You might also like
- Dimensionamento de SoldaDocument13 pagesDimensionamento de SoldaCarlos Alberto100% (1)
- Importância Do Processo de Fabricação Por Soldagem Junto Ao Setor IndustrialDocument16 pagesImportância Do Processo de Fabricação Por Soldagem Junto Ao Setor IndustrialSérgio BarraNo ratings yet
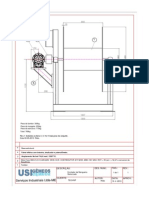
- Enrolador de Mangueira Motorizado (Technip)Document1 pageEnrolador de Mangueira Motorizado (Technip)alexisloboNo ratings yet
- Benne Den EssenciaDocument238 pagesBenne Den Essenciaalexislobo100% (1)
- APOSTILADocument214 pagesAPOSTILAvanio_souzaNo ratings yet
- Normas Tec SoldagemDocument86 pagesNormas Tec Soldagemalexislobo100% (1)
- Questionário de PM ABENDEDocument46 pagesQuestionário de PM ABENDEalexislobo100% (2)
- Exercicios Teoria Das EstruturasDocument16 pagesExercicios Teoria Das EstruturasFran MarquesNo ratings yet
- Acidez e Basicidade-1-46Document46 pagesAcidez e Basicidade-1-46Dayanne LimaNo ratings yet
- W302 PDF FreeDocument2 pagesW302 PDF FreeLeandro FortunatoNo ratings yet
- Quimica Pré e Pós BióticaDocument28 pagesQuimica Pré e Pós Bióticajailson suquitodoceNo ratings yet
- Itmtr20kw - ManualDocument12 pagesItmtr20kw - Manualeng.lbsNo ratings yet
- Fispq Inkd705Document9 pagesFispq Inkd705Netho MatheusNo ratings yet
- Colheitadeira 1470 e 1570 Diagnóstico PDFDocument1,076 pagesColheitadeira 1470 e 1570 Diagnóstico PDFDanilo A. Marques100% (5)
- Esterilização de Materiais HospitalaresDocument9 pagesEsterilização de Materiais HospitalaresLarissaFardinNo ratings yet
- Soldagem Por ExplosãoDocument68 pagesSoldagem Por ExplosãoJose Roberto dos Santos100% (1)
- Apostila Abastecimento de AguaDocument163 pagesApostila Abastecimento de AguaRicardo JunioNo ratings yet
- Força Nuclear Fraca 1Document6 pagesForça Nuclear Fraca 1geforceNo ratings yet
- Ciclo de Vida Das Estrelas Astronomia InfográficoDocument1 pageCiclo de Vida Das Estrelas Astronomia InfográficoIzana FRançaNo ratings yet
- Apostila MTH Corrigida Doc 2010-09!08!155118Document347 pagesApostila MTH Corrigida Doc 2010-09!08!155118Stella Duarte100% (1)
- Minerais e Estrutura CristalinaDocument13 pagesMinerais e Estrutura CristalinaGabriela Bruno100% (1)
- Ecin Cbinc BasicoDocument66 pagesEcin Cbinc BasicoRenato BertoniNo ratings yet
- CAV-T-SP I - Aula 1.1 A 1.4 - Natureza Do FogoDocument9 pagesCAV-T-SP I - Aula 1.1 A 1.4 - Natureza Do FogoÁlex PaixãoNo ratings yet
- RadiofarmacoDocument15 pagesRadiofarmacoLenadjrNo ratings yet
- Resumo 04 FQDocument2 pagesResumo 04 FQAlexandre MagnoNo ratings yet
- Conf 0 - Fisica e Seus Ramos, Operacoes Com Vectores, Regras Basicas de Derivacao e IntegracaoDocument42 pagesConf 0 - Fisica e Seus Ramos, Operacoes Com Vectores, Regras Basicas de Derivacao e IntegracaoElina MassuanganheNo ratings yet
- Lista de Exercícios - Estruturas Dos Materiais e PropriedadesDocument2 pagesLista de Exercícios - Estruturas Dos Materiais e Propriedadesfrancine karolineNo ratings yet
- Fuvest2020 1fase PDFDocument115 pagesFuvest2020 1fase PDFEstrategias GamesNo ratings yet
- ELETROQUIMICADocument40 pagesELETROQUIMICALuísa MansoNo ratings yet
- Lista de Exercícios Unidade 1 e 2 - Prova 1Document10 pagesLista de Exercícios Unidade 1 e 2 - Prova 1Renata machadoNo ratings yet
- Terreno Representacao Planimetria - AltimetriaDocument11 pagesTerreno Representacao Planimetria - AltimetriamedeirosRNo ratings yet
- ELETROESQ2Document5 pagesELETROESQ2Wellington SampaioNo ratings yet
- Fispq Cal Hidratada AtualizadaDocument8 pagesFispq Cal Hidratada AtualizadaVan1020No ratings yet
- Função Horaria 2Document12 pagesFunção Horaria 2Fabiola Pelissoli FerriNo ratings yet
- Associações de Componentes Elétricos em Série e em ParaleloDocument16 pagesAssociações de Componentes Elétricos em Série e em ParaleloBeatriz SantosNo ratings yet
- Apostila de EletroquímicaDocument5 pagesApostila de EletroquímicaFlávia SouzaNo ratings yet
- SedimentologiaDocument58 pagesSedimentologiaMariaNo ratings yet