You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Search EnginesDocument15 pagesSearch EnginesRam Sagar MouryaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chilled Water Pipe SizingDocument2 pagesChilled Water Pipe SizingLarry Bea77% (13)
- Classification of ComputersDocument2 pagesClassification of Computerseduardo acuniaNo ratings yet
- Access Control GuideDocument69 pagesAccess Control GuideMuhammad AshiqNo ratings yet
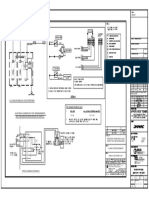
- 003-Ansul R-102 System P & I D-P&IDDocument1 page003-Ansul R-102 System P & I D-P&IDNoushad P HamsaNo ratings yet
- Construction Materials E-BookDocument98 pagesConstruction Materials E-BookNoushad P Hamsa100% (1)
- 002 Fire Protection SystemDocument12 pages002 Fire Protection SystemJerome AdduruNo ratings yet
- ME Vs MIIDocument6 pagesME Vs MIIFrancisco Abian GarciaNo ratings yet
- RWV Balancing Valve TrainingDocument33 pagesRWV Balancing Valve TrainingNoushad P HamsaNo ratings yet
- KX SeriesDocument24 pagesKX SeriesNoushad P HamsaNo ratings yet
- A Guide To Air FiltrationDocument50 pagesA Guide To Air FiltrationNoushad P HamsaNo ratings yet
- Energy Planning A Guide To PractitionersDocument75 pagesEnergy Planning A Guide To PractitionersNoushad P HamsaNo ratings yet
- Ventilation Systems Equal Friction Method Date ProjectDocument2 pagesVentilation Systems Equal Friction Method Date ProjectNoushad P HamsaNo ratings yet
- Copper Tube DesignDocument34 pagesCopper Tube DesignNoushad P HamsaNo ratings yet
- Energy Planning A Guide To PractitionersDocument75 pagesEnergy Planning A Guide To PractitionersNoushad P HamsaNo ratings yet
- Mechanical Draft Cooling TowerDocument6 pagesMechanical Draft Cooling TowerNoushad P HamsaNo ratings yet
- Gombrich - EstiloDocument6 pagesGombrich - EstiloRoxana CortésNo ratings yet
- Release Notes GLD Editor V1.51 2Document3 pagesRelease Notes GLD Editor V1.51 2Papa ConfiNo ratings yet
- Floor PlansDocument26 pagesFloor PlansXiaobinn Y OcaNo ratings yet
- 20 Useful Terminal Commands and Tools That You May Need in Ubuntu-Linux MintDocument7 pages20 Useful Terminal Commands and Tools That You May Need in Ubuntu-Linux Mintoral_cuNo ratings yet
- GGA - Pressure Independent Terminal UnitsDocument10 pagesGGA - Pressure Independent Terminal UnitsInventor SolidworksNo ratings yet
- Leaflet Packo Open TanksDocument4 pagesLeaflet Packo Open TanksRicky Okwir Okello100% (1)
- SOAP Web SecurityDocument0 pagesSOAP Web SecurityRei ChelNo ratings yet
- Term Exam 2 - QuestionsDocument4 pagesTerm Exam 2 - Questionsamadeus135No ratings yet
- Automatic Irrigation Calculation SheetDocument38 pagesAutomatic Irrigation Calculation Sheetكرم عمروNo ratings yet
- Ms Powerpoint Quiz2016Document2 pagesMs Powerpoint Quiz2016api-2610280400% (2)
- ULTIMATE STRESS DESIGN Sample OnlyDocument2 pagesULTIMATE STRESS DESIGN Sample OnlyE SNo ratings yet
- Fluid Control ProductsDocument42 pagesFluid Control Productskb_pramodNo ratings yet
- Spring Boot ReferenceDocument251 pagesSpring Boot ReferenceShishir RoyNo ratings yet
- Dwnload Full World of Art 8th Edition Sayre Test Bank PDFDocument35 pagesDwnload Full World of Art 8th Edition Sayre Test Bank PDFoctopodatomjohnnh73100% (7)
- Wpa Cli SecretsDocument7 pagesWpa Cli SecretsJulian MelendezNo ratings yet
- Specsheet Etile19m-Fw I5 CpuDocument2 pagesSpecsheet Etile19m-Fw I5 CpuMarisagarcia2014No ratings yet
- San Luis Reservoir State Recreaion Area Campground MapDocument2 pagesSan Luis Reservoir State Recreaion Area Campground MapCalifornia State ParksNo ratings yet
- As NZS 7000 Programme ConfDocument3 pagesAs NZS 7000 Programme ConfnitinatpNo ratings yet
- Analyze Training GuideDocument158 pagesAnalyze Training GuideBaharehSianatiNo ratings yet
- 2 Bedroom Carport and Deck PDFDocument14 pages2 Bedroom Carport and Deck PDFAnonymous tLrDSTaFINo ratings yet
- Foundation & Column DesignDocument6 pagesFoundation & Column DesignAlbert LuckyNo ratings yet
- 1.2 Principles of Pavement EngineeringDocument22 pages1.2 Principles of Pavement EngineeringRyan ChristopherNo ratings yet
- ChartDocument4 pagesChartVenkates Waran GNo ratings yet
- IRMCK341: Sensorless Motor Control IC For AppliancesDocument36 pagesIRMCK341: Sensorless Motor Control IC For AppliancesMeselao Meselao MeselaoNo ratings yet
- Oral Presentation Guidelines: 1. Audio/Visual & Equipment AvailableDocument2 pagesOral Presentation Guidelines: 1. Audio/Visual & Equipment AvailableNanda SafiraNo ratings yet