Professional Documents
Culture Documents
Mnual Merge
Uploaded by
Prs PrabhuCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Mnual Merge
Uploaded by
Prs PrabhuCopyright:
Available Formats
TS 6200-10 Angled-belt conveyor
Operating instructions
Product Manufacturer
Angled-belt conveyor TS 6200-10 TRANSNORM SYSTEM GmbH Frster Str. 2 D-31177 Harsum Tel. +49 (0) 5127 4020 Fax +49 (0) 5127 4400 info@transnorm.de http://www.transnorm.de
Documentation
Operating instructions Version 2.0, 13.01.2011 Subject to technical modifications. All rights reserved by TRANSNORM SYSTEM GmbH. Reprint and duplications only with written approval.
Edition
V 2.0
Initial version
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Contents
Contents
Applicable documents ................................................................................................................ 7 EC Declaration of Incorporation ........................................................................................................... 7 Introduction .................................................................................................................................... 9
Purpose of the document ..................................................................................................................... 9 Validity ............................................................................................................................................ 9 Illustrations ..................................................................................................................................... 9 Using the operating instructions ................................................................................................... 10 Copyright protection ........................................................................................................................... 10 Service ................................................................................................................................................ 11 Warranty ............................................................................................................................................. 11
Safety ............................................................................................................................................... 13 Operating conditions ........................................................................................................................... 13 Intended Use ................................................................................................................................ 13 Impermissible operating conditions .............................................................................................. 14 Responsibilities of the operating company / integrator ................................................................. 14 Safety equipment ................................................................................................................................ 15 Qualifications ...................................................................................................................................... 16 Residual risks ..................................................................................................................................... 18 Description .................................................................................................................................... 21 Technical description .......................................................................................................................... 21 Main dimensions ................................................................................................................................. 22 Conveyor configurations ..................................................................................................................... 23 Technical data ..................................................................................................................................... 24 Parts of the machine .......................................................................................................................... 26 Parts of the machine ........................................................................................................................... 27 Motor types ......................................................................................................................................... 28 Transportation and installation ............................................................................................. 29
Machine delivery ................................................................................................................................. 29 Unpacking the machine ................................................................................................................ 29 Laying up the machine for prolonged periods .............................................................................. 29 Disposing of packaging materials ................................................................................................. 30 Installing the machine ......................................................................................................................... 30 Foundation requirements .............................................................................................................. 30 Permissible operating conditions .................................................................................................. 30 In-company transportation .................................................................................................................. 31 Auxiliary materials ........................................................................................................................ 32 Transportation with industrial truck or crane ....................................................................................... 34
Contents
Final installation on site ...................................................................................................................... 35 Assembly ...................................................................................................................................... 35 Installation .................................................................................................................................... 35 Electrical connection ..................................................................................................................... 37
Operation ....................................................................................................................................... 39
Commissioning ................................................................................................................................... 39 Commissioning and start-up after maintenance ................................................................................. 39 Normal operation ................................................................................................................................ 41 Shut-down ........................................................................................................................................... 41
Maintenance and care ............................................................................................................... 43 Maintenance ....................................................................................................................................... 43 Motor maintenance ....................................................................................................................... 43 Gear unit maintenance ................................................................................................................. 43 Lubricants ........................................................................................................................................... 44 Maintenance schedule ........................................................................................................................ 44 Cleaning and care ............................................................................................................................... 45 Repairs ............................................................................................................................................ 47 Spare parts procurement .................................................................................................................... 47 Working equipment ............................................................................................................................. 47 Tightening torque ................................................................................................................................ 48 Protective devices ............................................................................................................................... 49 Removing/installing side guide ........................................................................................................... 50 Changing conveyor belt ...................................................................................................................... 51 Slackening/tensioning conveyor belt .................................................................................................. 61 Replacing gear motor ......................................................................................................................... 65 Replacing drive pulley ......................................................................................................................... 67 Changing tail pulleys ........................................................................................................................... 74 Checking/changing belt guide station ................................................................................................. 80 Changing rubber spring element ........................................................................................................ 83 Troubleshooting .......................................................................................................................... 85 What to do if ....................................................................................................................................... 85 Motor and gear unit............................................................................................................................. 86 Decommissioning and disposal ........................................................................................... 87
Main components of the machine ....................................................................................................... 87
Contact ............................................................................................................................................ 89 Headquarters ...................................................................................................................................... 89 Subsidiaries, branches and distributors worldwide ............................................................................. 89 Service branches - Germany .............................................................................................................. 91 Suggestions and information .............................................................................................................. 92
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Contents
Contents
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Applicable documents EC Declaration of Incorporation
Applicable documents
EC Declaration of Incorporation
Applicable documents EC Declaration of Incorporation
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Introduction Purpose of the document
Introduction
Purpose of the document
These operating instructions enable you to safely operate the delivered machine, defined as partly completed machinery by the EC Machinery Directive, in accordance with its intended use. Carefully read through these operating instructions before starting up the machine for the first time. For further technical information, please refer to the order confirmation supplied separately. The following sections provide information on the topics listed below: Safety while working with the machine Technical specifications Transporting, installing and placing the machine into operation Machine care and maintenance Machine repairs Fault detection and correction Taking the machine out of operation and disposal
Validity
These operating instructions apply to the operating company and all persons working on or with the machine.
Illustrations
The illustrations show a simplified schematic representation of the machine. We reserve the right to make technical modifications during the course of further development. If the installation procedure is not described it has to be carried out in reverse order of removal. Due to the many possible variations in our conveyors, details in the illustrations may vary from the delivered machine. For the exact technical specifications of your conveyor, please refer to the order confirmation.
10
Introduction Copyright protection
Using the operating instructions
Different aspects are identified by different written formats. Important information is additionally marked by special symbols. The following examples explain the different symbols.
DANGER
This is a warning! Here you will find a description of the type and source of the danger. Danger to life and limb or damage to the machine, other objects or the environment. You must take this action to avert the danger. This is advice. Notes provide additional information and suggestions. This is a single, complete activity.
1. This is the first step in a series of activities.
This is a visible result of a series of activities. You have met a target. The activity has been completed. You have completed an entire procedure.
Copyright protection
This publication must be treated confidentially. It is intended only for internal use by authorised persons. It must not be communicated to third parties without the written approval of TRANSNORM SYSTEM GmbH. All documents are protected as defined by copyright law. The transfer and duplication of documents, also by way of extract, is strictly prohibited. Noncompliance shall be prosecuted and subject to the payment of compensation.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Introduction Service
11
Service
Our service personnel are at your disposal for all technical information regarding our products and their correct use. Please provide the following information when making inquiries or ordering spare parts: Machine type Order / project number Item number You will find this information on the type identification label of your machine. It is located in the vicinity of the drive unit.
Example of TRANSNORM SYSTEM GmbH type identification label
You will find our contact data at the back of these operating instructions.
Warranty
We shall accept no responsibility for any defects or damage caused by inappropriate use, operating errors or incorrect servicing and maintenance. We expressly point out that only genuine spare parts and accessories approved by TRANSNORM SYSTEM GmbH may be used. Providing no other contractual agreements have been concluded, the warranty period shall start on the day of delivery or "ready for dispatch" notice. Please submit any warranty claims immediately after detecting the defect. Quote the order (project) and item number when making a claim. The warranty is solely governed by warranty legislation. Claims outside this legislative scope shall be excluded. Please note that the warranty shall be rendered null and void in the case of: Misuse
12
Introduction Warranty
Deficient connections and installations which are not part of our scope of delivery and services Incorrect use of control systems Use of non-genuine spare parts and accessories Conversions or structural modifications which have not been authorised by us in writing Wearing parts are generally excluded from the terms of warranty.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Safety Operating conditions
13
Safety
Operating conditions
The conveyor, subsequently referred to as the machine, is an incomplete machine as defined by the EC Machinery Directive. The machine has been manufactured in keeping with current scientific and technological developments. Nevertheless, there may be dangers arising from the machine under the following circumstances: Use not for its intended purpose Improper use Impermissible operating conditions Failure to comply with these installation and operating instructions Failure to comply with the general safety regulations during transport and installation
Intended Use
The machine illustrated on the front page is approved solely for the purpose of transporting unit loads corresponding to requirements defined in the performance specification and is intended to be integrated in a fully automatic intralogistic system with a master controller. Use other than or use that goes beyond that specified is deemed as not for its intended purpose and is therefore prohibited. Never use the machine to transport persons. It may only be used in a protected industrial environment with restricted access. The manufacturer accepts no liability for damage arising from improper use of the machine.
14
Safety Operating conditions
Impermissible operating conditions
Do not operate the machine under the following conditions: There are people or objects in the hazardous areas Safety devices are not working or have been removed The machine is malfunctioning or damaged Maintenance intervals have been exceeded Operating parameters have been changed without authorisation
Responsibilities of the operating company / integrator
Machine safety can only be guaranteed when all necessary measures have been implemented. The operating company/integrator is responsible for planning and implementing appropriate measures. These operating instructions are an integral part of the machine. When selling the machine, the operating company must pass on this document to the buyer. The operating company/integrator of the machine is responsible for its safety. This applies especially to: The installation as a complete machine with functioning and compliant safety devices. The incorporation of the machine in such a way that no additional danger/hazards are created. The safety of all persons in the vicinity of the machine. Trouble-free operation of the machine.
Minimising the danger of injury Take steps to guarantee the safety of persons in the vicinity of the machine, for example: Ensure that all work on the machine is carried out by qualified and authorised personnel. Make sure all operators are familiar with the safety devices. Ensure the machine and its surroundings are always tidy and clean. Provide safety equipment for operating personnel. Make sure the protective clothing is worn. Provide instructions on how to proceed and behave in case of accidents and emergencies. Define issues relating to occupational health and safety as well as environmental protection.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Safety Safety equipment
15
Operating the machine trouble-free Implement the following measures to ensure trouble-free operation of the machine: Ensure that the operating instructions are complete, in legible condition and accessible to all personnel at all times. Only operate the machine when fully functional. Routinely check the operability of the machine and the safety equipment.
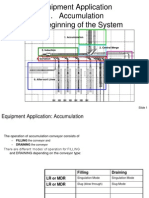
System layout Observe the following basic safety principles when connecting several separate components to form an overall system: Install isolating safety devices in areas of pulleys, apex bends, roller arches, conveyor gates and transfer drives. In the vicinity of a transfer drive or a conveyor gate, the belt must have the same speed or run faster in the outfeed area than in the infeed area. The national safety regulations valid in the country of use as well as additional sector-specific requirements shall apply.
Commissioning This conveyor system is "partly completed" machinery as defined in the Machinery Directive 2006/42/EC, Article 2g. Intralogistic functionality can only be achieved through the use of a corresponding control system and if necessary other (partly completed) machinery. It must not be put into service until it has been ascertained that the partly completed machinery which is the subject of this documentation or the machinery into which it is to be incorporated are in conformity with the essential requirements of the Machinery Directive.
Safety equipment
Various covers are installed on the machine to prevent limbs being drawn in and crushed. These safety and protection facilities are listed in the following. If the purchasing agreement specifies that certain safety devices are not included in the scope of delivery, the operating company/integrator must assess the potential dangers in accordance with the Machinery Directive. It is strictly prohibited to disable, bypass or remove safety devices. These elements may be temporarily removed only for maintenance and repair purposes. Refer to the maintenance schedule for information on inspection intervals.
16
Safety Qualifications
Overview of safety devices Safety devices on the Angled-belt conveyor TS 6200-10 Item 1 2 3 4 5 6 7 Description Drive station cover (both sides) Finger guard, drive station Lower guide station cover Finger guard, drive shaft Lower conveyor belt cover Upper pulley station cover Lower pulley station cover
Qualifications
Installation, maintenance and repair work as well as commissioning demand specialist know-how and qualification of the personnel above and beyond that required in normal operation. We recommend that only technical personnel specifically trained and authorised by TRANSNORM SYSTEM GmbH are used. All personnel working on the machine must meet the following requirements: They must be capable of carrying out the required work and sufficiently qualified They must be instructed in machine operation They must be familiar with the safety equipment
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Safety Qualifications
17
They must have read and understood these operating instructions and especially the relevant sections relating to their work They must be familiar with the basic requirements relating to occupational health and safety as well as the accident prevention and branchspecific regulations These operating instructions differentiate between the following groups of persons:
Definition of person groups Person groups Definition
Operating company The operating company is defined as the person responsible for deployment of the machine for its intended purpose and having the machine operated by suitable and instructed persons Integrator The integrator installs the partly completed machinery for the operating company and integrates it into a system of machines with a master controller and safety technology. (Responsible for ensuring conformity of the overall system) Personnel who are appropriately instructed by the operating company in the Operational sequences of the machine Operating procedures Possible hazards involved with incorrect operating procedures Safety devices and measures Are technically qualified and authorised by the operating company to carry out specific tasks such as installation, maintenance and troubleshooting. Corresponding training in theory and practice is a prerequisite.
Operating personnel
Technical personnel
The following work is to be carried out by specialised personnel only:
Work requiring specialised knowledge Activities Working on pneumatic components Working on electrical components Definition Specialist knowledge and experience in the use of pneumatic components Electrician. Or: Instruction. The work may be carried out under the guidance and supervision of an electrician in accordance with the codes of electrical engineering practice
18
Safety Residual risks
Residual risks
The safety devices on the conveyor are designed to prevent injuries. For some tasks, however, it is unavoidable to enter the danger zone. An element of risk therefore always remains. The following table will enable you to detect and avoid fundamental hazards. By taking appropriate steps you can already avoid risks from the very outset.
Residual risks regarding the machine Danger Danger of fatal injury Cause Inadvertent start-up of the conveyor during maintenance Preventative measures Effectively interrupt all operating equipment, effectively prevent the pneumatics from being switched on inadvertently Shut-down: Disconnect power supply Secure to prevent re-start Measure to ensure the power supply is disconnected Transport and installation: Observe the permissible lifting load capacity of lifting gear. Observe the centre of gravity of the machine. Secure the machine/lifting gear to prevent it slipping
Electrical energy
Falling or slipping of loads
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Safety Residual risks
19
Residual risks regarding the machine (contd.) Danger Risk of injury Cause Sharp-edged machine parts Preventative measures Wear appropriate protective clothing when working on the conveyor Adjustment: Never grasp rotating parts Wear close-fitting protective clothing Have second person assist Maintenance/disassembly: Support heavy parts (especially motors) Never step under or grasp loose parts Before touching: Allow to cool down Wear suitable, thick protective clothing Carefully observe conveyor system Keep limbs away from the conveyed loads Damage to the environment Leaking operating fluids Collect operating fluids in suitable containers. Dispose of waste oil, lubricating grease, cleaning agents containing solvents and similar products correctly.
Rotating shafts
Falling machine parts
Hot electric motors
Load pile-up
20
Safety Residual risks
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Description Technical description
21
Description
The Angled-belt conveyor TS 6200-10 is designed as a merge (M) conveyor and as a divert (D) conveyor with an angle of 30 and 45 on one level. It is designed for indoor use at ambient temperatures from +5C to +40 C and is well suited to handle the movement of packaged goods or passenger baggage. Applications include use as a connecting conveyor at a sorter or as a merging unit on a collecting conveyor or carousel. Both versions of the angled-belt conveyor (merge and divert) are strictly unidirectional, therefore reverse direction operation is not possible..
Technical description
The Angled-belt conveyor TS 6200-10 is fundamentally designed as a continuous, straight-cut belt that is operated on one level and driven by a drive station. The three tail pulleys ensure the belt reliably wraps around the drive pulley without the need to remove them for maintenance purposes. On the tail pulley end, the belt is guided by two fixed edges and a tail pulley which is positioned between these edges in direction of belt movement. The angled position of the tail pulley is realised by the angled arrangement of these elements. A guide station mounted in the lower strand immediately exerts a counterforce on the belt as soon as it tends to drift to one side due to external influences. The drive pulley of the conveyor is coated and transmits the drive power over its entire length by means of frictional contact. In addition, a pretensioned contact spindle effectively increases the strand force. The belt tension required for reliable operation of the belt is ensured by the back-up roller equipped with coil springs. The required torque is provided by a shaftmounted gear motor always mounted on the long side of the conveyor.
22
Description Main dimensions
Main dimensions
Please refer to the performance specifications of your order confirmation for the dimensions of the conveyor specifically designed for your application. Application-specific dimensions are given as variables.
Main dimensions TS 6200-10 top view. Example illustration of main dimensions Variables used Variable LF wN BN HF BFLI HF Description Nominal length Nominal angle Nominal width Conveying height Overall side guide width (optional) Side guide height (optional)
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Description Conveyor configurations
23
Conveyor configurations
Four configurations of the TS 6200-10 are possible. They are defined as illustrated below.
Drive station
Drive station
D-ALH
D-ARH
Pulley station
Pulley station
M-ALH
M-ARH
Drive station Possible configurations TS 6200-10
Drive station
24
Description Technical data
Technical data
For the technical data regarding your specific machine, please refer to the performance specifications of your order confirmation. The general technical data or specifications are listed below.
Mechanical data TS 6200-10 Angled-belt conveyor Description Versions (rF) Data D-ALH (divert left) D-ARH (divert right) M-ALH (merge left) M-ARH (merge right) 500 600 800 1000 mm 30 45 2500 mm wN [ ]/ BN [mm 30 45 Conveying height (HF) Basic frame Belt bed Pulley diameter Conveyor belt type (YG) Load Conveying speed (vF) Drive power (PN) Type of drive min. 300 mm Welded steel frame and bolted aluminium structure Phenol resin board, 21 mm thick 160 mm PU-coated two-layer belt with woven polyester inlay max. 50 kg (depending on conveying speed) max. 138 m/min max. 3.0 kW Shaft-mounted gear motor 500 1500 1250 600 1550 1300 800 1750 1400 1000 1900 1500
Nominal width (BN) Nominal angle (wN) Nominal length (LF), max. Nominal length (LF), min.
Electrical data Description Motor voltage supply Motor brake voltage Type of protection Data Standard: 230 V/400 V AC 50 Hz, see motor type identification label for variations Standard: 230 V AC/400 V AC, see motor type identification label for variations Standard: IP55, not explosion protected
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Description Technical data
25
Installation location requirements Description Ambient temperature Relative humidity Ambient atmosphere Data 5 C to +40 C, temporarily up to +50 C (max. 1h) max. 80 % Normal atmosphere, no potentially explosive atmosphere, not containing oil or gas, no corrosive components Indoors - well protected from rain; only securely bolted to solid base
Installation
Other data Description Year of construction Noise emission Data See type identification label The sound pressure level measured in accordance with DIN 45635/Part 27 is less than 77 dB(A).
26
Description Parts of the machine
Parts of the machine
The conveyor consists of the parts shown below:
1
6 5
Angled-belt conveyor TS 6200-10 Key to illustration No. 1 2 3 4 5 6 7 Description Angled tail pulley Side guide (optional) Drive station Support (optional) Gear motor Basic frame Pulley station
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Description Parts of the machine
27
Parts of the machine
1 2
3 20 19 18 6 7 4 5
17
16
15
14
13
12
11
10
Main assemblies of Angled-belt conveyor TS 6200-10, example Key to illustration No. 1 2 3 4 5 6 7 8 9 10 Description Conveyor belt Belt bed Drive station cover, front Tail pulley Drive pulley Tensioning unit Flange bearing Gear motor Torque support Drive station cover No. 11 12 13 14 15 16 17 18 19 20 Description Lover drive station cover Basic frame Lower guide station cover Lover conveyor bed cover Lower pulley station cover Tail pulley Pulley station cover Angled tail pulley Precision roller Guide station
28
Description Motor types
Motor types
The following types, sizes and versions of gear motor supplied by SEWEURODRIVE are used as standard. The motor output is between 1.5 and 3.0 kW. For the ratings of the machine designed for your application and deviations from the standard version, please refer to the performance specifications of your order confirmation or to the type identification label on the gear motor. The following features are included in the standard equipment: IP55 ISO F Thermal contact 230 V/400 V AC, 50 Hz Terminal box No brake
Motor types Type Gear size E-part Installation position Optional
Shaft-mounted worm gear motor
SA 47 SA 57 SA 67 DRS 63 L2, DRS 71 D2/D4, DRS 80 K2/K4/N2/N4, M1 DRS 90 S2/S4/L2/L4, M2 M4 DRS 100 M2/M4, DRS 100 L4
Shaft-mounted bevel gear motor
KA 37 KA 47 KA 57
Thermalsensor, brake
Special motors from other suppliers can be used in individual cases. You will find a description of the installation positions in the SEW catalogue.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Transportation and installation Machine delivery
29
Transportation and installation
Machine delivery
Conveyors up to a length of approx. 3 m are completely assembled and preset at the factory. Conveyors with a length exceeding 3 m are generally delivered in several parts The individual parts are marked with tags at the separation points. Supports, hangers and other attachments are packed separately and included in the delivery.
Unpacking the machine
Carry out the following procedures:
1. Remove all transport packaging. 2. Check for possible transport damage. 3. Check that all items listed on the delivery note have been delivered
Machine has been unpacked and is complete.
Laying up the machine for prolonged periods
If the machine is to be laid up for more than four weeks, the conveyor belt must be slackened off in order to prevent damage caused by bulging. The procedure for slackening off the belt is described under Repairs. If the machine is transported by sea, seaworthy packaging will be additionally required. Observe the permissible operating conditions described in the following also during the storage period. If you have any queries concerning storage and transport, please contact TRANSNORM SYSTEM GmbH.
30
Transportation and installation Installing the machine
Disposing of packaging materials
The individual components of the packaging are correspondingly marked and mainly consist of the following materials: Wood Cardboard PP and PE film Polystyrene Sort the packaging components into material types and dispose of them in compliance with local waste disposal regulations. Observe the national regulations and requirements for disposal.
Installing the machine
Foundation requirements
The machine may only be mounted stationary on a stable concrete surface (concrete class at least B25 or the corresponding standard in the country) or on an equivalent steel structure. The load bearing capacity must be at least 25 N/mm. The installation location must not be subject to vibration and must be capable of taking up the static and dynamic loads. The floor must be level. If special equipment is used that enables mobile operation, it will be described in the performance specification.
Permissible operating conditions
DANGER
Danger of explosion! The machine is not explosion-protected. Do not operate the conveyor in potentially explosive atmospheres.
The space required for operation and maintenance depends on individual requirements.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Transportation and installation In-company transportation
31
The place of installation must fulfil the following conditions: Normal atmosphere (not containing oil or gas, no corrosive components) Ambient temperature 5 C to +40 C, short-term up to +50 C (max. 1 h) Relative humidity max. 80% Indoor installation Protection against moisture and rain.
In-company transportation
Increased risk of accident due to: Falling or slipping loads. Observe the permissible load capacity of the lifting gear and the centre of gravity of the machine.
DANGER
Various types of lifting gear can be used to transport the machine incompany to the required place of installation. Only use approved and appropriate lifting gear. The machine or machine components should only be lifted by the base frame. If there are support points on the base frame, only these points are suitable for attaching lifting equipment. This ensures torsion-free transport. Please refer the delivery note for the actual total weight.
32
Transportation and installation In-company transportation
Auxiliary materials
Required auxiliary materials Overhead crane, gantry crane Industrial truck Lift truck cross beam, safe working load 2000 kg Safe working load 2000 kg Safe working load 2000 kg min. lifting height 4000 mm
Lift truck hook, safe working load 2000 kg
Adjustable cross beam, safe working load 2000 kg L max. = 4000 mm L min. = 2000 mm
Adjustable cross beam, double safe working load 2000 kg La max. = 4000 mm La min. = 2000 mm Lb max. = 2000 mm Lb min. = 1000 mm
Round slings, safe working load 1000 kg U min = 3 m
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Transportation and installation In-company transportation
33
Required auxiliary materials Round sling hook, safe working load 1000 kg L = 84 mm A = 24 mm D = 35 mm F = 17 mm G = 20 mm M = 8 mm Anchor shackle, safe working load 3250 kg A = 16 mm B = 60 mm C = 27 mm D = 43 mm E = 20 mm F = 42 mm Chain shackle, safe working load 3250 kg A = 16 mm B = 51 mm C = 27 mm D = 20 mm F = 42 mm Transport retainer E2009698 Solely intended for in-company transportation of the TS conveyors
Retainer E2009698 mounted on conveyor with mounting kit consisting of: 4x N1001434 Slot nut M8 4x K1009663 Screw M8x18 Solely intended for in-company transportation of the TS conveyors
34
Transportation and installation Transportation with industrial truck or crane
Transportation with industrial truck or crane
Necessary equipment: 1x adjustable cross beam, 2x or 4x lift truck hook 4x round sling 4x chain shackle 4x transport retainer (E2009698)
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Transportation and installation Final installation on site
35
Final installation on site
We recommend having the installation carried out by TRANSNORM SYSTEM GmbH. Alternatively, final installation could be carried out under the supervision of or after instruction by TRANSNORM SYSTEM GmbH. In any case, only technical personnel authorised by the operating company are permitted to carry out the installation. Please note that, due to variations in design and equipment, some procedures described in the following installation instructions may not apply to your specific conveyor.
Assembly
Curved belt conveyors are almost exclusively supplied in one piece. Curved belt conveyors supplied in several sections will require assembly by TRANSNORM SYSTEM GmbH. Do not assemble these machines yourself.
Installation
Depending on the version, supports with a stand tube or support bracket are used. They are installed in accordance with the support layout drawing. Supports must always be vertical even on conveyor section on an incline.
Installing angled-belt Carry out the following procedures: conveyor
1. Secure the supports or hangers to the base plate of the conveyor using
the supplied bolts (1).
36
Transportation and installation Final installation on site
2. Adjust the height by loosening the fastening bolts (2).
1 1 2
Conveyor not set up correctly? The angled-belt conveyor is supplied as standard with the continuous conveyor belt installed. The conveyor is already optimally set up at the factory. Nevertheless, if the belt requires retensioning, proceed as described under "Maintenance". Angled-belt conveyor has been installed.
Aligning and anchoring machine, all types
DANGER
Risk of fatal injury or crushed limbs! The machine can slip down when the fastening screws for height adjustment are loosened. Additionally support conveyor securely when adjusting supports and hangers. Use lock screws on hangers to provide form-fit connection.
Carry out the following procedures:
1. Align machine free of torsion horizontally and flush according to the
required inlet and outlet height. For this purpose slacken off fastening screws for setting support height (2).
2. Check the level. Ensure correct inlet and outlet height.
Depending on the system concept, differences of height may be of advantage. The heights are defined by the system planner.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Transportation and installation Final installation on site
37
3. Only for floor anchorage: Anchor the supports such that the position can
no longer be changed. There are corresponding holes in the base plates of the supports.
4. Only for ceiling anchorage: Anchor the hangers such that the position
can no longer be changed. There are corresponding holes in the brackets of the hangers.
5. Secure all connections form-fit with lock bolts. 6. Manually test transfer accuracy at machine inlet and outlet. Use
conveyed load as per specification for this purpose. Machine has been aligned. The machine has been installed and aligned.
Electrical connection
DANGER
Danger of fatal injury due to electric current! The machine is powered by 3-phase alternating current. The electrical installation is to be carried out only by qualified and authorised electricians.
Carry out the following procedures: Connect the motor according to the wiring diagram provided by the motor manufacturer. It is supplied together with the motor (see inside of terminal box cover).
If this wiring diagram is missing, the motor must not be connected. Machine has been connected.
38
Transportation and installation Final installation on site
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Operation Commissioning
39
Operation
Commissioning
Essentially the same procedure is carried out for commissioning and start-up after maintenance. The daily start-up procedure via the controller of the overall conveyor system is described in the system documentation or in the controller documentation. The machine is designed for the following electrical connection data: 3 phases, neutral conductor and earthing conductor Alternating voltage 400 V Mains frequency 50 Hz
Commissioning and start-up after maintenance
Precondition: Machine has been installed correctly. The working area of the machine is inaccessible to unauthorised personnel. The master switch for the power supply of the machine has been switched off and secured to prevent it being switched on again. Machine downtime no longer than 4 weeks.
Check installation
Carry out the following procedures:
1. Check the position of all pulleys and rollers. 2. Check that drive elements are correctly fitted, aligned and tensioned. 3. Check machine for foreign objects and remove if necessary.
Installation has been checked.
40
Operation Commissioning and start-up after maintenance
Carrying out electrical installation
DANGER
Danger of fatal injuries due to electric current! The machine is powered with 3-phase alternating current. Electrical installation may only be carried out by qualified and authorised electricians.
Carry out the following procedures:
1. Install all required cables. 2. Connect the required connectors to the cable ends. 3. Connect the cables and make all required connections corresponding to
the operating instructions provided by the motor manufacturer (annex, Section "Electrical Installation"). Machine has been connected.
Checking direction of rotation.
WARNING
Risk of injury - exposed machine parts! Limbs, hair and clothing may be caught in rotating machine parts, causing crush injuries. Wear close-fitting protective clothing. Wear a hairnet to cover long hair. Have a second person oversee operation.
Carry out the following procedures:
1. Briefly switch on machine. 2. Make sure that the direction of rotation is correct. 3. Switch off machine.
Direction of rotation has been checked. Machine running.
Carrying out test run
Carry out the following procedures:
1. Switch on machine.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Operation Normal operation
41
2. Check that the machine is operating smoothly.
Noise If excessive noise occurs Locate source and eliminate fault, see "Troubleshooting".
3. Check that conveyor belt is correctly tensioned and adjusted.
Conveyor belt running skew. The conveyor belt must be readjusted. See "Tensioning and Adjusting Belt" in Section "Repairs".
4. Remove all foreign objects from the working area of the machine.
The machine has been prepared for normal operation. The machine has been placed into operation.
Normal operation
Normal operation comprises daily start-up and shut-down as well as operation by the operating personnel. Operation of the conveyor via the overall conveyor control system is normally described in the system documentation or in the control system documentation. All procedure defined in the maintenance schedule must be carried out after a machine downtime of more than 4 weeks. Then proceed as described under "Start-up".
Shut-down
Shut-down comprises switching off the machine prior to inspection, maintenance and repair work and before downtimes. Carry out the following procedures:
1. Switch off the master switch for the power supply to the machine as
described in the control system documentation.
2. Secure to prevent the machine being switched on inadvertently.
Machine has been shut down.
42
Operation Shut-down
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Maintenance and care Maintenance
43
Maintenance and care
Only technical personnel are permitted to carry out the work described in this section. Important information on electrical systems: Regularly check electrical equipment Re-secure loose connections Immediately replace damaged lines and cables Always keep the control cabinet closed
Maintenance
Routine maintenance is the precondition for safe operation of the machine. Adhere to the intervals specified in the maintenance schedule. Maintenance service includes regular cleaning corresponding to the operating conditions.
Motor maintenance
Electric motors must be serviced according to the manufacturer's specifications. For detailed information, please refer to the operating instructions of the motor manufacturer, Inspection/Maintenance. You will find these documents in the annex to these operating instructions.
Gear unit maintenance
Gear units must be serviced according to the manufacturer's specifications. For detailed information, please refer to the operating instructions of the motor manufacturer, Inspection/Maintenance. You will find these documents in the annex to these operating instructions. On request we can provide a maintenance agreement tailored to your specific requirements. To guarantee safe operation of the machine, we recommend that you to make use of our TRANSNORM SYSTEM Service at least once a year.
44
Maintenance and care Lubricants
Lubricants
Lubricants Type of lubricant Gear oil Lubricating grease Description See motor manufacturer's operating instructions (annex) ARAL HLP 2, BP Energrease LS-EP 2, ESSO Beacon EP 2, KLBER Staburags NBU 12, KLBER Centoplex EP 2, MOBIL Mobilux EP 2, SHELL Alvania R2
Maintenance schedule
The activities described in the maintenance schedule are based on one-shift operation.
Maintenance schedule Interval Daily Assembly Complete machine Maintenance/ inspection Inspection: At the end of or when changing shift remove any accumulated remains of conveyed material from the machine. Make sure that there are no foreign substances or objects on the belt or in the area of the pulleys/rollers. Visual inspection: Is the equipment complete according to the specifications in the operating instructions? Is the equipment undamaged and fully functional? Clean belt. Visual inspection: Is the belt bulging up? If so, correct belt tension and adjustment. Is belt running offset without load? If so, check belt guide station. Gear unit: Are there patches of oil under the gear unit? If so, seal off leak and correct oil level. Check mounting and alignment. Can abnormal running noise be heard? Check bearings. Motor: Check cable routing and temperature. Can abnormal running noise be heard? Check bearings. Clean cooling fins and air intakes.
Daily
Protective devices
Daily
Conveyor belt
Depending Gear motor on indiObserve the manuvidual case facturer's operating instructions!
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Maintenance and care Cleaning and care
45
Maintenance schedule (contd.) Interval Monthly Assembly Drive pulley Maintenance/ inspection Clean drive pulley. Visual inspection: Is the surface worn or damaged? If so, replace drive pulley. Inspection: Can abnormal running noise be heard from bearings? If so, replace bearings. Compare bearing temperatures. If one bearing is much hotter than the others, replace it. Check that screws/bolts subject to dynamic load are tight.
Monthly
Flange bearing
Every 6 months
Joining elements
Cleaning and care
Danger of injury due to particles forced out by compressed air! Eye and skin injuries are possible. Wear personal protection equipment Wear safety goggles
DANGER
Clean the machine regularly corresponding to the degree of soiling. The machine may only be cleaned by dry means (brush, cloth, compressed air, etc.). Make sure the machine and especially the electrical components are protected from moisture.
46
Maintenance and care Cleaning and care
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Spare parts procurement
47
Repairs
Spare parts procurement
You will find a spare parts list and drawings in the annex to these operating instructions. The order data has been included in the spare parts list to enable the correct allocation. Only genuine TRANSNORM SYSTEM GmbH spare parts may be used. DIN-parts may be ordered from specialist dealers. When making inquiries or placing orders, we recommend that you send a copy of the spare parts list to our customer service department, stating the type and amount of parts required. You will find the address at the beginning of these operating instructions.
Only technical personnel are permitted to carry out the work described in this section.
The illustrations relate to version TS 6200-10 Merge. The procedures are analogously identical on the version TS 6200-10 Divert. Repair procedures on the drive stations are described separately for both versions.
Working equipment
Working equipment Tools Set of tools (spanners, screwdrivers, pliers...) Torque wrench Auxiliary materials Pneumatic screwdriver Frequency/initial tension measuring instrument for toothed belts if required Device for lifting and lowering the machine or parts of it Operating resources Power and voltage supply Compressed air supply for cleaning
Circlip pliers
48
Repairs Tightening torque
Working equipment (contd.) Tools Combination spanner 10 13 14 15 17 19 22 and 24 mm Auxiliary materials Transport trolley, mobile platforms with automatic locking device Operating resources
Hexagon socket wrench Ladders, steps, pedestals on 2 2.5 3 4 5 6 and 8 mm working platforms Hexagon socket wrench Assembly paste with ball head 5 and 6 mm
Tightening torque
The tightening torque requirements are based on an average coefficient of friction total=0.125. They must be observed for screwed connections. The tightening torque for special connections are specified in the drawings.
Tightening torque Values for screw connections of steel components Value for screw connections of aluminium components Galvanised screws/bolts Tightening torque [Nm] d M5 M6 M8 5.6 2.5 4.5 11 8.8/10. 9 5.4 9.5 23 46 80 125 195
Galvanised screws/bolts Black, untreated screws/bolts Tightening torque [Nm] d M5 M6 M8 5.6 2.5 4.5 11 8.8 5.4 9.5 23 46 80 125 195 10.9 7 13 32 64 110 180 275 Tightening torque [Nm] 5.6 2.8 4.8 12 23 40 64 98 8.8 6 10 25 49 86 135 210 10.9 8 14 35 69 120 190 295
M10 22 M12 38 M14 60 M16 92
M10 22 M12 28 M14 60 M16 92
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Protective devices
49
Protective devices
Fixed protective devices, as defined by the machinery directive, must only be used to protect persons against the hazards arising from moving parts (Machinery Directive 2006/42/EC: Addendum 1 No. 1.3.8.1 and 1.3.8.2). The machinery directive stipulates that these protective devices must be attached by means of captive fasteners so that on removal they remain attached to the safety devices or machine. TRANSNORM provides captive fasteners for protective devices if the operating company needs to detach a safety device from a machine. This is necessary for maintenance and cleaning. Generally no hazard is posed by the loss of captive fasteners when a fixed protective device is removed from the machine by technical personnel to conduct repairs. TRANSNORM uses fixed protective devices to provide effective protection in hazardous areas. Such protective devices may include covers that are rarely/never removed that are opened/removed only by technical personnel that cover only a low risk potential that are located on machines that are operated behind a master protective cover/enclosure No captive retaining elements are fitted on these covers as the risk potential is classified as low. In this case, the individual parts normally remain assembled when carrying out repairs on site or in the workshop.
Protective devices that need to be opened/removed by the operating company for maintenance purposes generally comprise the following covers: Covers on drive assemblies (e.g. protective covers/hoods for chain and toothed belt drives) Covers on infeed/inlet points if they have to be removed or opened for maintenance purposes (e.g. protective covers for snub rollers) Bearing covers, covers on rotating parts (e.g. covers on pulley bearings) Bottom covers (e.g. perforated plates at bends)
50
Repairs Removing/installing side guide
Removing/installing side guide
If fitted, it is generally necessary to remove the side guide to carry out repair work. Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently.
Removing side guide Carry out the following procedures:
1. Undo screws holding cover (2) and detach cover. 2. Undo screws holding brackets (3), (4) and (5).
2 3
3. Remove side guide (1). 4. Undo screws holding cover (9) and detach cover.
6
7 8
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing conveyor belt
51
5. Undo screws holding brackets (7) and (8). 6. Remove side guide (6).
Side guide has been removed.
Installing side guide
Carry out the following procedures:
1. Installation is carried out in reverse order. 2. Check clearance between side guide and belt (5 - 8 mm).
Side guide has been installed. Side guide has been changed.
Changing conveyor belt
Parts of the drive station, angled pulley and of the belt guide station need to be removed in order to change the belt. Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently. Side guide has been removed. Conveyor belt has been slackened off.
Removing tail pulley
Carry out the following procedures:
1. Undo screws (1).
52
Repairs Changing conveyor belt
2. Remove cover (2) and spacer (3).
1 2 3
3. Undo screws holding retainer plate (2).
2
4. Push back retainer plate in direction of arrow. 5. Lift tail pulley (3) out of bearing bracket (4) and pull out of belt loop.
3 4
Tail pulley has been removed.
Removing belt bed
Carry out the following procedures:
1. Undo screws (1) on belt bed.
1
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing conveyor belt
53
2. Raise belt bed (2) on the operating side and remove by pulling sideways.
If the gear motor is mounted vertically, it may be necessary to turn the belt bed a little towards the tail pulley while removing. Belt bed has been removed.
Removing tail pulleys, Merge drive station
Carry out the following procedures:
1. Undo bolts (2) and remove finger guards (1) on both sides.
1 2
2. Detach tensioning arms (4) on both sides and remove tensioning roller
(3).
54
Repairs Changing conveyor belt
3. Mounting position of individual roller holders (5 to 10) are marked or
mark if necessary.
5
7 8
10
Roller holders are set at the factory. Do not undo lock nuts and adjusting screws of the roller holders! Only TRANSNORM Service technicians or TRANSNORM trained technicians are permitted to carry out this adjustment work.
4. Loosen threaded studs of roller holders on both sides and remove roller
holders.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing conveyor belt
55
5. Mark and remove tail pulleys (A, B, C).
A
Tail pulleys have been removed.
Removing tail pulleys, Divert drive station
Carry out the following procedures:
1. Undo bolts (2) and remove finger guards (1) on both sides.
1 2
2. Detach tensioning arms (4) on both sides and remove tensioning roller
(3).
56
Repairs Changing conveyor belt
3. Mounting position of individual roller holders (5 to 8) are marked or mark
if necessary.
5
Roller holders are set at the factory. Do not undo lock nuts and adjusting screws of the roller holders! Only TRANSNORM Service technicians or TRANSNORM trained technicians are permitted to carry out this adjustment work.
4. Loosen threaded studs of roller holders on both sides and remove roller
holders.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing conveyor belt
57
5. Mark and remove tail pulleys (A, B, C).
A
B C
Tail pulleys have been removed.
Removing upper section of guide station
Carry out the following procedures:
1. Undo screws (1) and remove coil springs (2) on both sides.
1
2. Remove upper section of guide station (3) in direction of arrows.
Upper section of guide station has been removed.
58
Repairs Changing conveyor belt
Removing conveyor belt
Carry out the following procedures:
1. Remove bolts (1) of lock (2).
2. Undo bolts (3) on underside of upper frame.
3. Swivel the entire upper frame (4) as far as possible towards the inside in
the direction of the operating side.
A gap is created between the frame section and lock.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing conveyor belt
59
4. Pull out belt loop (5) between both angled tail pulleys (6).
6 6 5
5. Remove belt from basic frame by pulling sideways through the gap.
Conveyor belt has been removed.
Installing conveyor belt
Carry out the following procedures:
1. Place belt centred in the basic frame.
The belt is unidirectional. Observe the mark (arrow) on the underside of the belt while installing.
2. Installation is carried out in reverse order.
Conveyor belt has been installed.
Installing upper section of guide station
Carry out the following procedures: Installation is carried out in reverse order. Upper section of guide station has been installed.
60
Repairs Changing conveyor belt
Installing tail pulleys, Carry out the following procedures: drive station
Installation is carried out in reverse order. Tail pulleys of drive station have been installed.
Installing belt bed
Carry out the following procedures: Installation is carried out in reverse order. Belt bed has been installed.
Installing tail pulley
Carry out the following procedures: Installation is carried out in reverse order. Tail pulley has been installed.
Tensioning conveyor Carry out the following procedures: belt
Carry out procedures as described under "Tensioning Conveyor Belt". Conveyor belt has been tensioned.
Installing side guide
Carry out the following procedures: Installation is carried out in reverse order. Side guide has been installed. Conveyor belt h as been changed.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Slackening/tensioning conveyor belt
61
Slackening/tensioning conveyor belt
Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently.
Removing covers
Carry out the following procedures:
1. Undo screws holding covers (1), (2) and (3).
1 2 3
2. Remove covers.
Covers have been removed.
Slackening belt, Merge drive station
Carry out the following procedures:
1. Note down set position for belt tension (see arrow).
1 2
2. Undo bolt (1) and lock nut (2) on both sides.
62
Repairs Slackening/tensioning conveyor belt
3. Turn tensioning nut (3) on both sides until the belt is fully slackened off.
Belt has been slackened off.
Slackening belt, Divert drive station
Carry out the following procedures:
1. Note down set position for belt tension (see arrow).
1 2
2. Undo bolt (1) and lock nut (2) on both sides. 3. Turn tensioning nut (3) on both sides until the belt is fully slackened off.
3
Belt has been slackened off.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Slackening/tensioning conveyor belt
63
Tensioning belt, Merge drive station
WARNING
Risk of injury - exposed machine parts! Limbs, hair and clothing may be caught in rotating machine parts, causing crush injuries. Wear close-fitting protective clothing. Wear a hairnet to cover long hair.
Carry out the following procedures:
1. Use tensioning nut (3) to set noted position on both sides.
3 1 2
2. Switch on machine. 3. Allow belt to complete several rotations. 4. Switch off machine. 5. Check position and correct if necessary. 6. Repeat steps 1 to 5 until the noted position is reached. 7. Tighten bolt (1) and lock nut (2) on both sides.
Belt has been tensioned.
64
Repairs Slackening/tensioning conveyor belt
Tensioning belt, Divert drive station
WARNING
Risk of injury - exposed machine parts! Limbs, hair and clothing may be caught in rotating machine parts, causing crush injuries. Wear close-fitting protective clothing. Wear a hairnet to cover long hair.
Carry out the following procedures:
1. Use tensioning nut (3) to set noted position on both sides.
3 1 2
2. Switch on machine. 3. Allow belt to complete several rotations. 4. Switch off machine. 5. Check position and correct if necessary. 6. Repeat steps 1 to 5 until the noted position is reached. 7. Tighten bolt (1) and lock nut (2) on both sides.
Belt has been tensioned.
Attaching covers
Carry out the following procedures: Installation is carried out in reverse order. Covers have been attached. Conveyor belt has been tensioned.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Replacing gear motor
65
Replacing gear motor
The position of the motor may vary from that shown in the illustrations. A modified torque support may be fitted depending on the type of motor. The motor position M4 and the motor type spur gear motor (SEW Type SA) is illustrated. It is necessary to remove but not replace the gear motor for certain maintenance and repair jobs. If the gear motor is to be replaced, make sure the new gear motor conforms to the spare parts list and prepare it for operation according to the manufacturer's instructions. Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently. Motor has cooled down.
Removing gear motor
WARNING
Increased risk of accident! Motor may tip over and crush limbs. Secure motor to prevent it dropping. Use lifting gear to lift motor on and off.
Carry out the following procedures:
1. Disconnect all electrical cables at the motor. 2. Remove cap (1). 3. Undo screws (2).
66
Repairs Replacing gear motor
4. Undo screws (3).
5. Undo screws (6) and turn bracket (5) to the side.
4
6. Detach gear motor (4) and place on suitable surface. 7. For replacement: remove torque support (7) and finger guard (8).
Gear motor has been removed.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Replacing drive pulley
67
Installing gear motor
Carry out the following procedures: Installation is carried out in reverse order. Apply assembly paste on shaft journal. Gear motor has been installed. Gear motor has been replaced.
Replacing drive pulley
Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently. Side guide has been removed. Conveyor belt has been slackened off. Gear motor has been removed.
Removing belt bed
Carry out the following procedures:
1. Undo screws (1). 2. Remove cover (2) and spacer (3).
1 2 3
3. Undo screws (4) on belt bed.
4
68
Repairs Replacing drive pulley
4. Raise belt bed (5) on the operating side and remove by pulling sideways.
Belt bed has been removed.
Removing tail pulleys, Merge drive station
Carry out the following procedures:
1. Undo bolts (2) and remove finger guards (1) on both sides.
1 2
2. Detach tensioning arms (4) on both sides and remove tensioning roller
(3).
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Replacing drive pulley
69
3. Mounting position of individual roller holders (5 to 10) are marked or
mark if necessary.
5
7 8
10
Roller holders are set at the factory. Do not undo lock nuts and adjusting screws of the roller holders! Only TRANSNORM Service technicians or TRANSNORM trained technicians are permitted to carry out this adjustment work.
4. Loosen threaded studs of roller holders on both sides and remove roller
holders.
70
Repairs Replacing drive pulley
5. Mark and remove tail pulleys (A, B, C).
A
Tail pulleys have been removed.
Removing tail pulleys, Divert drive station
Carry out the following procedures:
1. Undo bolts (2) and remove finger guards (1) on both sides.
1 2
2. Detach tensioning arms (4) on both sides and remove tensioning roller
(3).
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Replacing drive pulley
71
3. Mounting position of individual roller holders (5 to 8) are marked or mark
if necessary.
5
Roller holders are set at the factory. Do not undo lock nuts and adjusting screws of the roller holders! Only TRANSNORM Service technicians or TRANSNORM trained technicians are permitted to carry out this adjustment work.
4. Loosen threaded studs of roller holders on both sides and remove roller
holders.
72
Repairs Replacing drive pulley
5. Mark and remove tail pulleys (A, B, C).
A
B C
Tail pulleys have been removed.
Removing drive pulley
WARNING
Increased risk of accident! The drive pulley may tip over and crush limbs. Secure drive pulley to prevent it dropping. Use lifting gear to lift drive pulley on and off.
Carry out the following procedures:
1. Undo grub screws (1) of flange bearings on both sides. 2. Undo bolts (2) on both sides.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Replacing drive pulley
73
3. Fold back belt in direction of tail pulley.
4. Remove flange bearing (4) on both sides of drive pulley. 5. Remove drive pulley (4) by lifting upward.
Drive pulley has been removed.
Installing drive pulley Carry out the following procedures:
Installation is carried out in reverse order. Apply assembly paste on bearing seats of drive pulley on both sides. Drive pulley has been installed.
Installing tail pulleys
Carry out the following procedures: Installation is carried out in reverse order. Tail pulleys have been installed.
Installing belt bed
Carry out the following procedures: Installation is carried out in reverse order. Belt bed has been installed.
Installing gear motor
Carry out the following procedures: Installation is carried out in reverse order. Gear motor has been installed.
74
Repairs Changing tail pulleys
Tensioning conveyor Carry out the following procedures: belt
Carry out procedures as described under "Tensioning Conveyor Belt". Conveyor belt has been tensioned.
Installing side guide
Carry out the following procedures: Installation is carried out in reverse order. Side guide has been installed. Drive pulley has been replaced.
Changing tail pulleys
Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently. Side guide has been removed. Conveyor belt has been slackened off.
Removing tail pulley
Carry out the following procedures:
1. Undo screws (1). 2. Remove cover (2) and spacer (3).
1 2 3
3. Undo screws holding retainer plate (2).
2
4. Push back retainer plate in direction of arrow.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing tail pulleys
75
5. Lift tail pulley (3) out of bearing bracket (4) and pull out of belt loop.
3 4
Tail pulley has been removed.
Installing tail pulley
Carry out the following procedures: Installation is carried out in reverse order. Tail pulley has been installed.
Removing tail pulleys, Merge drive station
Carry out the following procedures:
1. Undo bolts (2) and remove finger guards (1) on both sides.
1 2
2. Detach tensioning arms (4) on both sides and remove tensioning roller
(3).
76
Repairs Changing tail pulleys
3. Mounting position of individual roller holders (5 to 10) are marked or
mark if necessary.
5
7 8
10
Roller holders are set at the factory. Do not undo lock nuts and adjusting screws of the roller holders! Only TRANSNORM Service technicians or TRANSNORM trained technicians are permitted to carry out this adjustment work.
4. Loosen threaded studs of roller holders on both sides and remove roller
holders.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing tail pulleys
77
5. Mark and remove tail pulleys (A, B, C).
A
Tail pulleys have been removed.
Installing tail pulleys, Carry out the following procedures: Merge drive station
Installation is carried out in reverse order. Tail pulleys have been installed.
Removing tail pulleys, Divert drive station
Carry out the following procedures:
1. Undo bolts (2) and remove finger guards (1) on both sides.
1 2
2. Detach tensioning arms (4) on both sides and remove tensioning roller
(3).
78
Repairs Changing tail pulleys
3. Mounting position of individual roller holders (5 to 8) are marked or mark
if necessary.
5
Roller holders are set at the factory. Do not undo lock nuts and adjusting screws of the roller holders! Only TRANSNORM Service technicians or TRANSNORM trained technicians are permitted to carry out this adjustment work.
4. Loosen threaded studs of roller holders on both sides and remove roller
holders.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing tail pulleys
79
5. Mark and remove tail pulleys (A, B, C).
A
B C
Tail pulleys have been removed.
Installing tail pulleys, Carry out the following procedures: Divert drive station
Installation is carried out in reverse order. Tail pulleys have been installed.
Tensioning conveyor Carry out the following procedures: belt
Carry out procedures as described under "Tensioning Conveyor Belt". Conveyor belt has been tensioned.
Installing side guide
Carry out the following procedures: Installation is carried out in reverse order. Side guide has been installed. Tail pulleys have been changed.
80
Repairs Checking/changing belt guide station
Checking/changing belt guide station
The belt guide station makes sure that the belt runs straight. The belt running offset can be caused by one-sided loading of the machine. When the belt runs to the side it runs against a sensor roller that shifts the guide station. In this way, the guide station counteracts the belt offset. Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently. Side guide has been removed.
Removing belt bed
Carry out the following procedures:
1. Undo screws (1). 2. Remove cover (2) and spacer (3).
1 2 3
3. Undo screws (4) on belt bed.
4
4. Raise belt bed (5) on the operating side and remove by pulling sideways.
Belt bed has been removed.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Checking/changing belt guide station
81
Removing upper section of guide station
Carry out the following procedures:
1. Undo screws (1) and remove washers (2) and coil springs (3) on both
sides.
1 2 3 4
2. Remove upper section of guide station (4) in direction of arrows.
Upper section of guide station has been removed.
Removing cover
Carry out the following procedures: Undo screws (5) and detach cover (6).
5 6
Cover has been removed.
Checking guide station
Carry out the following procedures:
1. Check that all guide rollers turn easily. 2. Check that all guide rollers are securely fitted and not damaged. 3. Check that lower section of guide station (7) swivels easily.
It must be possible for the guide station to swivel easily from side to side up to the limit stops.
82
Repairs Checking/changing belt guide station
4. Replace guide station if damaged.
Belt guide station has been checked.
Removing lower section of guide station
Carry out the following procedures:
1. Undo screws (7).
2. Remove lower section of guide station (8) in direction of arrows.
Lower section of guide station has been removed.
Installing guide station
Carry out the following procedures: Installation is carried out in reverse order. Guide station has been installed.
Installing belt bed
Carry out the following procedures: Installation is carried out in reverse order. Belt bed has been installed.
Installing side guide
Carry out the following procedures: Installation is carried out in reverse order. Side guide has been installed. Belt guide station has been checked/changed.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Repairs Changing rubber spring element
83
Changing rubber spring element
Change rubber spring elements on both sides. Precondition: Machine has been shut down. Machine has been secured to prevent it being switched on inadvertently. Conveyor belt has been slackened off.
Removing rubber spring element
Carry out the following procedures:
1. Detach tensioning arm (1). 2. Loosen grub screw (2) and remove rubber spring element (3).
1 2
Rubber spring element has been removed.
Fitting rubber spring element
Carry out the following procedures: Installation is carried out in reverse order. Rubber spring element has been fitted.
Tensioning conveyor Carry out the following procedures: belt
Carry out procedures as described under "Tensioning Conveyor Belt". Conveyor belt has been tensioned. Rubber spring elements have been changed.
84
Repairs Changing rubber spring element
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Troubleshooting What to do if ...
85
Troubleshooting
This section provides information on what to do should malfunctions ever occur. A malfunction can have several possible causes.
What to do if ...
Mechanical malfunctions Malfunction Machine shuts down Possible cause Power supply disrupted Error message Motor defective, motor brake (optional) blocked Machine shuts down with motor running Pulley journal broken Drive pulley does not drive belt Corrective measures Have technical personnel establish and eliminate the problem Replace motor Replace drive pulley Clean drive pulley, check friction lining and replace if necessary Readjust tensioning arms Remove foreign body Ensure load is spread evenly Remove foreign body Check operation of guide station Have problem rectified by TS Service technician Readjust tensioning arms Check motor oil level and top up if necessary or replace motor. Check pulley journal and flange bearing and replace if necessary Replace flange bearing Replace roller
Belt movement jerky
Insufficient belt tension Belt blocked by foreign body
Belt runs to side
One-sided load Belt blocked by foreign body Guide station inoperative Tail pulley misaligned, seal broken Insufficient belt tension
Abnormal noise from gear motor Abnormal noise from flange bearings
Insufficient motor lubrication (leak) Pulley journal turns in inner race of flange bearing Roller bearing defective
Abnormal noise from tail pulleys
Roller bearing defective
86
Troubleshooting Motor and gear unit
Motor and gear unit
Should a fault occur in the drive motor, please refer to the operating instructions provided by the motor manufacturer for information on how to remedy the fault. The operating instructions of the motor are an integral part of the installation.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Decommissioning and disposal Main components of the machine
87
Decommissioning and disposal
Machine disposal
Observe the applicable local waste disposal regulations, if parts of the machine or the complete machine are to be disposed of. The regulations will stipulate whether the machine has to be dismantled for disposal and how the individual components may be recycled. Also observe the operating instructions of the individual components of the machine. Carry out the following procedures:
1. Shut down machine and disconnect from electrical power supply. 2. Drain and dispose of all consumable materials. 3. Dismantle the machine according to the statutory regulations in the
country of use. The machine has been disposed of.
Main components of the machine
The following table provides information on the various materials and substances that can be found in the machine. Actual constituents may vary depending on the individual design.
Main components of the machine Description Basic frame Conveyor belt, drive belt Material Aluminium / steel May consist of the following materials: Polyurethane (PU) Polyvinyl chloride (PVC) May consist of the following materials: Wood Steel Stainless steel Polyethylene (PE) Steel
Belt bed
Supports
88
Decommissioning and disposal Main components of the machine
Main components of the machine (contd.) Description Covers Pulleys Conveyor rollers Gear motor Material Steel plate / aluminium plate Steel, polyurethane-coated (PUR) / steel Steel / plastic Cast iron, steel, copper
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Contact Headquarters
89
Contact
Should you have any queries or difficulties while performing installation, maintenance or repair work or during operation, please first consult the relevant section of the operating instructions. If this information does not solve your problem, please contact TRANSNORM SYSTEM GmbH.
Headquarters
Germany TRANSNORM SYSTEM GmbH Frster Str. 2 D-31177 Harsum
Tel. +49 (0) 5127 4020
Fax +49 (0) 5127 4400
e-mail: info@transnorm.de http://www.transnorm.de
Subsidiaries, branches and distributors worldwide
Subsidiaries Great Britain TRANSNORM SYSTEM Ltd. Ashchurch Industrial Estate Tewkesbury Gloucestershire GL20 8TD Tel. +44 (0) 16 84 29 11 00 Fax +44 (0) 16 84 29 15 50 e-mail: sales@transnorm.co.uk USA TRANSNORM SYSTEM Inc. 2810 Avenue E East Arlington, Texas 76011 Tel. +1 (0) 97 26 06 03 03 Fax +1 (0) 97 26 06 07 68 e-mail: sales@transnorm.com
90
Contact Subsidiaries, branches and distributors worldwide
Malaysia TRANSNORM SYSTEM Sdn. Bhd. 30, Jalan 18 Taman Sri Kluang 86000 Kluang Johor Darul Takzim Tel. +60 (0) 77 77 19 17 Fax +60 (0) 77 77 19 28 e-mail: info@transnorm.com.my
Branches Netherlands TRANSNORM SYSTEM GmbH Sales Unit Benelux Sportlaan 261 3364 DK Sliedrecht Tel. +31 (0) 1 84 43 31 00 Fax +31 (0) 1 84 49 93 71 e-mail: sales.nl@transnorm.de France TRANSNORM SYSTEM GmbH Bureau France Btiment B - Paris Nord 2 69, Rue de la Belle Etoile 95940 Roissy Charles de Gaulle Cedex Tel. +33 (0) 1 48 63 70 61 Fax +33 (0) 1 48 63 05 62 e-mail: eric.cornec@transnorm.de
Distributors Denmark Nerak A/S. Viborgvej 22-24 8600 Silkeborg Tel. +45 (0) 70 26 50 04 Fax +45 (0) 70 23 50 04 e-mail: nerak@email.dk Switzerland Frei Frdertechnik AG Schwarzbachstrae 26 3113 Rubigen Tel. +41 (0) 3 17 20 56 56 Fax +41 (0) 3 17 20 56 55 e-mail: frei.frdertechnik@spectraweb.de
Spain J. Hernando c/ Iplacea n 6 Poligono Industrial Las Matillas
Austria BFM Industrieeinrichtungen GmbH & Co. KG Leobersdorfer Strae 31-33
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
Contact Service branches - Germany
91
(contd.) Spain 28803 Alcal de Henares (Madrid) Tel. +34 (0) 9 18 79 62 86 Fax +34 (0) 9 18 79 78 70 e-mail: info@jhernando.com Austria 2552 Hirtenberg Tel. +43 (0) 2 25 68 17 13 Fax +43 (0) 2 25 68 17 34 e-mail: bfm@hirtenberger.at
United Arab Emirates Broadway Transmission Systems Services (L.L.C.) P.O. Box 251755 Dubai Tel. +971 (0) 42 72 02 76 Fax +971 (0) 42 72 02 76 e-mail: broadwaytss@gmail.com
Service branches - Germany
Service branch - North Manfred Fernandez Tel. 040 / 76 59 686 Fax 040 / 76 50 682 Mobile 01 72 / 51 00 976 Service branch - Central Frank Bernutz Tel. 0 50 31 / 9 02 03 20 Fax 0 50 31 / 9 02 03 21 Mobile 01 72 / 43 82 507
Service branch - West Saverio Gadaleta Tel. 0 21 73 / 93 82 48 Fax 0 21 73 / 93 82 76 Mobile 01 72 / 97 12 877
Service branch - South Marko Kilank Tel. 0 71 43 / 96 46 68 Fax 0 71 43 / 96 58 51 Mobile 01 72 / 43 82 446
92
Contact Suggestions and information
Suggestions and information
...regarding the machine or this documentation should be sent to the first address listed above.
Operating instructions: Angled-belt conveyor TS 6200-10 Version 2.0, 13.01.2011
You might also like
- Install and Maintain Meatball MachineDocument38 pagesInstall and Maintain Meatball MachinealvaroNo ratings yet
- Maintain Conveyor SystemsDocument43 pagesMaintain Conveyor SystemsTamal Tanu RoyNo ratings yet
- DE-50-AV Dual Auger FillerDocument18 pagesDE-50-AV Dual Auger FillerJoão BaptistaNo ratings yet
- Model 7900Document73 pagesModel 7900Carlos MartínezNo ratings yet
- Smart, Tough and Accurate Weighing SolutionsDocument8 pagesSmart, Tough and Accurate Weighing Solutionsdeden rahardyansyahNo ratings yet
- Conveyor Systems by Duerr enDocument6 pagesConveyor Systems by Duerr enh_eijy2743No ratings yet
- The Right Equipment For The Job: Helix® Flexible Screw ConveyorDocument6 pagesThe Right Equipment For The Job: Helix® Flexible Screw ConveyorjaimeNo ratings yet
- Haysen Instruction ManualDocument42 pagesHaysen Instruction Manualfsafas0% (1)
- Hytrol CatalogDocument410 pagesHytrol CatalogLucas PaixãoNo ratings yet
- MK Conveyor TechnologyDocument308 pagesMK Conveyor TechnologyironalejanNo ratings yet
- Conveyorchains HitachiDocument173 pagesConveyorchains HitachiLLNo ratings yet
- X-Ray Infeed Conveyor Spare Parts ManualDocument83 pagesX-Ray Infeed Conveyor Spare Parts ManualJames CoffeyNo ratings yet
- Belt RipDocument18 pagesBelt Ripgopi_ggg20016099No ratings yet
- Conveying Solutions - BrochureDocument11 pagesConveying Solutions - BrochureOdael Pompa - GeneralNo ratings yet
- 90 Belt Transfer Unit or Steerable Diverter Latest Product Shorting Technology For ConveyorDocument7 pages90 Belt Transfer Unit or Steerable Diverter Latest Product Shorting Technology For ConveyorImpel IntralogisticsNo ratings yet
- Information On Bridge Cranes, Overhead Cranes, Single Girder Cranes, Double Girder Cranes, Top Running Cranes and Under Running Cranes PDFDocument5 pagesInformation On Bridge Cranes, Overhead Cranes, Single Girder Cranes, Double Girder Cranes, Top Running Cranes and Under Running Cranes PDFvenkatrangan2003No ratings yet
- CS 5200 Operating ManualDocument15 pagesCS 5200 Operating ManualJoan LamedaNo ratings yet
- Pac Line 6 Page 2010Document6 pagesPac Line 6 Page 2010Jaime HonigmanNo ratings yet
- Auto Combination WeigherDocument8 pagesAuto Combination WeigherSEHATI TEKNOLOGINo ratings yet
- EDP Product Service Guide 2020 A5 Booklet Compressed Compressed Compressed 1Document72 pagesEDP Product Service Guide 2020 A5 Booklet Compressed Compressed Compressed 1Guillermo SoteloNo ratings yet
- Edda 1500 Kanepe PaketlemeDocument25 pagesEdda 1500 Kanepe PaketlemeEMRE KAAN USTA100% (1)
- GE 6500 SX 35640-gb - 12-12 PDFDocument50 pagesGE 6500 SX 35640-gb - 12-12 PDFArdi NuaryNo ratings yet
- INNOPACK KISTERS SP B SHRINK PACKER BASIC PACKAGINGDocument2 pagesINNOPACK KISTERS SP B SHRINK PACKER BASIC PACKAGINGDrdbuoiu Poiñhb Monihugy100% (2)
- Synergy Shuttle ConveyorDocument5 pagesSynergy Shuttle ConveyorTamal Tanu RoyNo ratings yet
- Goodyear Conveyor Belting PDFDocument100 pagesGoodyear Conveyor Belting PDFhasan arif100% (1)
- Belt Tracking GuideDocument4 pagesBelt Tracking Guidekeira_designNo ratings yet
- Check WeigherDocument57 pagesCheck WeigherozmenNo ratings yet
- SCS Conveyor System SCS Conveyors and SCS-L Conveyors Operator ManualDocument139 pagesSCS Conveyor System SCS Conveyors and SCS-L Conveyors Operator Manualtranle2283No ratings yet
- Sw-Pl1 Vertical Weighing Packaging System: 1. ApplicationDocument8 pagesSw-Pl1 Vertical Weighing Packaging System: 1. ApplicationAlvaro DiazNo ratings yet
- Conveyor Hytrol 25LRA PDFDocument32 pagesConveyor Hytrol 25LRA PDFRonald UtriaNo ratings yet
- Fatigue Failures of Welded Conveyor DrumsDocument11 pagesFatigue Failures of Welded Conveyor DrumsWashington MoraisNo ratings yet
- Bosch Guide To Flow Wrapping enDocument30 pagesBosch Guide To Flow Wrapping engherla_bogdanNo ratings yet
- Instruction and Spare Part Manual: Type: Evolution Model: 1R.9.36.126 - Neck Handling YEAR: 2013 Ref.: BielorussiaDocument524 pagesInstruction and Spare Part Manual: Type: Evolution Model: 1R.9.36.126 - Neck Handling YEAR: 2013 Ref.: BielorussiaVasiliyNo ratings yet
- Sealer Closer-Instruction ManualDocument111 pagesSealer Closer-Instruction Manualsuberec100% (1)
- Siat Famf1semiautoDocument80 pagesSiat Famf1semiautoSARAMQRNo ratings yet
- 8 Sortation Module 1 Accum Merge InductDocument52 pages8 Sortation Module 1 Accum Merge Inductautomotionconveyors100% (2)
- Habasit Conveyor SelectionDocument78 pagesHabasit Conveyor SelectionAnand PatelNo ratings yet
- Ebp 650 - 2Document52 pagesEbp 650 - 2Lau AlexNo ratings yet
- Pneumatic Scissor Lift ManualDocument14 pagesPneumatic Scissor Lift ManualGptc ChekkanuraniNo ratings yet
- Haacon 4202+4585 Gebruiksaanwijzing enDocument6 pagesHaacon 4202+4585 Gebruiksaanwijzing enBasvanLeeuwen100% (2)
- Palletizing Options For Cases, Trays And BundlesDocument16 pagesPalletizing Options For Cases, Trays And BundlestintucinbNo ratings yet
- Types of Palletisers Compared: Manual, Conventional & RoboticDocument5 pagesTypes of Palletisers Compared: Manual, Conventional & RoboticRamalingam GovindarasuNo ratings yet
- 8 Sortation Module 2 Sorters AftersortsDocument65 pages8 Sortation Module 2 Sorters AftersortsautomotionconveyorsNo ratings yet
- Conveyor Assembly Manual PDFDocument68 pagesConveyor Assembly Manual PDFzaiayra71No ratings yet
- Brochure Tubular DragDocument2 pagesBrochure Tubular DragIvo KovachevNo ratings yet
- Conveyor Belt: Installation, Maintenance & Troubleshooting GuideDocument5 pagesConveyor Belt: Installation, Maintenance & Troubleshooting GuideGuru Raja Ragavendran Nagarajan100% (1)
- CB-VG52B Continuous Motion Machine (High Speed ManualDocument8 pagesCB-VG52B Continuous Motion Machine (High Speed ManualPaolo AltobelNo ratings yet
- Little Angel 500LPHDocument5 pagesLittle Angel 500LPHMohamed HaneefaNo ratings yet
- FCS-13USN Carton Taping Machine Operation Manual: Machine Model Date IssueDocument14 pagesFCS-13USN Carton Taping Machine Operation Manual: Machine Model Date IssueTheodora StefanNo ratings yet
- Block Rotation and Rope Stability PDFDocument3 pagesBlock Rotation and Rope Stability PDFAnshul AsthanaNo ratings yet
- Chronos Richardson Bag PaletiserDocument38 pagesChronos Richardson Bag Paletisernmarkov80No ratings yet
- TC3 - Op - Man - Rev B 2011-04-15allDocument91 pagesTC3 - Op - Man - Rev B 2011-04-15alljosue nievesNo ratings yet
- Article Linear Weigh Filler Packaging MachineDocument2 pagesArticle Linear Weigh Filler Packaging MachineMayank ShekharNo ratings yet
- Conveyor Belt Inspection ChecklistDocument9 pagesConveyor Belt Inspection ChecklistalungpadangNo ratings yet
- Conveyor Chain Installation, Maintenance, & Best Practices - 001Document19 pagesConveyor Chain Installation, Maintenance, & Best Practices - 001num fistismNo ratings yet
- Drive Formulae - LENZE The Compact Formula CollectionDocument108 pagesDrive Formulae - LENZE The Compact Formula Collectionhiloactive100% (1)
- Smigroup enDocument30 pagesSmigroup enSNNo ratings yet
- 04.01 Operating Manual EC-M-HD Bst2014 3.0Document181 pages04.01 Operating Manual EC-M-HD Bst2014 3.0Sergio TreviñoNo ratings yet
- Ka01065fen 0216Document48 pagesKa01065fen 0216Navin KumarNo ratings yet
- Original User Manual for Screw Air CompressorDocument60 pagesOriginal User Manual for Screw Air CompressorluisNo ratings yet
- Eng 200 Unit 1 Key TermsDocument9 pagesEng 200 Unit 1 Key TermsKadir GNo ratings yet
- Engine Room ManagementDocument15 pagesEngine Room ManagementNitin ChaurasiaNo ratings yet
- Bahan Ajar Able Deck Perawatan Dan Perbaikan KapalDocument31 pagesBahan Ajar Able Deck Perawatan Dan Perbaikan KapalFachri A. AchmadNo ratings yet
- SAP PM Interview QuestionsDocument14 pagesSAP PM Interview QuestionsPraveen PaviNo ratings yet
- ISO Cleanliness CodesDocument2 pagesISO Cleanliness CodesFrederikusNo ratings yet
- Maintenance functions plant equipment buildingsDocument2 pagesMaintenance functions plant equipment buildingsrajesh G.BNo ratings yet
- HFE Safety in Design Ergonomic Approach - Alvin ADocument29 pagesHFE Safety in Design Ergonomic Approach - Alvin AafifahNo ratings yet
- Segmented Ball Valves s19 Om en UsDocument19 pagesSegmented Ball Valves s19 Om en UsGuillermo GutierrezNo ratings yet
- Bucket Wheel and Drum Reclaimers en Web PDFDocument13 pagesBucket Wheel and Drum Reclaimers en Web PDFDirceu NascimentoNo ratings yet
- Wrench Time Analysis: SeriesDocument27 pagesWrench Time Analysis: Seriespradeep1987coolNo ratings yet
- CS 45 KM Maintenance ManualDocument149 pagesCS 45 KM Maintenance ManualAnderson VieiraNo ratings yet
- HLeiteDocument6 pagesHLeiteLê Trung DũngNo ratings yet
- ICCCBE 2010 AkcameteDocument8 pagesICCCBE 2010 AkcameteEduardo MenaNo ratings yet
- Pas 222Document28 pagesPas 222Aline GrilloNo ratings yet
- Tle Epas 8-Q2-M1Document15 pagesTle Epas 8-Q2-M1Mark Angelo FloresNo ratings yet
- Crane maintenance guide covering inspection, cleaning, lubrication and safetyDocument176 pagesCrane maintenance guide covering inspection, cleaning, lubrication and safetyDarwin Tovar ZuriqueNo ratings yet
- DOE-NNSA Expiring Contracts List (As of 6.3.20)Document446 pagesDOE-NNSA Expiring Contracts List (As of 6.3.20)FEB UNWIMNo ratings yet
- Medical Devices - SOP 6 - Service Repair and Maintenance of Medical DevicesDocument8 pagesMedical Devices - SOP 6 - Service Repair and Maintenance of Medical DevicesShoaib KhanNo ratings yet
- Republic Act No 917Document12 pagesRepublic Act No 917LizzzNo ratings yet
- Guide for UV/Chemical Oxidation DesignDocument3 pagesGuide for UV/Chemical Oxidation DesignMagin Idelfonso TorreblancaNo ratings yet
- Saeco Royal Office User ManualDocument30 pagesSaeco Royal Office User ManualBlaxPryhNo ratings yet
- Comprehensive Leak Detection: Service Data SheetDocument2 pagesComprehensive Leak Detection: Service Data SheetAnonymous alQXB11EgQNo ratings yet
- Assembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Document15 pagesAssembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Sandro Garcia Olimpio100% (1)
- Building Maintenance Inspection and Facilities Assessment: Case Study: Office Block A2, University Malaysia PahangDocument11 pagesBuilding Maintenance Inspection and Facilities Assessment: Case Study: Office Block A2, University Malaysia PahangNrsyfqah SuleimanNo ratings yet
- MAS Training Courses 2020Document11 pagesMAS Training Courses 2020Mohamed ElnahNo ratings yet
- Parts Manual MX PDFDocument17 pagesParts Manual MX PDFANDRESNo ratings yet
- TM 9-1240-413-13&P S60288Document208 pagesTM 9-1240-413-13&P S60288SGTWardogNo ratings yet
- Spantech Mro Hangar: Maintenance, Repair and Overhaul Hangar For The Aviation IndustryDocument7 pagesSpantech Mro Hangar: Maintenance, Repair and Overhaul Hangar For The Aviation IndustryShaikh Muhammad AteeqNo ratings yet
- Um CRC 00 Z 08 20 enDocument44 pagesUm CRC 00 Z 08 20 enkunkzNo ratings yet