You might also like
- 950 - Desmontagem e Montagem Dos Motores Do Cortador de Base, Do Picador e Do Ventilador Extrator Primário - JacobDocument23 pages950 - Desmontagem e Montagem Dos Motores Do Cortador de Base, Do Picador e Do Ventilador Extrator Primário - JacobAlvesluizmar1hotmail.com100% (1)
- A8000 - Trein. HidráulicaDocument29 pagesA8000 - Trein. HidráulicaJosé Edison De Souza FeitozaNo ratings yet
- 2 - Mecânica 1Document44 pages2 - Mecânica 10107200450% (4)
- AEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaFrom EverandAEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaNo ratings yet
- Auto Tracker 87463411 - PortuguêsDocument38 pagesAuto Tracker 87463411 - PortuguêsOliveira OliveiraNo ratings yet
- Aurotec Catálogo 2018 peças colhedoras canaDocument24 pagesAurotec Catálogo 2018 peças colhedoras cananaui sorrilha amaralNo ratings yet
- John Deere - Circuito Hidráulicos 3520 (Central GM)Document62 pagesJohn Deere - Circuito Hidráulicos 3520 (Central GM)Caio Ferreira100% (2)
- HidraulicaDocument54 pagesHidraulicaRafael Santos Faustino100% (6)
- Localização motores hidráulicos colhedora cana 8000Document2 pagesLocalização motores hidráulicos colhedora cana 8000Nikole SanchezNo ratings yet
- Guia Referência Rápido A9000 A9900-PORDocument2 pagesGuia Referência Rápido A9000 A9900-PORLeonardo Dasilva100% (1)
- Manuais de colhedoras e módulos de treinamentoDocument3 pagesManuais de colhedoras e módulos de treinamentolimpezz50% (2)
- Circuitos hidráulicos da colhedora Série 7000/7700Document48 pagesCircuitos hidráulicos da colhedora Série 7000/7700eric_pompeia100% (1)
- Sistema Elétrico - Chicote Elétrico, Estrutura PrincipalDocument3 pagesSistema Elétrico - Chicote Elétrico, Estrutura PrincipalGabriele MedeirosNo ratings yet
- Colhedoras de Cana Case Experience - 2017-1 PDFDocument36 pagesColhedoras de Cana Case Experience - 2017-1 PDFRafael Carvalho100% (1)
- 2-Divisor de Linha e TombadoresZDocument3 pages2-Divisor de Linha e TombadoresZedimar santana100% (1)
- Diagnóstico 3520, 3522 2013Document741 pagesDiagnóstico 3520, 3522 2013batista diego86% (7)
- Manual Auto Tracker PDFDocument36 pagesManual Auto Tracker PDFRafael G Oliveira100% (2)
- Componentes da colhedora A 8000Document4 pagesComponentes da colhedora A 8000cicero meloNo ratings yet
- Guia de circuitos hidráulicos e conexõesDocument55 pagesGuia de circuitos hidráulicos e conexõesTHIAGO COMERCIO DE PECAS E SERVICOS LTDAHIDRAULICOS100% (1)
- Hidrau Agro - Catalogo Peças 2023 JOHN DEERE PDFDocument23 pagesHidrau Agro - Catalogo Peças 2023 JOHN DEERE PDFVendas HidrauagroNo ratings yet
- Catálogo Case A8800 Multi RowDocument670 pagesCatálogo Case A8800 Multi RowBarra Nova Ferreira100% (2)
- 3520 - 22 - Esquemas Elétricos, Hidráulicos e Teoria de Operação 2013Document126 pages3520 - 22 - Esquemas Elétricos, Hidráulicos e Teoria de Operação 2013valdinho DominguesNo ratings yet
- 8 ElevadorDocument39 pages8 Elevadorfernando cruzado padillaNo ratings yet
- Colhedoras de Cana - MY18 v2-1 PDFDocument85 pagesColhedoras de Cana - MY18 v2-1 PDFGambira Web100% (2)
- Circuito Mangueiras Hidraulicas Parker - Original - CH570 - 20210623 PDFDocument173 pagesCircuito Mangueiras Hidraulicas Parker - Original - CH570 - 20210623 PDFLucas MagalhãesNo ratings yet
- 3520, 3522 Funções de ColheitaDocument10 pages3520, 3522 Funções de ColheitaJoubert tadeu Paulino jacobNo ratings yet
- Conceitos Mecânica Hidráulica Máquinas ItaetéDocument78 pagesConceitos Mecânica Hidráulica Máquinas ItaetéJesus David Santamaria HernandezNo ratings yet
- Funcionamento Do PicadorDocument14 pagesFuncionamento Do PicadorLuís DiasNo ratings yet
- Tendencias Da MecanizacaoDocument58 pagesTendencias Da MecanizacaoBruno Matos100% (2)
- Circuito hidráulico completo da colhedora John Deere CH570Document156 pagesCircuito hidráulico completo da colhedora John Deere CH570JulianoSantos100% (2)
- Case 8810 DescritivoDocument41 pagesCase 8810 DescritivoVITOR PIVA100% (2)
- Avaliação Do Sistema Hidráulico John DeereDocument2 pagesAvaliação Do Sistema Hidráulico John DeereAdriano Santos0% (1)
- Catalogo de Peça Case A7700 2007Document457 pagesCatalogo de Peça Case A7700 2007Josedsouza100% (2)
- Manutenção John Deere CH 570: Diagramas e Sistemas de Divisores de Linha e Rolos AlimentadoresDocument6 pagesManutenção John Deere CH 570: Diagramas e Sistemas de Divisores de Linha e Rolos AlimentadoresVernizTechNo ratings yet
- Posicionamento Bomba HidráulicasDocument37 pagesPosicionamento Bomba HidráulicasCarlos Macario100% (1)
- 102-Campos de ColheitaDocument9 pages102-Campos de Colheitaedimar santanaNo ratings yet
- 4 - Sistema de Partida e Carga 3520 3522Document10 pages4 - Sistema de Partida e Carga 3520 3522Leandro Soares100% (1)
- Válvula Do Banco de 6 3520Document5 pagesVálvula Do Banco de 6 3520professorValdecir100% (1)
- CH570 - CH670 - Componentes de Operação.Document124 pagesCH570 - CH670 - Componentes de Operação.PauloNo ratings yet
- 4 Corte de Base PDFDocument21 pages4 Corte de Base PDFMarcelo ItoNo ratings yet
- Colhedora de Cana 3522Document40 pagesColhedora de Cana 3522André Madureira75% (4)
- 5-Rolos AlimentadoresDocument16 pages5-Rolos AlimentadoresrafaelNo ratings yet
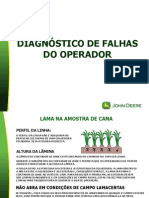
- 103-Diagnóstico de Falhas Do OperadorDocument8 pages103-Diagnóstico de Falhas Do Operadoredimar santana100% (3)
- Elevador Da Colhedora de CanaDocument12 pagesElevador Da Colhedora de CanaIvenilton Claudio Braga100% (1)
- Apostila EBA Treinamento Eletro Hidráulica JD 3510Document234 pagesApostila EBA Treinamento Eletro Hidráulica JD 3510Rafael G OliveiraNo ratings yet
- 6 PicadorDocument24 pages6 PicadorBarra Nova FerreiraNo ratings yet
- 16 - HidráulicaDocument11 pages16 - Hidráulicamarcelo renatoNo ratings yet
- Manual de Treinamento e Serviços - Colhedoras de Cana CASE IDocument306 pagesManual de Treinamento e Serviços - Colhedoras de Cana CASE IZe Ramao GonçalvesNo ratings yet
- DivisordelinhasetamboresDocument23 pagesDivisordelinhasetamboresjean costaNo ratings yet
- Proposta de Entrega TecnicaDocument103 pagesProposta de Entrega TecnicaGiuliano ArzamendiaNo ratings yet
- Austoft9900 - LL - v4 - Comercial - OK - 08junho2020 PDFDocument24 pagesAustoft9900 - LL - v4 - Comercial - OK - 08junho2020 PDFmacieliturama100% (1)
- Sistematização e Colheita MecanizadaDocument61 pagesSistematização e Colheita MecanizadaFabio Persoli100% (1)
- 09 - CommandCenter PDFDocument56 pages09 - CommandCenter PDFPauloNo ratings yet
- Eletronic Service Tool - ESTDocument31 pagesEletronic Service Tool - ESTCarlos Estara0% (1)
- John Deere - Treinamento de Diagnóstico 3520 3522Document66 pagesJohn Deere - Treinamento de Diagnóstico 3520 3522Caio FerreiraNo ratings yet
- Manual ColhedoraDocument31 pagesManual ColhedoraAline MariaNo ratings yet
- Cortador pontas John DeereDocument20 pagesCortador pontas John DeereJéssica Baptista Rabello100% (1)
- Amplificador de Pequenos SinaisDocument16 pagesAmplificador de Pequenos Sinaiseric_pompeia0% (1)
- DL 101P BR - Introduction 3V 2014Document14 pagesDL 101P BR - Introduction 3V 2014ariadnebeatrizNo ratings yet
- Lei 8.112Document113 pagesLei 8.112eric_pompeiaNo ratings yet
- BrixDocument18 pagesBrixeric_pompeiaNo ratings yet
- Artigo Cientifico Normas Da ABNT.Document7 pagesArtigo Cientifico Normas Da ABNT.Edinho LarruscainNo ratings yet
- Clubes InvestimentoDocument17 pagesClubes Investimentoeric_pompeiaNo ratings yet
- Doenças em AlgodãoDocument22 pagesDoenças em Algodãoeric_pompeiaNo ratings yet
- DL 101P BR - Introduction 3V 2014Document14 pagesDL 101P BR - Introduction 3V 2014ariadnebeatrizNo ratings yet
- Sumidan 150Document12 pagesSumidan 150eric_pompeiaNo ratings yet
- Basf DoençasDocument5 pagesBasf Doençaseric_pompeiaNo ratings yet
- PLD BmfbovespaDocument12 pagesPLD Bmfbovespaeric_pompeiaNo ratings yet
- Apostila PQO Capitulo2Document21 pagesApostila PQO Capitulo2eric_pompeiaNo ratings yet
- PLD BmfbovespaDocument12 pagesPLD Bmfbovespaeric_pompeiaNo ratings yet
- Queijos (Cartilha) - EaD SenarDocument101 pagesQueijos (Cartilha) - EaD SenarJosemário Gonçalves da SilvaNo ratings yet
- Circuitos hidráulicos da colhedora Série 7000/7700Document48 pagesCircuitos hidráulicos da colhedora Série 7000/7700eric_pompeia100% (1)
- Pax FuturaDocument1 pagePax Futuraeric_pompeiaNo ratings yet
- Processos Agrícolas Planejamento ControleDocument27 pagesProcessos Agrícolas Planejamento Controleeric_pompeiaNo ratings yet
- Planner ProsperDocument2 pagesPlanner Prospereric_pompeiaNo ratings yet
- Processo de Produção de Flocos de Milho em caracteresDocument5 pagesProcesso de Produção de Flocos de Milho em caractereseric_pompeia100% (1)
- Planejamento, Orcamento e Programacao Dos TrabalhosDocument11 pagesPlanejamento, Orcamento e Programacao Dos Trabalhoseric_pompeiaNo ratings yet
- Gestão Empresarial - A - IntroduçãoDocument29 pagesGestão Empresarial - A - Introduçãoeric_pompeiaNo ratings yet
- Gestão Empresarial - B - PODCDocument72 pagesGestão Empresarial - B - PODCeric_pompeiaNo ratings yet
- Guia Alimentar de Dietas Vegetarianas para Adultos - Dr. Eric SlywitchDocument66 pagesGuia Alimentar de Dietas Vegetarianas para Adultos - Dr. Eric Slywitchelisson93No ratings yet
- Sistemas de Medicao de DesempenhoDocument8 pagesSistemas de Medicao de Desempenhoeric_pompeiaNo ratings yet
- Administração Rural MáquinasDocument5 pagesAdministração Rural Máquinaseric_pompeiaNo ratings yet
- Trabalho Projeto TCC 1 ImprimirDocument21 pagesTrabalho Projeto TCC 1 Imprimireric_pompeiaNo ratings yet
- Projecoes Do Agronegocio 2010-11 A 2020-21Document58 pagesProjecoes Do Agronegocio 2010-11 A 2020-21Antonio Braz JuniorNo ratings yet
- Minhocultura e Producao de Humus Na Agricultura FamiliarDocument12 pagesMinhocultura e Producao de Humus Na Agricultura FamiliarlucivanluttyNo ratings yet
- Meteorologia Agrícola IntroduçãoDocument180 pagesMeteorologia Agrícola Introduçãoeric_pompeiaNo ratings yet
- Ltr10 Ltr12 Lts12 Ls12q Rev02 Mod2Document37 pagesLtr10 Ltr12 Lts12 Ls12q Rev02 Mod2Giga Teste100% (1)
- Circuito retificador ativoDocument4 pagesCircuito retificador ativoe_alternativoNo ratings yet
- QRP Construção Caseira-IDocument8 pagesQRP Construção Caseira-Imario_smateusNo ratings yet
- Medição de sinais não senoidais e valor médioDocument9 pagesMedição de sinais não senoidais e valor médioRafael FerreiraNo ratings yet
- Navegação Aérea QuestionárioDocument17 pagesNavegação Aérea QuestionárioAlan Josias de SouzaNo ratings yet
- Interpretar projeto elétrico residencialDocument8 pagesInterpretar projeto elétrico residencialWagner RodriguesNo ratings yet
- Curso Técnico Gestão Equipamentos Informáticos Prova Eletrónica FundamentalDocument4 pagesCurso Técnico Gestão Equipamentos Informáticos Prova Eletrónica Fundamentalmagante50100% (1)
- Circuitos elétricos: cálculos de corrente, tensão e potênciaDocument6 pagesCircuitos elétricos: cálculos de corrente, tensão e potênciaSonia CoelhoNo ratings yet
- Eletronica de Potencia - UFSMDocument167 pagesEletronica de Potencia - UFSMrodriguesvascoNo ratings yet
- Teste 11FDocument7 pagesTeste 11Fmatilde.silva.3No ratings yet
- Regulador de tensão e circuitos de backlight e power on em TVDocument11 pagesRegulador de tensão e circuitos de backlight e power on em TVWendell FigueiredoNo ratings yet
- Interface microcontrolada para fonte de alimentação ajustávelDocument62 pagesInterface microcontrolada para fonte de alimentação ajustávelTspi RitzelNo ratings yet
- Circuitos CA - Circuito LCDocument30 pagesCircuitos CA - Circuito LCEdilton CoioNo ratings yet
- Prova 14 Engenheiro A de Equipamentos Junior EletricaDocument25 pagesProva 14 Engenheiro A de Equipamentos Junior EletricaPalhaço MalucoNo ratings yet
- Juna 2023 ManualDocument8 pagesJuna 2023 ManualToby Soares Mota100% (1)
- Prova Eletricidade Básica - Corrente, Tensão, ResistênciaDocument4 pagesProva Eletricidade Básica - Corrente, Tensão, ResistênciaEzequiel Zak100% (1)
- Prisma Cat Pg72-176Document96 pagesPrisma Cat Pg72-176CarloscabcNo ratings yet
- Como Medir A Capacitância Usando Um MultímetroDocument9 pagesComo Medir A Capacitância Usando Um MultímetroSidney Sant'Anna LeiteNo ratings yet
- Plano Analitico Tecnicas de Alta TensaoDocument5 pagesPlano Analitico Tecnicas de Alta TensaoSergiooNo ratings yet
- Sefs 27Document84 pagesSefs 27CesarLimaNo ratings yet
- Leis de Ohm experimentaisDocument77 pagesLeis de Ohm experimentaisedsononoharaNo ratings yet
- Comandos EletricosDocument91 pagesComandos EletricosJoao CosttaNo ratings yet
- Atividade 2 - Eletricidade Básica - 54-2023Document3 pagesAtividade 2 - Eletricidade Básica - 54-2023Cavalini Assessoria AcadêmicaNo ratings yet
- Representação Fasorial em Circuitos TrifasicosDocument15 pagesRepresentação Fasorial em Circuitos TrifasicosdavidNo ratings yet
- Livros sobre Eletricidade e Eletrónica do Autor José MatiasDocument2 pagesLivros sobre Eletricidade e Eletrónica do Autor José MatiasPaulo Cerqueira100% (3)
- Diagrama Elétrico e Hidraulico 3520Document128 pagesDiagrama Elétrico e Hidraulico 3520rafaelNo ratings yet
- Moto elétrica 6V com luz e som para crianças até 35kgDocument2 pagesMoto elétrica 6V com luz e som para crianças até 35kgKaio MarthinNo ratings yet
- Proteção de Sistemas Elétricos: Aspectos Gerais e Funções da ProteçãoDocument48 pagesProteção de Sistemas Elétricos: Aspectos Gerais e Funções da Proteçãomauricio_rodrigues09No ratings yet
- Ebook Revit Projeto Elétrico AvançadoDocument47 pagesEbook Revit Projeto Elétrico AvançadoTedson Marcos100% (4)
- Proteção de Alimentador REF610 ABB - Guia Do Produto - PT PDFDocument30 pagesProteção de Alimentador REF610 ABB - Guia Do Produto - PT PDFarsmurubuNo ratings yet