You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- GORUCK Heavy - 6-week training program overviewDocument4 pagesGORUCK Heavy - 6-week training program overviewJohn Rohrer100% (2)
- Calculation Sheet for 3-Phase Separator SizingDocument6 pagesCalculation Sheet for 3-Phase Separator SizingHani KirmaniNo ratings yet
- Norsok Process Design P100 Edition 3Document42 pagesNorsok Process Design P100 Edition 3angry_granNo ratings yet
- Bibliometric Handbook For Karolinska InstitutetDocument41 pagesBibliometric Handbook For Karolinska InstitutetCamila Araya G100% (1)
- Business Plan Hair DyeDocument12 pagesBusiness Plan Hair Dyercool_rahul0039341No ratings yet
- Index For StandardsDocument74 pagesIndex For StandardsHani KirmaniNo ratings yet
- UL1709Document2 pagesUL1709Hani KirmaniNo ratings yet
- UL 58-1998 Steel Underground Tanks For Flammable and Combustible Liquids - Redacted - Part2Document20 pagesUL 58-1998 Steel Underground Tanks For Flammable and Combustible Liquids - Redacted - Part2Hani KirmaniNo ratings yet
- Toxic Gas Detection H2SDocument34 pagesToxic Gas Detection H2SHani KirmaniNo ratings yet
- Chemical Engineering October 2013Document76 pagesChemical Engineering October 2013Hani KirmaniNo ratings yet
- VU 20 20 CalculatorDocument3 pagesVU 20 20 CalculatorHani KirmaniNo ratings yet
- Pakistan - Code Mines Act 1923Document38 pagesPakistan - Code Mines Act 1923Hani KirmaniNo ratings yet
- Methanol Injection CalculationDocument3 pagesMethanol Injection CalculationHani Kirmani100% (1)
- Modern PetrochemicalsDocument179 pagesModern PetrochemicalsHani Kirmani100% (9)
- Amine Best Practices GuideDocument63 pagesAmine Best Practices GuideJerold100% (2)
- Equipment Sizes For 125MMSCFD Amine UnitDocument1 pageEquipment Sizes For 125MMSCFD Amine UnitHani KirmaniNo ratings yet
- Dia Calc For Gas Governing VesselsDocument1 pageDia Calc For Gas Governing VesselsHani KirmaniNo ratings yet
- UNS R-31233 (Alloy For Corrosive Service)Document2 pagesUNS R-31233 (Alloy For Corrosive Service)Hani KirmaniNo ratings yet
- Fundamentals of Orifice Measurement Techwpaper PDFDocument9 pagesFundamentals of Orifice Measurement Techwpaper PDFartletNo ratings yet
- UNS R-31233 (Alloy For Corrosive Service)Document2 pagesUNS R-31233 (Alloy For Corrosive Service)Hani KirmaniNo ratings yet
- Gas Sweetening Units Risk Assessment Using HAZOP Procedure: Mahdi Goharrokhi Fateme Farahmand Maryam OtadiDocument5 pagesGas Sweetening Units Risk Assessment Using HAZOP Procedure: Mahdi Goharrokhi Fateme Farahmand Maryam OtadiHani Kirmani50% (2)
- Problemas Resueltos PipephaseDocument15 pagesProblemas Resueltos PipephasealixheraNo ratings yet
- Standard Codes Followed in LPG IndustriesDocument41 pagesStandard Codes Followed in LPG Industriesaarunsnair100% (2)
- Safe Flare System Design: John Zink CompanyDocument10 pagesSafe Flare System Design: John Zink CompanyAniket S Jadhav100% (3)
- Design-II Samples Tutorial PDFDocument385 pagesDesign-II Samples Tutorial PDFHani Kirmani100% (1)
- Article On PPMVDocument4 pagesArticle On PPMVHani KirmaniNo ratings yet
- Origin and OccurrenceDocument5 pagesOrigin and OccurrenceHani KirmaniNo ratings yet
- Mill Housings Mangal SinghDocument5 pagesMill Housings Mangal SinghGun SmithNo ratings yet
- Child Rearing Practices Articles India & ChinaDocument14 pagesChild Rearing Practices Articles India & ChinaGeorgiana GattinaNo ratings yet
- Kristeva On Melanie Klein's "Oresteia"Document6 pagesKristeva On Melanie Klein's "Oresteia"danthetoasterNo ratings yet
- Effectiveness of Breathing Exercise On Reducing Pain Perception and State Anxiety Among Primi ParturientsDocument8 pagesEffectiveness of Breathing Exercise On Reducing Pain Perception and State Anxiety Among Primi ParturientsPutra SpNo ratings yet
- Mbenson hw410 1602c - Unit-9-AssignmentDocument46 pagesMbenson hw410 1602c - Unit-9-Assignmentapi-355858071No ratings yet
- Girl Scouts ActivitiesDocument5 pagesGirl Scouts ActivitiessluttybitchNo ratings yet
- Trangia Worksheet IntroDocument2 pagesTrangia Worksheet Introjames.mccooeyNo ratings yet
- Waleed Alomari CVDocument2 pagesWaleed Alomari CValomari_waleedNo ratings yet
- Food Industry JTM2Document35 pagesFood Industry JTM2Jofin TMNo ratings yet
- Mcimt NDT Kids at 1Document12 pagesMcimt NDT Kids at 1api-485106673No ratings yet
- Plumbing-Water-System-Review (3B) PDFDocument22 pagesPlumbing-Water-System-Review (3B) PDFJhyneJazarenoAtutuboNo ratings yet
- API 578 Mock QuestionDocument4 pagesAPI 578 Mock QuestionsheikmoinNo ratings yet
- Past PapaersDocument515 pagesPast PapaersShariq ShaNo ratings yet
- (IJCST-V11I6P5) :A.E.E. El-Alfi, M. E. A. Awad, F. A. A. KhalilDocument9 pages(IJCST-V11I6P5) :A.E.E. El-Alfi, M. E. A. Awad, F. A. A. KhalilEighthSenseGroupNo ratings yet
- D 1123 - 99 Rdexmjmtotk - PDFDocument5 pagesD 1123 - 99 Rdexmjmtotk - PDFFrancisco GuerraNo ratings yet
- 4 WP 2013Document8 pages4 WP 2013TUTORKIMNo ratings yet
- Tap ChangerDocument5 pagesTap ChangerRavindra AngalNo ratings yet
- Positive Thinking GuideDocument23 pagesPositive Thinking GuideSimon Brassard100% (1)
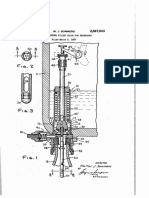
- Counter-pressure filler valve for beveragesDocument3 pagesCounter-pressure filler valve for beveragesbimalishaNo ratings yet
- Aiesha Edward Resume2Document2 pagesAiesha Edward Resume2api-491571342No ratings yet
- Hyundai forklift specification dimensionsDocument6 pagesHyundai forklift specification dimensionsАлександр ОлейникNo ratings yet
- 02 - Purulent Inflammatory DiseaseDocument60 pages02 - Purulent Inflammatory Diseaseshekhawatyuvraj051No ratings yet
- The Prevention of Women & Children Repression Act 2000: A Study of Implementation Process From 2003 To 2013Document9 pagesThe Prevention of Women & Children Repression Act 2000: A Study of Implementation Process From 2003 To 2013Md. Abdul KarimNo ratings yet
- SIX A Filthy Christmas Miracl JamesDocument55 pagesSIX A Filthy Christmas Miracl JamescarinaNo ratings yet
- Implementation of Swachh Bharat in MysoreDocument13 pagesImplementation of Swachh Bharat in MysoreDipyaman ChoudhuryNo ratings yet
- Menu Baru Kopi GandapoeraDocument7 pagesMenu Baru Kopi GandapoeraAlwan AhpNo ratings yet
- Yıldız Technical University - Program Information Form - Page 1/9Document9 pagesYıldız Technical University - Program Information Form - Page 1/9Elsaadawi MohamedNo ratings yet