You might also like
- Table Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsDocument1 pageTable Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsPanchal ShaileshNo ratings yet
- Sec-I 126Document1 pageSec-I 126Panchal ShaileshNo ratings yet
- Sec-I 139Document1 pageSec-I 139Panchal ShaileshNo ratings yet
- Sec-I 138Document1 pageSec-I 138Panchal ShaileshNo ratings yet
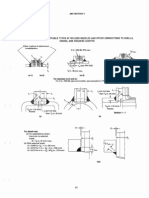
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Document1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshNo ratings yet
- Sec-I 130Document1 pageSec-I 130Panchal ShaileshNo ratings yet
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Document1 pageTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Panchal ShaileshNo ratings yet
- Sec-I 136Document1 pageSec-I 136Panchal ShaileshNo ratings yet
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Document1 pageTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Panchal ShaileshNo ratings yet
- Sec-I 129Document1 pageSec-I 129Panchal ShaileshNo ratings yet
- Sec-I 132Document1 pageSec-I 132Panchal ShaileshNo ratings yet
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Document1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Panchal ShaileshNo ratings yet
- Sec-I 133Document1 pageSec-I 133Panchal ShaileshNo ratings yet
- Sec-I 131Document1 pageSec-I 131Panchal ShaileshNo ratings yet
- Sec-I 128Document1 pageSec-I 128Panchal ShaileshNo ratings yet
- Sec-I 127Document1 pageSec-I 127Panchal ShaileshNo ratings yet
- Sec-I 119Document1 pageSec-I 119Panchal ShaileshNo ratings yet
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Document1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshNo ratings yet
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersDocument1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersPanchal ShaileshNo ratings yet
- FIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IDocument1 pageFIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IPanchal ShaileshNo ratings yet
- FIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingDocument1 pageFIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingPanchal ShaileshNo ratings yet
- Sec-I 121Document1 pageSec-I 121Panchal ShaileshNo ratings yet
- Sec-I 117Document1 pageSec-I 117Panchal ShaileshNo ratings yet
- Sec-I 116Document1 pageSec-I 116Panchal ShaileshNo ratings yet
- Boiler welding design rules for joints of unequal thicknessDocument1 pageBoiler welding design rules for joints of unequal thicknessPanchal ShaileshNo ratings yet
- Sec-I 114Document1 pageSec-I 114Panchal ShaileshNo ratings yet
- Sec-I 113Document1 pageSec-I 113Panchal ShaileshNo ratings yet
- Horizontal-return tubular boiler locationsDocument1 pageHorizontal-return tubular boiler locationsPanchal ShaileshNo ratings yet
- Sec-I 112Document1 pageSec-I 112Panchal ShaileshNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Industrial Training PresentationDocument9 pagesIndustrial Training PresentationSyazaNo ratings yet
- Upmilling Vs DownmillingDocument4 pagesUpmilling Vs DownmillingSaurabh BiswasNo ratings yet
- Assignment 1 For AMTDocument5 pagesAssignment 1 For AMTPrasanna TikarNo ratings yet
- Cold Chain Logistics in ChinaDocument8 pagesCold Chain Logistics in ChinaSunny ZhengNo ratings yet
- Supply Chain Management-BinusDocument8 pagesSupply Chain Management-BinusdsuharnoNo ratings yet
- Front Office OperationDocument29 pagesFront Office OperationKrista ZeyNo ratings yet
- InterExchange JobListingsDocument742 pagesInterExchange JobListingsAdmir BerbiuNo ratings yet
- Indian Institute of Technology Kanpur Institute Works Department Division - IDocument12 pagesIndian Institute of Technology Kanpur Institute Works Department Division - ISantosh ThakurNo ratings yet
- Effect of Depth of Cut On MRR in Surface GrindingDocument7 pagesEffect of Depth of Cut On MRR in Surface GrindingshubhamNo ratings yet
- Aero Ebook - Choosing The Design of Your Aircraft - Chris Heintz PDFDocument6 pagesAero Ebook - Choosing The Design of Your Aircraft - Chris Heintz PDFGana tp100% (1)
- PSB Administrative Order No. 06, SDocument15 pagesPSB Administrative Order No. 06, SMeg Sembrano50% (2)
- The Future of The Logistics IndustryDocument20 pagesThe Future of The Logistics IndustryTubagus Donny SyafardanNo ratings yet
- Shur JointDocument132 pagesShur JointCleiton Rodrigues100% (1)
- Save PetrolDocument9 pagesSave PetrolMaliniUpadhyaNo ratings yet
- Transport DiaryDocument2 pagesTransport Diaryapi-532456098No ratings yet
- Aircraft Fuselage Construction TypesDocument7 pagesAircraft Fuselage Construction TypesRajesh KumarNo ratings yet
- 2 1 4 P Framedesign Engine 1Document3 pages2 1 4 P Framedesign Engine 1api-345465088No ratings yet
- Industrial Maintenance Loctite® Wastewater Treatment GuideDocument6 pagesIndustrial Maintenance Loctite® Wastewater Treatment GuideDragoslav DzolicNo ratings yet
- FuturePipe SRC FlyerDocument4 pagesFuturePipe SRC FlyerA_ValsamisNo ratings yet
- Method For Concrete Repair - 11.12.13Document3 pagesMethod For Concrete Repair - 11.12.13imran11novNo ratings yet
- ENGINEERING DESIGN GUIDELINES FOR PAVEMENT DESIGNDocument13 pagesENGINEERING DESIGN GUIDELINES FOR PAVEMENT DESIGNShida ShidotNo ratings yet
- Company MergersDocument9 pagesCompany MergersShriram JaiswalNo ratings yet
- To TIG or MIG: Choosing the Right WelderDocument2 pagesTo TIG or MIG: Choosing the Right WeldersuparnaNo ratings yet
- Role of Transport in Logistics ChainsDocument14 pagesRole of Transport in Logistics ChainsArun RaiNo ratings yet
- PGDM OM 3.1 Logistics ManagementDocument1 pagePGDM OM 3.1 Logistics ManagementAlok SinghNo ratings yet
- Galvashield LJDocument4 pagesGalvashield LJkalidindivenkatarajuNo ratings yet
- List of Agricultural Training Institutes 2018-2019Document2 pagesList of Agricultural Training Institutes 2018-2019MATHIAS KAVISHE LEKUNDAYO75% (4)
- System Description Englisch 01Document10 pagesSystem Description Englisch 01dannyzuanNo ratings yet
- A New Era For AirshipsDocument5 pagesA New Era For AirshipsHajdu CsabaNo ratings yet
- Impact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2Document18 pagesImpact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2newview111No ratings yet