You might also like
- Informe Final MetalografiaDocument19 pagesInforme Final MetalografiaLuis Gabriel Mora SuárezNo ratings yet
- Cuestionario Preguntas 9 A La 16Document5 pagesCuestionario Preguntas 9 A La 16Jennier Castañeda CarreñoNo ratings yet
- ForjaDocument78 pagesForjaJhon Alejandro LopezNo ratings yet
- Pulido MetalofraficoDocument15 pagesPulido MetalofraficoJuan Carlos BernalNo ratings yet
- Fundicion y Metalografia de AluminioDocument5 pagesFundicion y Metalografia de AluminioMishel Carrion CuadrosNo ratings yet
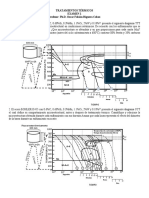
- Tratamientos térmicos de acero con diagrama TTT y CCTDocument1 pageTratamientos térmicos de acero con diagrama TTT y CCTedicarNo ratings yet
- METALOGRAFIADocument85 pagesMETALOGRAFIAChampion25100% (1)
- 06 Extrusión de MetalesDocument10 pages06 Extrusión de MetalesfatamariNo ratings yet
- I EXAMEN DE METALURGIA FISICA Y CORROSION ResueltoDocument5 pagesI EXAMEN DE METALURGIA FISICA Y CORROSION ResueltoDaniel HospinaNo ratings yet
- Guia de Practicas Metalografia 2011Document32 pagesGuia de Practicas Metalografia 2011Marco FarezNo ratings yet
- Clase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Document71 pagesClase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Paula InesNo ratings yet
- Vaciado y alimentación de colada optimizadosDocument20 pagesVaciado y alimentación de colada optimizadosRicardo Deossa100% (1)
- Conformado de Una Pieza de AluminioDocument13 pagesConformado de Una Pieza de AluminioJorge Humberto Flores AvilaNo ratings yet
- Sistema de Colada y AlimentacionDocument13 pagesSistema de Colada y AlimentacionAlejandra ZeaNo ratings yet
- Ejercicios Metalmecanica Dureza - Flexion 2021Document2 pagesEjercicios Metalmecanica Dureza - Flexion 2021Lady PenalozaNo ratings yet
- Trefilado Colombia 2004 v6Document127 pagesTrefilado Colombia 2004 v6ecaph244No ratings yet
- Aleaciones de TitanioDocument32 pagesAleaciones de TitanioJulia GarciaNo ratings yet
- Estructuras Del AceroDocument11 pagesEstructuras Del AceroservioNo ratings yet
- EBMDocument25 pagesEBMsferrand100% (1)
- Clase 6Document14 pagesClase 6Ale Calixto HermosillaNo ratings yet
- Recubrimientos Metálicos - Galvanizado ElectrolíticoDocument25 pagesRecubrimientos Metálicos - Galvanizado ElectrolíticoEliKax!No ratings yet
- Reporte PavonadoDocument6 pagesReporte PavonadoRicardo Humberto GallegosNo ratings yet
- Laboratorio N - 3 Metalurgia Fisica GuiamDocument41 pagesLaboratorio N - 3 Metalurgia Fisica GuiamJordanAlvaNo ratings yet
- Informe 5 de CorrosionDocument13 pagesInforme 5 de Corrosionrafaga9012100% (1)
- Aleacion Zinc y MagnesioDocument10 pagesAleacion Zinc y MagnesioMaria HerasNo ratings yet
- Conformado Plastico de Metales PDFDocument21 pagesConformado Plastico de Metales PDFspc_2278942No ratings yet
- Corrosion Acero Al Carbón Por Inmersión en Solución Salina 6%Document5 pagesCorrosion Acero Al Carbón Por Inmersión en Solución Salina 6%GrNjNo ratings yet
- Ataque químico metalesDocument3 pagesAtaque químico metalesGabriel AlejandroNo ratings yet
- Fundición-proceso antiguo de conformado metalesDocument7 pagesFundición-proceso antiguo de conformado metalesAnonymous gcMAj2IXlNo ratings yet
- CBT en aceros martensíticosDocument39 pagesCBT en aceros martensíticosCristian O Fuentes Villagra100% (1)
- Payano Camarena Leonardo Estandar Astm D610-01.outputDocument16 pagesPayano Camarena Leonardo Estandar Astm D610-01.outputMichael alanyaNo ratings yet
- EXPOSICIÓN FINAL MICROFUNDICIÓN - Control de Calidad y OptimizaciónDocument44 pagesEXPOSICIÓN FINAL MICROFUNDICIÓN - Control de Calidad y OptimizaciónOneill Vasquez AmayaNo ratings yet
- Construcciã"n de Diagramas de Fase Binarios en ThermocalcDocument5 pagesConstrucciã"n de Diagramas de Fase Binarios en ThermocalcJimmyVargasNo ratings yet
- MetalografiaDocument13 pagesMetalografiaEdgar BerrospiNo ratings yet
- Informe 1. La Ley de MeyerDocument15 pagesInforme 1. La Ley de MeyerJSET_JOKERNo ratings yet
- 1 Ejercicios de Tratamientos TermicosDocument14 pages1 Ejercicios de Tratamientos TermicosOscar Jean Paul Sullca RomeroNo ratings yet
- RESISTENCIADocument2 pagesRESISTENCIAErick Zarate Jara100% (1)
- Capitulo 11Document6 pagesCapitulo 11VANENo ratings yet
- Informe MetalografiaDocument11 pagesInforme Metalografialina rodriguezNo ratings yet
- 5 Ejercicios Ex ViejosDocument21 pages5 Ejercicios Ex ViejosOMAR FERNANDEZ ANAVI100% (1)
- PulvimetalurgiaDocument26 pagesPulvimetalurgiamutantrockNo ratings yet
- Prob. Corrosion 02Document13 pagesProb. Corrosion 02Manuel AguilarNo ratings yet
- 4 Ataque QuimicoDocument13 pages4 Ataque QuimicoPABLO DIAZ ENRIQUEZNo ratings yet
- 3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaDocument9 pages3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaarturoNo ratings yet
- Vocabulario de MetalografiaDocument3 pagesVocabulario de MetalografiaenaesasNo ratings yet
- Tecnologia para Recuperación de Arenas - TadashiDocument67 pagesTecnologia para Recuperación de Arenas - TadashiDiego ChavezNo ratings yet
- Recristalización y Recocido de BronceDocument11 pagesRecristalización y Recocido de BronceGracielaGramyQHNo ratings yet
- Aleaciones Cu ZNDocument3 pagesAleaciones Cu ZNGermain FreireNo ratings yet
- Acero 4140 metalografíaDocument10 pagesAcero 4140 metalografíaGabrielNo ratings yet
- Origen de Defectos en Alambron y Otros P PDFDocument10 pagesOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezNo ratings yet
- Investigación de ampollas de hidrógeno en acero de baja resistenciaDocument24 pagesInvestigación de ampollas de hidrógeno en acero de baja resistenciaestefaniNo ratings yet
- Controles de Recepcion de Piezas FundidasDocument2 pagesControles de Recepcion de Piezas Fundidasmaaraya2No ratings yet
- MetalografiaDocument14 pagesMetalografiaVictorAndresCabreraMelgarNo ratings yet
- El Florete (Elaboracion)Document27 pagesEl Florete (Elaboracion)raul_castro_pNo ratings yet
- Reporte 1 Deformacion PlasticaDocument4 pagesReporte 1 Deformacion Plasticamayin007mixNo ratings yet
- Metal Delhi Er Roe 2Document6 pagesMetal Delhi Er Roe 2Areli Noriega CamachoNo ratings yet
- Ceramicos Problemas ResueltosDocument5 pagesCeramicos Problemas ResueltosMayte Olenka Miranda BandaNo ratings yet
- Lab-Tt-1 Recocido Con Austenizacion Completa Acero 4140Document15 pagesLab-Tt-1 Recocido Con Austenizacion Completa Acero 4140javierNo ratings yet
- Informe Nº4 MetalografiaDocument16 pagesInforme Nº4 MetalografiaAnonymous DszFiPOSuNo ratings yet
- Aceros Al Carbono y AleadosDocument16 pagesAceros Al Carbono y AleadosMilagros Barrientos FloresNo ratings yet
- Actividad de Aprendizaje Unidad 1-La Normalizacion de Una OrganizacionDocument5 pagesActividad de Aprendizaje Unidad 1-La Normalizacion de Una OrganizacionCarlos AriasNo ratings yet
- La Educación Como Etapa Fundamental en El Aprendizaje HumanoDocument5 pagesLa Educación Como Etapa Fundamental en El Aprendizaje HumanoCarlos AriasNo ratings yet
- Ejercicio 14 Cap 6Document5 pagesEjercicio 14 Cap 6Carlos AriasNo ratings yet
- Espresiones Corporales DOFADocument4 pagesEspresiones Corporales DOFACarlos Arias100% (1)
- Expo Final de DifraccionDocument25 pagesExpo Final de DifraccionCarlos AriasNo ratings yet
- Informe Fundicion Carlos AriasDocument7 pagesInforme Fundicion Carlos AriasCarlos AriasNo ratings yet
- Efecto de la temperatura en el encogimiento de materialesDocument4 pagesEfecto de la temperatura en el encogimiento de materialesCarlos Arias100% (3)
- Informe HidroDocument17 pagesInforme HidroCarlos AriasNo ratings yet
- Expo HidroDocument33 pagesExpo HidroCarlos AriasNo ratings yet
- Expo Conform A DoDocument20 pagesExpo Conform A DoCarlos AriasNo ratings yet
- Trabajo Horno Cubilote Sin CoqueDocument15 pagesTrabajo Horno Cubilote Sin CoqueCarlos AriasNo ratings yet
- Ensayo Elecciones ParlamentariasDocument2 pagesEnsayo Elecciones ParlamentariasCarlos AriasNo ratings yet
- Resumen PedagogiaDocument16 pagesResumen PedagogiaCarlos AriasNo ratings yet
- Diapositivas Simbolos de SoldaduraDocument26 pagesDiapositivas Simbolos de SoldaduraCarlos Arias100% (1)
- Horno de Cubilote Sin Coque - ArregladoDocument18 pagesHorno de Cubilote Sin Coque - ArregladoCarlos AriasNo ratings yet
- TotalitarismoDocument3 pagesTotalitarismoCarlos AriasNo ratings yet
- Trabajo AjedrezDocument13 pagesTrabajo AjedrezCarlos AriasNo ratings yet
- Informe PirometalurgiaDocument20 pagesInforme PirometalurgiaCarlos AriasNo ratings yet
- Informe PirometalurgiaDocument20 pagesInforme PirometalurgiaCarlos AriasNo ratings yet
- Informe PirometalurgiaDocument20 pagesInforme PirometalurgiaCarlos AriasNo ratings yet
- Ensayo Sobre CorrupcionDocument3 pagesEnsayo Sobre CorrupcionCarlos Arias100% (1)
- Balance de materia para ingenieros químicosDocument363 pagesBalance de materia para ingenieros químicos'Andrez Durango90% (20)
- Expo PiroDocument23 pagesExpo PiroCarlos AriasNo ratings yet
- Materiales de Lab de QuimicaDocument2 pagesMateriales de Lab de QuimicaCarlos AriasNo ratings yet
- FlexiónDocument20 pagesFlexiónCarlos AriasNo ratings yet
- Ensayo Literatura AlemanaDocument2 pagesEnsayo Literatura AlemanaCarlos AriasNo ratings yet
- Presentacion Sobre Enrgias RenovablesDocument16 pagesPresentacion Sobre Enrgias RenovablesDaniel OliveraNo ratings yet
- Lab Nº2 MciDocument21 pagesLab Nº2 MciTommy BrañesNo ratings yet
- INFORME de Supervision de ObrasDocument22 pagesINFORME de Supervision de ObrasKeswin Fabian Carrasco100% (1)
- Dewatering y Tratamiento de AguasDocument46 pagesDewatering y Tratamiento de AguasFrank Rivas Chiroque100% (14)
- Delicias de almíbar de azúcar con pistachosDocument4 pagesDelicias de almíbar de azúcar con pistachosInma Manzanares RuizNo ratings yet
- Msds Ursa TDXDocument8 pagesMsds Ursa TDXalexander9006160% (1)
- Soluciones NutritivasDocument3 pagesSoluciones Nutritivasjorge100% (1)
- Presentacion CompresoresDocument35 pagesPresentacion CompresoresLizeth PérezNo ratings yet
- Viabilidad CelularDocument8 pagesViabilidad Celular.:("*"BLacK BuLLeT"*"):.No ratings yet
- Inmunoglobulina G FSDocument2 pagesInmunoglobulina G FSElian Garcia JimenezNo ratings yet
- 11Document10 pages11Eddy Perez PierolaNo ratings yet
- CompTernariosDocument15 pagesCompTernariosDiego FernandoNo ratings yet
- Polietilen o Alt a Densida d Gr ad o 60120Document1 pagePolietilen o Alt a Densida d Gr ad o 60120Joel AlvaradoNo ratings yet
- Medios de cultivo, esterilización y clasificaciónDocument13 pagesMedios de cultivo, esterilización y clasificaciónHezbelNo ratings yet
- Cajones prefabricados de concreto: diseño, especificaciones y aplicacionesDocument28 pagesCajones prefabricados de concreto: diseño, especificaciones y aplicacionesimlazNo ratings yet
- Importancia Del Átomo de CarbonoDocument41 pagesImportancia Del Átomo de CarbonoAwita de CocoNo ratings yet
- QuimicaGeneral 1 PDFDocument588 pagesQuimicaGeneral 1 PDFAntonio Fernández Fernández89% (9)
- 1.1 Identificación de PlasticosDocument6 pages1.1 Identificación de PlasticosEloy Alfonso FloresNo ratings yet
- Importancia de Los Aditivos AlimentariosDocument3 pagesImportancia de Los Aditivos AlimentariosMaria Del RioNo ratings yet
- Materiales Dentales Unidad 1Document101 pagesMateriales Dentales Unidad 1Morgendorffer DanielleNo ratings yet
- Tejidos ChimuDocument37 pagesTejidos ChimuwilliamNo ratings yet
- Antidepresivos y Estabilzadores Del Ánimo (Informe)Document21 pagesAntidepresivos y Estabilzadores Del Ánimo (Informe)Pedro Ignacio Labbé CavieresNo ratings yet
- HS-PP-14 Hoja de Seguridad Limpiador Desinfectante 5 Generación Lavanda Bio REVISADODocument4 pagesHS-PP-14 Hoja de Seguridad Limpiador Desinfectante 5 Generación Lavanda Bio REVISADOValentina Bedoya Garcia100% (1)
- Modulo 68 IPEC II Periodo.Document23 pagesModulo 68 IPEC II Periodo.Fiorella Loaiciga SotoNo ratings yet
- 02 - Extracción Minas SubterráneaDocument23 pages02 - Extracción Minas SubterráneaJorge Escobar PereiraNo ratings yet
- Problemas Operacionales Durante La Perforacion de Pozos PDFDocument376 pagesProblemas Operacionales Durante La Perforacion de Pozos PDFliz paredesNo ratings yet
- 038 2006 Presentacion XIII CPG La Granja Porfido AcostaDocument18 pages038 2006 Presentacion XIII CPG La Granja Porfido AcostaFany Mamani QuispeNo ratings yet
- Implementación TPM en línea de embotelladoDocument10 pagesImplementación TPM en línea de embotelladoRyder Llanque AnaguaNo ratings yet
- Qué Son Los Gases NoblesDocument4 pagesQué Son Los Gases NoblesSoraya RodriguezNo ratings yet