You might also like
- Welding Processes and Technology GuideDocument62 pagesWelding Processes and Technology GuideKamal Jayaraj100% (1)
- Welding Processes and TechnologyDocument62 pagesWelding Processes and Technologyashishkumar2911No ratings yet
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Welding MetallurgyDocument37 pagesWelding MetallurgyHary adiNo ratings yet
- Name: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009Document30 pagesName: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009naseema shaikNo ratings yet
- Welding Metallurgy and Heat Affected Zone PropertiesDocument198 pagesWelding Metallurgy and Heat Affected Zone PropertiesAgil SetyawanNo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Stainless SteelDocument34 pagesStainless SteelMohammed HilalNo ratings yet
- Heat Treatment and The Effect of Welding: Week 2Document44 pagesHeat Treatment and The Effect of Welding: Week 2Arun SundarNo ratings yet
- Classification of SteelDocument39 pagesClassification of SteelSudarshan GNo ratings yet
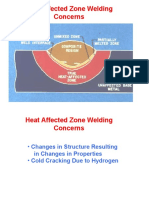
- Heat Affected Zone Welding ConcernsDocument10 pagesHeat Affected Zone Welding ConcernsKirandeep GandhamNo ratings yet
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDocument24 pagesMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiNo ratings yet
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
- Al AlloysDocument40 pagesAl AlloysBaraneedharanNo ratings yet
- Ferrous Alloys Eutectoid Portion of Fe-C DiagramDocument28 pagesFerrous Alloys Eutectoid Portion of Fe-C DiagramcastibraNo ratings yet
- Unit 2 Welding III HazDocument9 pagesUnit 2 Welding III HazHada NanuNo ratings yet
- Cr-Mo / Cr-Mo-V Material - Issues: - Temper EmbrittlementDocument15 pagesCr-Mo / Cr-Mo-V Material - Issues: - Temper EmbrittlementvcpNo ratings yet
- Alloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Document27 pagesAlloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Anoop AnuNo ratings yet
- Welding Process and TechnologyDocument63 pagesWelding Process and TechnologySuresh KumarNo ratings yet
- Classification of Steel & Alloy SteelsDocument39 pagesClassification of Steel & Alloy SteelsNetaa sachinNo ratings yet
- Venkat's Preparation of CracksDocument4 pagesVenkat's Preparation of Cracksvineet chandra khanduriNo ratings yet
- Properties and Applications of MaterialsDocument65 pagesProperties and Applications of MaterialsSeashell BernzNo ratings yet
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Defects in MaterialsDocument89 pagesDefects in MaterialsSumedh Singh67% (3)
- Unit V: Design of Weld Joints, Weldability and Testing of WeldmentsDocument24 pagesUnit V: Design of Weld Joints, Weldability and Testing of WeldmentsparthibankNo ratings yet
- 17 Weldability of SteelsDocument54 pages17 Weldability of SteelsPraviBeetlesNo ratings yet
- Cast IronDocument43 pagesCast IronThulasi Ram100% (1)
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- Welding Process & TechnologyDocument62 pagesWelding Process & Technologyadib nassarNo ratings yet
- Pertemuan Steel and Steel AlloyDocument43 pagesPertemuan Steel and Steel AlloyAmran WiratmaNo ratings yet
- 5-b - Carbon and Alloy SteelsDocument43 pages5-b - Carbon and Alloy SteelszzirapovNo ratings yet
- Welding ProcessesDocument20 pagesWelding Processesdicky_suaibNo ratings yet
- Welding Processes O&GDocument20 pagesWelding Processes O&GPavithiran YogarajahNo ratings yet
- Welding MetallurgyDocument30 pagesWelding MetallurgySenakeNo ratings yet
- Welding MetallurgyDocument30 pagesWelding MetallurgySamanthaPereraNo ratings yet
- METALLURGY AND MATERIALS PROPERTIESDocument55 pagesMETALLURGY AND MATERIALS PROPERTIESTina Miller100% (2)
- 5 Applications and Processing of Metal AlloysDocument31 pages5 Applications and Processing of Metal AlloysJeffersonTalanNo ratings yet
- This Presentation Provided To You By:: AmericaDocument31 pagesThis Presentation Provided To You By:: AmericaAmanSharmaNo ratings yet
- Welding - Processes, Metallurgy and Defects: Summer 2010Document25 pagesWelding - Processes, Metallurgy and Defects: Summer 2010daemsalNo ratings yet
- Everything You Need to Know About WeldingDocument49 pagesEverything You Need to Know About WeldingproxywarNo ratings yet
- Cracking in Welds: Types and CausesDocument42 pagesCracking in Welds: Types and Causesabhilash nairNo ratings yet
- Nomenclature and Applications of MetalsDocument38 pagesNomenclature and Applications of MetalsJaveed AkhtarNo ratings yet
- Alloy Steels and Cast IronDocument6 pagesAlloy Steels and Cast IronMurugan RajaNo ratings yet
- Steel: Stones Bricks Cement ConcreteDocument46 pagesSteel: Stones Bricks Cement ConcreteKaushik RNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Practical Metal Plate Work - With Numerous Engravings and DiagramsFrom EverandPractical Metal Plate Work - With Numerous Engravings and DiagramsRating: 5 out of 5 stars5/5 (1)
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Vision and ScopeDocument8 pagesVision and Scopejoescribd55No ratings yet
- Risk and Insurance - Anderson, BrownDocument16 pagesRisk and Insurance - Anderson, BrownGrant MailerNo ratings yet
- SymbolsDocument7 pagesSymbolsjoescribd55No ratings yet
- Eligible To RetireDocument4 pagesEligible To Retirejoescribd55No ratings yet
- Rail Transportation AssociateDocument5 pagesRail Transportation Associatejoescribd55No ratings yet
- Abme Oakland Duty Statement 623 10-10-13Document4 pagesAbme Oakland Duty Statement 623 10-10-13joescribd55No ratings yet
- Management Staff: Bureau of EngineeringDocument1 pageManagement Staff: Bureau of Engineeringjoescribd55No ratings yet
- Mathcad Tutorial: by Colorado State University StudentDocument51 pagesMathcad Tutorial: by Colorado State University StudentDiana ScodreanuNo ratings yet
- Risk and Insurance - Anderson, BrownDocument16 pagesRisk and Insurance - Anderson, BrownGrant MailerNo ratings yet
- FINAL KazakhstanDocument4 pagesFINAL Kazakhstanjoescribd55No ratings yet
- Caltrans Rail Equipment Technical Support RoleDocument3 pagesCaltrans Rail Equipment Technical Support Rolejoescribd55No ratings yet
- PV CAD SyllabusDocument4 pagesPV CAD Syllabuszafar_7579No ratings yet
- 150-Unit CPA RequirementDocument30 pages150-Unit CPA Requirementjoescribd55No ratings yet
- Please Reference PARF # 75-4-031 On Application. All Applications Will Be Screened and The Most Qualified Candidates Will Be InterviewedDocument2 pagesPlease Reference PARF # 75-4-031 On Application. All Applications Will Be Screened and The Most Qualified Candidates Will Be Interviewedjoescribd55No ratings yet
- 0 Getting Caltrans To Approve Your PlansDocument47 pages0 Getting Caltrans To Approve Your Plansjoescribd55No ratings yet
- Hydrological Technician Department of Agriculture Forest Service 14-TEMP110605-011784SK-DTDocument9 pagesHydrological Technician Department of Agriculture Forest Service 14-TEMP110605-011784SK-DTjoescribd55No ratings yet
- The Job Corp Centers and Locations Are As Follows:: AnacondaDocument4 pagesThe Job Corp Centers and Locations Are As Follows:: Anacondajoescribd55No ratings yet
- Fire Support (Range Aid Technician)Document6 pagesFire Support (Range Aid Technician)joescribd55No ratings yet
- Range Aid TechnicianDocument7 pagesRange Aid Technicianjoescribd55No ratings yet
- Coil Tubing Operations ManagerDocument3 pagesCoil Tubing Operations Managerjoescribd55No ratings yet
- Well Abandonment Engineer Covington LADocument2 pagesWell Abandonment Engineer Covington LAjoescribd55No ratings yet
- Appendix H One Water One Watershed OWOW Resource Guide Edition 1Document99 pagesAppendix H One Water One Watershed OWOW Resource Guide Edition 1joescribd55No ratings yet
- JobsDocument2 pagesJobsjoescribd55No ratings yet
- NRCS Service Areas and Office Locations MapDocument2 pagesNRCS Service Areas and Office Locations Mapjoescribd55No ratings yet
- Mine Engineering TechnicianDocument3 pagesMine Engineering Technicianjoescribd55No ratings yet
- 28628.2010 Directory FORMATTED PDFDocument103 pages28628.2010 Directory FORMATTED PDFjoescribd55No ratings yet
- Feasibility Study of Increasing US Heavy Oil ProductionDocument150 pagesFeasibility Study of Increasing US Heavy Oil Productionjoescribd55No ratings yet
- Measure Your Hand Size for Glove FitDocument1 pageMeasure Your Hand Size for Glove Fitjoescribd55No ratings yet
- Engineer I-IV, Mine PHX Job Number: 131708: DescriptionDocument2 pagesEngineer I-IV, Mine PHX Job Number: 131708: Descriptionjoescribd55No ratings yet
- CAD Technician Field Technician Jobs Interstate EngineeringDocument1 pageCAD Technician Field Technician Jobs Interstate Engineeringjoescribd55No ratings yet
- SOR 2012-13 - Part-I& Part-IVDocument148 pagesSOR 2012-13 - Part-I& Part-IVkarri1963No ratings yet
- Installation Guide: Scyon Axon CladdingDocument12 pagesInstallation Guide: Scyon Axon CladdingNhư LêNo ratings yet
- Crystalline Solids ClassificationDocument29 pagesCrystalline Solids ClassificationKalpana Saravana KumarNo ratings yet
- Redox Reactions and Balancing Using Oxidation Number & NfactorDocument1 pageRedox Reactions and Balancing Using Oxidation Number & NfactorRSLNo ratings yet
- Investment Opportunities in Strategic and Critical MineralsDocument34 pagesInvestment Opportunities in Strategic and Critical MineralsCenk GultekinNo ratings yet
- Design of Powder Metallurgy Titanium Alloys and CompositesDocument11 pagesDesign of Powder Metallurgy Titanium Alloys and CompositesChing LunNo ratings yet
- Chapter 4 Aircraft WeldingDocument30 pagesChapter 4 Aircraft Weldingmich48chinNo ratings yet
- Metal Works Standards for Welding, Stairs, Ladders & FixingsDocument6 pagesMetal Works Standards for Welding, Stairs, Ladders & FixingsLeninNo ratings yet
- Rayner-Canham 5e Answers To Odd-Numbered Questions PDFDocument25 pagesRayner-Canham 5e Answers To Odd-Numbered Questions PDFDelvia MaulanaNo ratings yet
- Hypo Handbook Oxy ChemDocument20 pagesHypo Handbook Oxy ChemMaria Jose100% (2)
- BoqDocument12 pagesBoqpavlovicrs100% (1)
- 卓亚矿机画册 sDocument49 pages卓亚矿机画册 sjoyalcrusherNo ratings yet
- Ankit Topic - Using Cast Iron For Machine PartsDocument12 pagesAnkit Topic - Using Cast Iron For Machine PartsAnkit BhadesiaNo ratings yet
- Material Science Question BankDocument4 pagesMaterial Science Question BankpramodNo ratings yet
- Tutorial 3Document3 pagesTutorial 3CHANDREN ARUMUGAM0% (1)
- AS-A Level Geology: The Goldschmidt SystemDocument11 pagesAS-A Level Geology: The Goldschmidt SystemBikash MohantyNo ratings yet
- WS Electrolysis of Aluminium Oxide Fill in Blanks + ANSWDocument2 pagesWS Electrolysis of Aluminium Oxide Fill in Blanks + ANSWAmanda SaturnNo ratings yet
- Manganese PhosphatingDocument9 pagesManganese PhosphatingGopalakrishnan KuppuswamyNo ratings yet
- Lab Report 2 Alkane Alkene AlkyneDocument6 pagesLab Report 2 Alkane Alkene AlkyneNurAneesaNo ratings yet
- Engineering Corrosion OH-7: University of Hafr Al BatinDocument27 pagesEngineering Corrosion OH-7: University of Hafr Al BatinHussain Al-DawoodNo ratings yet
- Inoculation in Grey IronDocument2 pagesInoculation in Grey Ironmarcotulio123No ratings yet
- Stone of The PhilosophersDocument26 pagesStone of The PhilosophersLilith RisingNo ratings yet
- Ductile Iron PropertiesDocument3 pagesDuctile Iron PropertiesCarlos BustamanteNo ratings yet
- Symbol, FormulaDocument6 pagesSymbol, FormulaWillis ChekovNo ratings yet
- Jorc PresentationDocument32 pagesJorc PresentationBeNoNo ratings yet
- Metallurgical Dic by N - Sathwara PDFDocument251 pagesMetallurgical Dic by N - Sathwara PDFsachinguptachdNo ratings yet
- APEF - Electrochemistry - Multiple Choice Questions - Page 1 of 2Document2 pagesAPEF - Electrochemistry - Multiple Choice Questions - Page 1 of 2alyaa sheirNo ratings yet
- WRM Proceses - Copy (Autosaved)Document41 pagesWRM Proceses - Copy (Autosaved)Vikrant HanwatNo ratings yet
- Moran, Robert E. (2001) A Proposed Mine in Tambogrande Peru, An Alternative Look (Oxfam America)Document30 pagesMoran, Robert E. (2001) A Proposed Mine in Tambogrande Peru, An Alternative Look (Oxfam America)cqnvalNo ratings yet
- Elements, Compounds, & MixturesDocument72 pagesElements, Compounds, & MixturesEvangelene Esquillo SanaNo ratings yet