You might also like
- FT Z 02004 Zinc Clad IVDocument4 pagesFT Z 02004 Zinc Clad IVmanosesNo ratings yet
- Zinc Clad 60Document4 pagesZinc Clad 60Aldo Yabar50% (2)
- 6.2 Zinc Clad 60Document4 pages6.2 Zinc Clad 60Cesar Tineo Salazar0% (1)
- Esmalte Epoxico KBDocument2 pagesEsmalte Epoxico KBCinthia CarranzaNo ratings yet
- Iponlac-Primer Ficha Tecnica Sherwin Williams PDFDocument4 pagesIponlac-Primer Ficha Tecnica Sherwin Williams PDFRUDYNo ratings yet
- HT Epomar TTF 527Document2 pagesHT Epomar TTF 527Saul Antayhua0% (1)
- Sumadur FC HS Plus - EsDocument2 pagesSumadur FC HS Plus - EscesarNo ratings yet
- FT Rethane 650Document5 pagesFT Rethane 650Erick Parrap ParadaNo ratings yet
- Base PROMASTIC 89 MP 1Document2 pagesBase PROMASTIC 89 MP 1Jesus YarlequeNo ratings yet
- Traducción de Norma SSPC PA2Document9 pagesTraducción de Norma SSPC PA2Benjamin Enmanuel Mango D100% (1)
- Certificado de Calidad Soldadura 7018 Lote H1822 PDFDocument1 pageCertificado de Calidad Soldadura 7018 Lote H1822 PDFHebler Castellanos100% (3)
- Duraplate UHSDocument4 pagesDuraplate UHSDaisy Reyna PadillaNo ratings yet
- HT Epomax HB 85 V05Document2 pagesHT Epomax HB 85 V05Freddy Taipe Cru100% (3)
- Procedimiento de Resane de Pintura Según SSPCDocument6 pagesProcedimiento de Resane de Pintura Según SSPCJoni FdNo ratings yet
- Ficha Técnica - Duraplate 301W PDFDocument4 pagesFicha Técnica - Duraplate 301W PDFNelson Marcelo Vera MendozaNo ratings yet
- Limpiador - CantescoDocument2 pagesLimpiador - CantescoJosé Luis TolaNo ratings yet
- Ficha Tecninca PinturaDocument2 pagesFicha Tecninca PinturaFavio Andre Flores Palomino100% (1)
- Penetrante - Cantesco - Espaã OlDocument2 pagesPenetrante - Cantesco - Espaã OlJosé Luis TolaNo ratings yet
- Procedimiento de Resane en ObraDocument9 pagesProcedimiento de Resane en ObraArturex OrbeNo ratings yet
- Z02004P ZincCladIV80 011013Document4 pagesZ02004P ZincCladIV80 011013Francisco Silva Toledo100% (1)
- b.Z01620P - Fast Zinc ReinforcedDocument2 pagesb.Z01620P - Fast Zinc ReinforcedVictor Hugo Bustos Beltran100% (5)
- Procedimiento Pull OffDocument7 pagesProcedimiento Pull OffDAVENo ratings yet
- SSPC-PA2 (1) EspañolDocument13 pagesSSPC-PA2 (1) Españolangelterrestre31No ratings yet
- Fasti Mastic 850Document2 pagesFasti Mastic 850Javier Zea Macizo100% (6)
- 6.3 Zinc Clad IV PEDocument4 pages6.3 Zinc Clad IV PEArnaldoNo ratings yet
- Sumadur FC HP - Español PDFDocument2 pagesSumadur FC HP - Español PDFHaydé Miranda MantillaNo ratings yet
- ZINC CLAD IV 80 - HTDocument4 pagesZINC CLAD IV 80 - HTJackelin Mayra100% (1)
- Normas de Preparación de Superficies Sspc-sp6Document3 pagesNormas de Preparación de Superficies Sspc-sp6David DaemmejNo ratings yet
- Jethane 650 HsDocument2 pagesJethane 650 HsAnonymous 9N0VnXNo ratings yet
- HS-2935 Fast Mastic 850 Blanco PDFDocument6 pagesHS-2935 Fast Mastic 850 Blanco PDFreynaldoNo ratings yet
- Pintura de Acabado - Ultramastic - 850 - HSHBDocument2 pagesPintura de Acabado - Ultramastic - 850 - HSHBrooseveltNo ratings yet
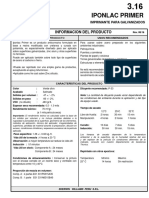
- 3.16 Iponlac PrimerDocument4 pages3.16 Iponlac PrimerPeter CallánNo ratings yet
- Registro de Prueba Pull Off RevDocument1 pageRegistro de Prueba Pull Off RevCarlos Guallichico100% (1)
- Guia de Sistemas - Renner Coatings - MineriaDocument10 pagesGuia de Sistemas - Renner Coatings - Mineriabracilides82No ratings yet
- Ficha Tecnica - Tw-5905 Soldadura para IissDocument1 pageFicha Tecnica - Tw-5905 Soldadura para IissChristian SDNo ratings yet
- Base Zincromato Anypsa - Tipo, Acabado, Mezcla, Etc PDFDocument2 pagesBase Zincromato Anypsa - Tipo, Acabado, Mezcla, Etc PDFJeysonDiazYcocheaNo ratings yet
- 3.4 Macropoxy 646 PDFDocument4 pages3.4 Macropoxy 646 PDFCarlos HadesNo ratings yet
- HT - Bonn Mastic 850 LTDocument2 pagesHT - Bonn Mastic 850 LTjopersa90% (2)
- Preparacion SuperficialDocument7 pagesPreparacion SuperficialDiego ParedesNo ratings yet
- Napko 4975 NRF Ra35Document2 pagesNapko 4975 NRF Ra35Oscar LunaNo ratings yet
- Interpoxy Primer 885 Al PDFDocument2 pagesInterpoxy Primer 885 Al PDFWilly Rios0% (1)
- HT Rethane Hs 650 Rev0220Document2 pagesHT Rethane Hs 650 Rev0220Roģêř CołâņâNo ratings yet
- 00-18 Reporte Evaluacion de Adherencia Por Traccion-14!04!18Document2 pages00-18 Reporte Evaluacion de Adherencia Por Traccion-14!04!18Kevyn0% (1)
- MSDS Aurothane 570Document4 pagesMSDS Aurothane 570Giovy Antón Villanueva100% (1)
- 1 Ficha Tecnica Polyguard RD-6 2019 PDFDocument2 pages1 Ficha Tecnica Polyguard RD-6 2019 PDFMarcosNo ratings yet
- Pintado de Barandas-Prueba de Adherencia - MotaengilDocument6 pagesPintado de Barandas-Prueba de Adherencia - MotaengilPedro Juan Dàvila ZùñigaNo ratings yet
- Macropoxy 851Document4 pagesMacropoxy 851Luis Miguel Cervantes Huanca100% (1)
- 1.-PDS GALVOSIL 15670 es-MXDocument2 pages1.-PDS GALVOSIL 15670 es-MXFredy Xavier DomínguezNo ratings yet
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDocument1 pageEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruNo ratings yet
- Reparaciòn en Material GalvanizadoDocument2 pagesReparaciòn en Material GalvanizadoGustavo CalleNo ratings yet
- SSPC-AB3 - Abrasivos Metálicos FerrososDocument8 pagesSSPC-AB3 - Abrasivos Metálicos FerrososMartin Aldave100% (1)
- Perfil de Anclaje 11921Document4 pagesPerfil de Anclaje 11921gaboac88No ratings yet
- Prueba de Pintura de Estructura MetalicaDocument2 pagesPrueba de Pintura de Estructura MetalicaDavid100% (1)
- 2742 Fastipoxi 700Document2 pages2742 Fastipoxi 700Javier Zea MacizoNo ratings yet
- Tleconferencia-SSPC SP 16Document21 pagesTleconferencia-SSPC SP 16Hector Macavilca100% (1)
- ACROLON218HSDocument4 pagesACROLON218HSMel ArocutipaNo ratings yet
- Acrolon 218 HSDocument4 pagesAcrolon 218 HSCwas Ayo SimbañaNo ratings yet
- Hi Solids Polyurethane PDFDocument4 pagesHi Solids Polyurethane PDFhuicholeNo ratings yet
- Z01200P - Zinc Clad II - 07-2009Document4 pagesZ01200P - Zinc Clad II - 07-2009danielbustNo ratings yet
- 3 4 Macropoxy 646Document4 pages3 4 Macropoxy 646danielmecanicoNo ratings yet
- LavamanosDocument1 pageLavamanosrmontero81No ratings yet
- CONDULETDocument67 pagesCONDULETJairo PeñaNo ratings yet
- Aqua MixDocument3 pagesAqua Mixrmontero81No ratings yet
- Angulos VILLACERODocument2 pagesAngulos VILLACEROVHAMNo ratings yet
- Varilla Corrugada - VILLACERODocument2 pagesVarilla Corrugada - VILLACEROJose Luis ChapasNo ratings yet
- Zapata Central 1Document1 pageZapata Central 1rmontero81No ratings yet
- Catalogo Perfiles AhmsaDocument20 pagesCatalogo Perfiles AhmsaMagdalena EstradaNo ratings yet
- Folleto Vs ViciosDocument8 pagesFolleto Vs Viciosrmontero81No ratings yet
- Avaluo Cerro de La Silla No. 28 (Deptos.) 5Document1 pageAvaluo Cerro de La Silla No. 28 (Deptos.) 5rmontero81No ratings yet
- Avaluo Cerro de La Silla No. 28 (Deptos.) 4Document1 pageAvaluo Cerro de La Silla No. 28 (Deptos.) 4rmontero81No ratings yet
- TridilosaDocument7 pagesTridilosaNelson DazaNo ratings yet
- Avaluo Cerro de La Silla No. 28 (Deptos.) 1Document1 pageAvaluo Cerro de La Silla No. 28 (Deptos.) 1rmontero81No ratings yet
- Canal ParshallDocument36 pagesCanal ParshallAlejandro Moreno OscanoaNo ratings yet
- Los Negocios Del Señor GatoDocument14 pagesLos Negocios Del Señor GatosaragarloNo ratings yet
- FT CosmoluxDocument1 pageFT Cosmoluxrmontero81No ratings yet
- 1424 2007 ESIA-ZAC SUPERIOR Armenta Mendoza RamirezDocument369 pages1424 2007 ESIA-ZAC SUPERIOR Armenta Mendoza Ramirezrmontero81No ratings yet
- Cromo Crystal: Ficha TécnicaDocument1 pageCromo Crystal: Ficha Técnicarmontero81No ratings yet
- Canal C (CPS)Document1 pageCanal C (CPS)Salome PerezNo ratings yet
- Soluciones Completas HUBERDocument88 pagesSoluciones Completas HUBERrmontero81No ratings yet
- Hoja Ayuda Tramite de Pasaporte MexicanoDocument1 pageHoja Ayuda Tramite de Pasaporte MexicanoAer Fuente100% (2)
- Especificaciones Aire AcondicionadoDocument32 pagesEspecificaciones Aire AcondicionadoChávez LópezNo ratings yet
- MinisplitDocument1 pageMinisplitrmontero81No ratings yet
- Losas NTCDocument1 pageLosas NTCrmontero81No ratings yet
- EscamolesDocument7 pagesEscamolesstephany PérezNo ratings yet
- Cronograma de Anatomia de Cabeza y Cuello para Estudiantes 2011Document3 pagesCronograma de Anatomia de Cabeza y Cuello para Estudiantes 2011Mario BownstherNo ratings yet
- Trabajo Práctico N3 - Guia de Lectura ComaroffDocument5 pagesTrabajo Práctico N3 - Guia de Lectura ComaroffAgus ChinaNo ratings yet
- Ensayo de EticaDocument10 pagesEnsayo de EticaDrako Santa SantaNo ratings yet
- Una Aprox. Fenomenologica Al PaisajeDocument8 pagesUna Aprox. Fenomenologica Al PaisajeJulio Navarro GarmaNo ratings yet
- Clase 6 B NeoplasticismoDocument29 pagesClase 6 B NeoplasticismoBernardo AquinoNo ratings yet
- CONDUCTISMODocument6 pagesCONDUCTISMOValeria Montero GranadosNo ratings yet
- Mapas de ElectrofaciesDocument42 pagesMapas de ElectrofaciesAlvaro Torres0% (1)
- Rachel CarsonDocument1 pageRachel Carsonvalentina ninahuanca gomezNo ratings yet
- Solución de La Tarea NDocument2 pagesSolución de La Tarea NSelene Terrones TorresNo ratings yet
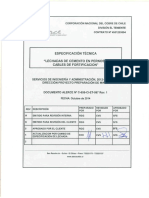
- Especificaciones Técnicas LechadasDocument12 pagesEspecificaciones Técnicas LechadasJohn VergaraNo ratings yet
- 1 A INFORMATICA Componentes ElectronicosDocument3 pages1 A INFORMATICA Componentes ElectronicosAngel GoyesNo ratings yet
- TrabajoDocument6 pagesTrabajodanielchancusig4No ratings yet
- C1611C1611M 14371 en EsDocument6 pagesC1611C1611M 14371 en EsMASTERLEM SACNo ratings yet
- Nomenclatura ArancelariaDocument57 pagesNomenclatura ArancelariaKAMILA CASTRO100% (1)
- Cuestionario de Hismed-Medicina GriegaDocument23 pagesCuestionario de Hismed-Medicina GriegaGabriel AlvarezNo ratings yet
- Clase #8 Atención Integral Del Recien NacidoDocument24 pagesClase #8 Atención Integral Del Recien NacidoRenzo Tacuri Segovia100% (1)
- Reticula Iq 6° Sem-12° Sem PDFDocument2 pagesReticula Iq 6° Sem-12° Sem PDFJORDINo ratings yet
- Recepción y Almacenamiento de Materia PrimaDocument11 pagesRecepción y Almacenamiento de Materia PrimaalcidesNo ratings yet
- MICROBIOLOGIADocument26 pagesMICROBIOLOGIAJuan Alberto Espinoza AlconNo ratings yet
- Fuente de Poder de Una PCDocument31 pagesFuente de Poder de Una PCSoledad Paricollo GutierrezNo ratings yet
- Tarifas Electricas MexicoDocument14 pagesTarifas Electricas MexicoGabriel FelixNo ratings yet
- Parto HumanizadoDocument22 pagesParto HumanizadoShey'Sl Saravia LopezNo ratings yet
- 6to Trabajo - Influencia de La Madera en de Los Elementos Xilematicos en Las Propiedades Físico-MecánicasDocument23 pages6to Trabajo - Influencia de La Madera en de Los Elementos Xilematicos en Las Propiedades Físico-MecánicasshaneNo ratings yet
- EVEREST La Ruta Lógica Parte 2Document35 pagesEVEREST La Ruta Lógica Parte 2Scott XrtNo ratings yet
- Incertidumbre Solución NaOHDocument15 pagesIncertidumbre Solución NaOHJulio Rodríguez CancinoNo ratings yet
- Ejercicios en WordDocument2 pagesEjercicios en WorddarwinNo ratings yet
- Ficha Técnica Instalacion Pasto en RolloDocument7 pagesFicha Técnica Instalacion Pasto en RolloMicky Hernandez VelizNo ratings yet
- Comida SaludableDocument2 pagesComida SaludableMarian Rocha CamachoNo ratings yet
- Plaza de Mercado La ConcordiaDocument4 pagesPlaza de Mercado La ConcordiaMaria Natalia Morales SilvaNo ratings yet