You might also like
- Examen Labo ClavesDocument3 pagesExamen Labo ClavesWILLIAM JAVIER LEONARDO CONDENo ratings yet
- Ensayos No DestructivoDocument5 pagesEnsayos No DestructivoLuciano AlbaNo ratings yet
- Evaluacion de Tecnica de FallasDocument15 pagesEvaluacion de Tecnica de Fallasjose perezNo ratings yet
- Informe PastuñaDocument7 pagesInforme PastuñaAlexis PárragaNo ratings yet
- Ensayos No Destructivos Mediante Inspección VisualDocument9 pagesEnsayos No Destructivos Mediante Inspección VisualanyeloNo ratings yet
- Exposicion Ensayos No DestructivosDocument29 pagesExposicion Ensayos No DestructivosCarlos Andrés MendozaNo ratings yet
- Tecnicas de Inspeccion de La CorrosionDocument19 pagesTecnicas de Inspeccion de La CorrosionNemesi De L'amourNo ratings yet
- Ensayo de Materiales-Ensayos de ShitDocument8 pagesEnsayo de Materiales-Ensayos de ShitsheilaNo ratings yet
- Tecnicas Mantenimiento PredictivoDocument5 pagesTecnicas Mantenimiento PredictivoAlbertNo ratings yet
- Los Ensayos No DestructivosDocument38 pagesLos Ensayos No DestructivosYeissonLisboa100% (2)
- Benito GomezDocument8 pagesBenito GomezLeidy ChirinosNo ratings yet
- Técnicas de Mantenimiento PredictivoDocument8 pagesTécnicas de Mantenimiento Predictivolinabadillo250950% (2)
- NDT (Non Destructive Test)Document6 pagesNDT (Non Destructive Test)JESUS ADOLFO MARTINEZ GUTIERREZNo ratings yet
- La CNEA Ensayos No DestructivosDocument8 pagesLa CNEA Ensayos No DestructivosPablo KatchadjianNo ratings yet
- Cuestionario de Materiales de IngenieriaDocument16 pagesCuestionario de Materiales de IngenieriaDaimo Diego Lopez AnicetoNo ratings yet
- Pruebas No DestructivasDocument19 pagesPruebas No DestructivasCarlosIOrtegaNo ratings yet
- Practica Inspeccion Por Particulas Magneticas - Jhosimar Natanael Santos LeconaDocument7 pagesPractica Inspeccion Por Particulas Magneticas - Jhosimar Natanael Santos Lecona161199No ratings yet
- Mantenimiento-Predictivo HoteleriaDocument8 pagesMantenimiento-Predictivo HoteleriaDanaNo ratings yet
- Según La Utilidad de La Pieza Después de Ser Sometida Al EnsayoDocument11 pagesSegún La Utilidad de La Pieza Después de Ser Sometida Al EnsayoVidalJMuñozANo ratings yet
- Investigacion Mantto U5Document12 pagesInvestigacion Mantto U5gabriel2435No ratings yet
- Visión General Sobre Los Ensayos No Destructivos PDFDocument38 pagesVisión General Sobre Los Ensayos No Destructivos PDFJose QuinteroNo ratings yet
- Ultrasonido Industrial: Curso de Preparación para Técnicos Nivel IDocument116 pagesUltrasonido Industrial: Curso de Preparación para Técnicos Nivel IMiguel Angel Lopez MoraNo ratings yet
- Ensayos No DestructivosDocument11 pagesEnsayos No Destructivoswilliam cordero valverdeNo ratings yet
- Foro 2Document6 pagesForo 2Hansel LopezNo ratings yet
- Semana 3 Ensayos No DestructivosDocument28 pagesSemana 3 Ensayos No DestructivosAleNo ratings yet
- Pruebas No Destructivas SuperficialesDocument5 pagesPruebas No Destructivas SuperficialesGeovani CortesNo ratings yet
- Reporte UltrasonidoDocument8 pagesReporte Ultrasonido161199No ratings yet
- Conocimientos Básicos en Ensayos No DestructivosDocument10 pagesConocimientos Básicos en Ensayos No DestructivosLeina Rosa Wilches AtencioNo ratings yet
- Trabajo de MantenimientoDocument16 pagesTrabajo de MantenimientoCarolina ValdiviezoNo ratings yet
- Tecnologías SintomáticasDocument52 pagesTecnologías Sintomáticaspalmax256No ratings yet
- Técnicas de MonitoreoDocument7 pagesTécnicas de MonitoreoAlejandro GarciaNo ratings yet
- Ensayos No DrestuctivosDocument12 pagesEnsayos No DrestuctivosMARCOS PIMENTEL PALACIOSNo ratings yet
- Inspeccion de Soldadura PDFDocument20 pagesInspeccion de Soldadura PDFCharles CarvajalNo ratings yet
- Análisis de VibracionesDocument8 pagesAnálisis de VibracionesZULEMA JAZMIN MONDRAGON COSSNo ratings yet
- Ensayos No DestructivosDocument5 pagesEnsayos No DestructivosDaniel SalazarNo ratings yet
- Inspección Por Partículas Magnéticas EsDocument3 pagesInspección Por Partículas Magnéticas EsTexNo ratings yet
- SEBASTIAN VERGARA Ensayos No DestructivosDocument7 pagesSEBASTIAN VERGARA Ensayos No DestructivosmariabalvaneraarangoNo ratings yet
- Mantenimiento Predictivo (Tema 4.3)Document15 pagesMantenimiento Predictivo (Tema 4.3)RICARDO ROMERO100% (2)
- Pruebas No DestructivasDocument19 pagesPruebas No DestructivaslcrendondNo ratings yet
- Guia Ensayos No DestructivosDocument6 pagesGuia Ensayos No DestructivosJon David IsernaNo ratings yet
- Conceptos MTTDocument21 pagesConceptos MTTJose AmbrocioNo ratings yet
- Arley Marin Ensayos No DestructivosDocument7 pagesArley Marin Ensayos No DestructivosmariabalvaneraarangoNo ratings yet
- Termografía InfrarrojaDocument7 pagesTermografía InfrarrojaOscar Maximiliano Huerta OrtegaNo ratings yet
- Pruebas No DestructivasDocument9 pagesPruebas No DestructivasMax ReyesNo ratings yet
- Presentacion TermografiaDocument17 pagesPresentacion TermografiaJonathan BareñoNo ratings yet
- Guia 18 Mantenimiento PredictivoDocument6 pagesGuia 18 Mantenimiento Predictivocristhian felipe rojas giraldoNo ratings yet
- Ensayo Primer TrimestreDocument4 pagesEnsayo Primer TrimestreLuciano AlbaNo ratings yet
- Tarea Academica 2Document12 pagesTarea Academica 2armando sanchezNo ratings yet
- 7.-Ensayos No DestructivosDocument16 pages7.-Ensayos No DestructivosERIC ANTONIO ELIAS VALERIONo ratings yet
- Ensayos No DestuctivosDocument11 pagesEnsayos No DestuctivosLorena CaleroNo ratings yet
- Unidad 3.2 Integridad Mecanica EnsayosDocument27 pagesUnidad 3.2 Integridad Mecanica Ensayosleo hernandezNo ratings yet
- Practica 3Document12 pagesPractica 3Thaily Arias MayNo ratings yet
- Diferentes Metodos Utilizados en La Inspeccion de Equipos EstaticosDocument18 pagesDiferentes Metodos Utilizados en La Inspeccion de Equipos EstaticosJuan RodriguezNo ratings yet
- Diapositiva 130914215205 Phpapp01Document18 pagesDiapositiva 130914215205 Phpapp01marcos crisostoNo ratings yet
- Equipos de Mantenimiento PredictivoDocument10 pagesEquipos de Mantenimiento Predictivojorge severinoNo ratings yet
- Ensayos No Destructivos Tapia PauloDocument5 pagesEnsayos No Destructivos Tapia PauloPaulo TapiaNo ratings yet
- Inspección UTDocument77 pagesInspección UTnani1983100% (1)
- Actividad N3. - Pruebas No DestructivasDocument10 pagesActividad N3. - Pruebas No DestructivasManuel Tolentino LuevanosNo ratings yet
- Word 3er Parcial PMDocument19 pagesWord 3er Parcial PMPáramo Delgado Mario AlbertoNo ratings yet
- Ultrasonidos: Nivel IIFrom EverandUltrasonidos: Nivel IIRating: 5 out of 5 stars5/5 (1)
- Reglamento General de Condución Operación Los Bronces 2019Document37 pagesReglamento General de Condución Operación Los Bronces 2019Rodrigo Cea MedinaNo ratings yet
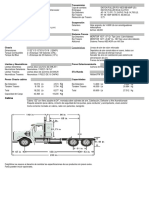
- Ficha CamiónDocument2 pagesFicha CamiónRodrigo Cea MedinaNo ratings yet
- Memoria de Calculo Cuerda de VidaDocument10 pagesMemoria de Calculo Cuerda de VidaRodrigo Cea MedinaNo ratings yet
- ECF 21 - Vehículos de Transporte PDFDocument20 pagesECF 21 - Vehículos de Transporte PDFMarco Sepúlveda100% (5)
- It-Pocsso-05-36 Equipos y Herramientas Portátiles y ManualesDocument10 pagesIt-Pocsso-05-36 Equipos y Herramientas Portátiles y ManualesRodrigo Cea MedinaNo ratings yet
- Freno Electromagnetico PDFDocument10 pagesFreno Electromagnetico PDFJ Angel Wolf MaketasNo ratings yet
- Medicion de PresionDocument29 pagesMedicion de PresionRodrigo Cea MedinaNo ratings yet
- Manual de Autodesk Inventor 2013Document99 pagesManual de Autodesk Inventor 2013Pablo Federico Obregon100% (2)
- Manual de Autodesk Inventor 2013Document99 pagesManual de Autodesk Inventor 2013Pablo Federico Obregon100% (2)
- Clasificacion Aceros Aisi PDFDocument5 pagesClasificacion Aceros Aisi PDFRodrigo Cea MedinaNo ratings yet
- Clasificacion Aceros Aisi PDFDocument5 pagesClasificacion Aceros Aisi PDFRodrigo Cea MedinaNo ratings yet
- 04 - Perforaciòn Rotativa Con TriconosDocument18 pages04 - Perforaciòn Rotativa Con Triconosflo696869100% (2)
- Poleas y Busing MaskaDocument94 pagesPoleas y Busing MaskaSergio Héctor Rivera CuevasNo ratings yet
- IndexDocument141 pagesIndexAlex CórdovaNo ratings yet
- Tribunal Oral en Lo Penal de Puente Alto, 21 de Junio De2013, RIT #166-2012Document122 pagesTribunal Oral en Lo Penal de Puente Alto, 21 de Junio De2013, RIT #166-2012Francisco Estrada100% (1)
- 6468-Texto Del Artículo-17518-1-10-20180201Document28 pages6468-Texto Del Artículo-17518-1-10-20180201Fabian arrieta comasNo ratings yet
- Examen Final de SST Electiva AphDocument6 pagesExamen Final de SST Electiva AphEmerson Gomez ZuñigaNo ratings yet
- Peces de Agua Dulce para Nuestros Acuarios PDFDocument10 pagesPeces de Agua Dulce para Nuestros Acuarios PDFlontanolontanoNo ratings yet
- Numero13 3Document8 pagesNumero13 3Leonel LacannaNo ratings yet
- El Negocio de La Siesta Llega A MadridDocument2 pagesEl Negocio de La Siesta Llega A MadridMaiteNo ratings yet
- 11 2-32Document4 pages11 2-32manoloNo ratings yet
- Certificate Degree PhilosophyDocument4 pagesCertificate Degree PhilosophyjordivivaldipieraNo ratings yet
- Agua, Sal y Aceite - Sacramentales - ArtículoDocument14 pagesAgua, Sal y Aceite - Sacramentales - Artículojeqim1989No ratings yet
- Silabo Histologia UpsjbDocument16 pagesSilabo Histologia UpsjbKatherine RosseNo ratings yet
- Guia de Estudio Cobra-DoDocument9 pagesGuia de Estudio Cobra-DoFerreteria El VáquiroNo ratings yet
- Introduccion A La Geografia HumanaDocument11 pagesIntroduccion A La Geografia HumanaRubenCastroNo ratings yet
- Generalidades de Bacterias - Recursos en Bacteriología - UnamDocument8 pagesGeneralidades de Bacterias - Recursos en Bacteriología - UnamFery Bf100% (1)
- Práctica Calificada (24-10-2020) EcologiaDocument5 pagesPráctica Calificada (24-10-2020) EcologiaHuber JucharoNo ratings yet
- Glosario 1 Emprendedurismo APS1.7Document10 pagesGlosario 1 Emprendedurismo APS1.7MilyNo ratings yet
- El Canon Argentino, Tomas Eloy MartínezDocument4 pagesEl Canon Argentino, Tomas Eloy MartínezIgnacio Gómez100% (1)
- Laudes Virgen de GuadalupeDocument5 pagesLaudes Virgen de GuadalupeKikin RodriguezNo ratings yet
- Mentes ParalelasDocument3 pagesMentes ParalelasCOLUJONo ratings yet
- Leyenda de Los Hermanos AyarDocument2 pagesLeyenda de Los Hermanos AyarDiego alexander Miranda LeivaNo ratings yet
- Feliz PrimaveraDocument16 pagesFeliz PrimaveraMontana JorgeNo ratings yet
- Informe AndinoDocument6 pagesInforme AndinoAylen AndinoNo ratings yet
- Teoría de La FlexiónDocument3 pagesTeoría de La FlexiónPaty Romero0% (1)
- Virginia WoolfDocument8 pagesVirginia WoolfJose Ignacio Barahona Soto100% (1)
- PruebaLibro Mamire El Ultimo NiñoDocument4 pagesPruebaLibro Mamire El Ultimo NiñoLorenzoCortezAraya100% (2)
- Motivacion y Frustración LaboralDocument39 pagesMotivacion y Frustración LaboralGerman BenuzziNo ratings yet
- Contestacion A Reclamacion de SegurosDocument3 pagesContestacion A Reclamacion de SegurosGuillermo JaykNo ratings yet
- ResumenDocument6 pagesResumenEdson Paolo Alvarado FloresNo ratings yet
- Guía Proceso de Lectura - Cuentos Latinoamericanos - 2º MedioDocument5 pagesGuía Proceso de Lectura - Cuentos Latinoamericanos - 2º MedioPamela Andrea Puentes GrezNo ratings yet
- Manual de Organizacion NuevoDocument40 pagesManual de Organizacion NuevoGabriela Medina Solano71% (58)
- Informe de AuditoriaDocument14 pagesInforme de AuditoriaLawiet ElleNo ratings yet