文) ver1 6顏健軒No ratings yet
- Raptor Defender® Fixed Plant LWP PDFDocument20 pagesRaptor Defender® Fixed Plant LWP PDFBorisRakelaGonzalezNo ratings yet
- Design and Analysis of Aluminium 6082-T6 PistonDocument9 pagesDesign and Analysis of Aluminium 6082-T6 PistonIJIRSTNo ratings yet
- Heat Treatment On Magnesium Aluminum Zinc Alloy AZ91DDocument29 pagesHeat Treatment On Magnesium Aluminum Zinc Alloy AZ91Dgustavojorge12No ratings yet
- Alloy ListDocument6 pagesAlloy ListimupathanNo ratings yet
- Ultimate Emissivity TableDocument7 pagesUltimate Emissivity TableAnil KattnaNo ratings yet
- Cert RefDocument31 pagesCert RefManoj BansalNo ratings yet
- Mse Notes - Unit - 2Document12 pagesMse Notes - Unit - 2337-ME- KIRTHAN DEVADIGANo ratings yet
- Alloy 6005A: We Are AluminumDocument2 pagesAlloy 6005A: We Are AluminumLeo PardNo ratings yet