You might also like
- Acid Storage Tank MaterialDocument2 pagesAcid Storage Tank MaterialOky Andytya PratamaNo ratings yet
- Materials and Fabrication Selection - Problem Set 1Document7 pagesMaterials and Fabrication Selection - Problem Set 1Franz Patrick CamaroNo ratings yet
- Flare Tip FailureDocument4 pagesFlare Tip FailuremohammadazraiNo ratings yet
- Thermal Spray Coatings of Zinc and Aluminum Zinc MetallizingDocument37 pagesThermal Spray Coatings of Zinc and Aluminum Zinc MetallizingromwamaNo ratings yet
- Thermal SprayDocument35 pagesThermal SprayLalu SuhaimiNo ratings yet
- Welding Cryogenic Tanks Using 9% Nickel SteelDocument4 pagesWelding Cryogenic Tanks Using 9% Nickel SteelAmy DavisNo ratings yet
- Waste CladdingDocument9 pagesWaste CladdingBruno AgueroNo ratings yet
- High Temperature Corrosion Exh ValvesDocument6 pagesHigh Temperature Corrosion Exh ValvesCvita CvitićNo ratings yet
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- Heat Treatment Processes Explained for Boiler InspectionsDocument3 pagesHeat Treatment Processes Explained for Boiler InspectionsRobinNo ratings yet
- S-156-Eng 97Document19 pagesS-156-Eng 97coolguy12345No ratings yet
- Equipment Design HW01Document4 pagesEquipment Design HW01Grin NikiforovNo ratings yet
- Sulfuric Acid HandbookDocument44 pagesSulfuric Acid Handbookramsrivatsan50% (2)
- Titanium 101Document19 pagesTitanium 101MOHAN100% (2)
- New Microsoft Word DocumentDocument56 pagesNew Microsoft Word DocumentshabeekmNo ratings yet
- Sintering Stainless SteelDocument42 pagesSintering Stainless SteelSteve GreenNo ratings yet
- Nickel Alloys For Sulfuric Acid ProductionDocument5 pagesNickel Alloys For Sulfuric Acid ProductionHeanjiaAlloysNo ratings yet
- ANODIZING OF ALUMINUM: THE PROCESS AND EQUIPMENTDocument18 pagesANODIZING OF ALUMINUM: THE PROCESS AND EQUIPMENTn4alpacaNo ratings yet
- Chrome PlatingDocument11 pagesChrome PlatingMahesh Babu100% (1)
- Acid Storage DesignDocument1 pageAcid Storage DesignEugenio OlivaresNo ratings yet
- Corrosion-Resistant Braze Joints: Novel, High-Chromium Containing Braze Filler MetalsDocument4 pagesCorrosion-Resistant Braze Joints: Novel, High-Chromium Containing Braze Filler MetalsJorge Luis Olivar QuinteroNo ratings yet
- Chemical Resistance Guide For Valves: March 25, 2010Document11 pagesChemical Resistance Guide For Valves: March 25, 2010akramhomriNo ratings yet
- Duplex Stainless Steels in Chemical IndustryDocument8 pagesDuplex Stainless Steels in Chemical IndustryCarlos Ortega JonesNo ratings yet
- Project 11 - Rustproofing Treatments For Steel Water TanksDocument6 pagesProject 11 - Rustproofing Treatments For Steel Water TanksMohd DanishNo ratings yet
- A Study of Caustic Corrosion of Carbon Steel Waste TanksDocument10 pagesA Study of Caustic Corrosion of Carbon Steel Waste Tanksbipete69No ratings yet
- Technical Bulletin - ECOSS - FAQDocument3 pagesTechnical Bulletin - ECOSS - FAQINPNo ratings yet
- About Titanium WeldingDocument6 pagesAbout Titanium Weldingckkashyap0007No ratings yet
- Welding 9%ni SteelsDocument9 pagesWelding 9%ni SteelspmoinoNo ratings yet
- Meeting legislation and exceeding performance with trivalent passivation systemsDocument2 pagesMeeting legislation and exceeding performance with trivalent passivation systemskarthegreNo ratings yet
- Plasma Spray Coating On PistonDocument45 pagesPlasma Spray Coating On Pistonrajkiran_rajNo ratings yet
- ALTERNATIVES To Hexavalent Chromium and Chromium PlatingDocument4 pagesALTERNATIVES To Hexavalent Chromium and Chromium PlatingClaudio SiqueiraNo ratings yet
- Material Selection and Corrosion Resistant AlloysDocument4 pagesMaterial Selection and Corrosion Resistant Alloysعزت عبد المنعمNo ratings yet
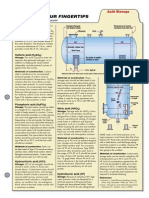
- Acid StorageDocument1 pageAcid StorageChelsea SkinnerNo ratings yet
- 16 - Todd Outman - Corrosion Protection For Steel Fuel TanksDocument16 pages16 - Todd Outman - Corrosion Protection For Steel Fuel TanksMohd DanishNo ratings yet
- Boiler Tube GradesDocument12 pagesBoiler Tube Gradesfelram100% (1)
- EngineeringWithCladSteel2ndEd PDFDocument24 pagesEngineeringWithCladSteel2ndEd PDFUNIISCRIBDNo ratings yet
- AISI Steel Plate Engineering Data Volumes 1 and 2Document135 pagesAISI Steel Plate Engineering Data Volumes 1 and 2Dinh Nguyen Dao100% (1)
- Rules of ThumbDocument35 pagesRules of ThumbIbrahim Al-HammadiNo ratings yet
- Most Common Steels Used in Process Piping Industry: A LiteratureDocument38 pagesMost Common Steels Used in Process Piping Industry: A LiteraturekarunaNo ratings yet
- New corrosion-resistant low-alloy steel developed for acid dew environmentsDocument8 pagesNew corrosion-resistant low-alloy steel developed for acid dew environmentsTuan Dang50% (2)
- Anodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLDocument11 pagesAnodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLpunkassbobNo ratings yet
- Atmospheric Above Ground Tank Storage of Methanol: Methanol Safe Handling Technical BulletinDocument6 pagesAtmospheric Above Ground Tank Storage of Methanol: Methanol Safe Handling Technical BulletinRyan FebrinoNo ratings yet
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranNo ratings yet
- Water: Material Storage: SteelDocument4 pagesWater: Material Storage: SteelPutri KurniasariNo ratings yet
- The purpose of preheat and hydrogen cracking preventionDocument6 pagesThe purpose of preheat and hydrogen cracking preventionSankar GaneshNo ratings yet
- Stainless SteelsDocument3 pagesStainless SteelsAbdul WahabNo ratings yet
- Chap-10 Materials and Fabrication SelectionDocument51 pagesChap-10 Materials and Fabrication SelectionSuprio KamalNo ratings yet
- Hydrogen in Material SelectionDocument4 pagesHydrogen in Material SelectionAsad Bin Ala Qatari0% (1)
- Sea Transport of Liquid Chemicals in Bulk PDFDocument131 pagesSea Transport of Liquid Chemicals in Bulk PDFDiana MoralesNo ratings yet
- Corrosion and Cracking in Recovery Boiler TubesDocument8 pagesCorrosion and Cracking in Recovery Boiler Tubeslambu_ladNo ratings yet
- Po 30 SuDocument12 pagesPo 30 Sunilnilen2009No ratings yet
- The Aircraft Engineer 1934Document94 pagesThe Aircraft Engineer 1934Mark Evan SalutinNo ratings yet
- Titanium Welding ProcedureDocument5 pagesTitanium Welding ProcedureHarminder KumarNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Rathish ResumeDocument6 pagesRathish ResumePriyanathan ThayalanNo ratings yet
- Organic Solvents Heat Exchanger DesignDocument40 pagesOrganic Solvents Heat Exchanger Designprateek_bhoirNo ratings yet
- Shell and Tube Heat ExchangerDocument19 pagesShell and Tube Heat Exchangerhuangjl33% (3)
- Sizing Air ReceiverDocument3 pagesSizing Air ReceiverAnkon Mukherjee100% (3)
- Dolby HomeTheaterSetupGuide 5.1Document5 pagesDolby HomeTheaterSetupGuide 5.1Milan MijailovicNo ratings yet
- Shell & Tube HX Design (Rev1)Document32 pagesShell & Tube HX Design (Rev1)Priyanathan ThayalanNo ratings yet
- Thermal Expansion CalculatorDocument2 pagesThermal Expansion CalculatorPriyanathan ThayalanNo ratings yet
- 620Document33 pages620ccricaNo ratings yet
- EXAMPLE - METHOD 2 (Statistical) Depth of Engagement - Pipe - Pressure ApplicationDocument6 pagesEXAMPLE - METHOD 2 (Statistical) Depth of Engagement - Pipe - Pressure ApplicationdakidofdaboomNo ratings yet
- Site FacilitiesDocument1 pageSite FacilitiesPriyanathan ThayalanNo ratings yet
- BeamsDocument21 pagesBeamsSrinivas TanarapuNo ratings yet
- Surge TankDocument1 pageSurge TankPriyanathan ThayalanNo ratings yet
- 360brake BrakingTips 73564ADDD04FADocument3 pages360brake BrakingTips 73564ADDD04FAPriyanathan ThayalanNo ratings yet
- R134 ADocument59 pagesR134 ABing TzuanNo ratings yet
- Clarified Water PumpDocument1 pageClarified Water PumpPriyanathan ThayalanNo ratings yet
- Fuel Oils Chemical and Physical DetailsDocument6 pagesFuel Oils Chemical and Physical DetailsPriyanathan ThayalanNo ratings yet
- SBES Organization ProfileDocument9 pagesSBES Organization ProfilePriyanathan ThayalanNo ratings yet
- Air Cooler Design Sheiko PDFDocument22 pagesAir Cooler Design Sheiko PDFJason ThomasNo ratings yet
- Types of Steel Grades and Their PropertiesDocument2 pagesTypes of Steel Grades and Their PropertiesPriyanathan ThayalanNo ratings yet
- Fan SilenserDocument6 pagesFan SilenservrgohilNo ratings yet
- Sbes Profile PDFDocument7 pagesSbes Profile PDFPriyanathan ThayalanNo ratings yet
- Base Silencers For Rotary Positive Blowers: Building Sound SolutionsDocument4 pagesBase Silencers For Rotary Positive Blowers: Building Sound SolutionsPriyanathan ThayalanNo ratings yet
- 4) Power Plants 5) Hydraulic Equipments: ManpowerDocument1 page4) Power Plants 5) Hydraulic Equipments: ManpowerPriyanathan ThayalanNo ratings yet
- How To Calculate Duty and Surface Area of Heat Ex ChangersDocument7 pagesHow To Calculate Duty and Surface Area of Heat Ex ChangersJohn Obidi100% (2)
- VB and PB GA DrawingDocument1 pageVB and PB GA DrawingPriyanathan ThayalanNo ratings yet
- Basic Piping DesignDocument4 pagesBasic Piping DesignPriyanathan ThayalanNo ratings yet
- North: 100.30 Avg - GL 100.00 Avg - GL 100.30Document1 pageNorth: 100.30 Avg - GL 100.00 Avg - GL 100.30Priyanathan ThayalanNo ratings yet
- Hydro EnggDocument11 pagesHydro EnggPriyanathan ThayalanNo ratings yet
- 14033Document2 pages14033Priyanathan ThayalanNo ratings yet
- Practical Guide To Industrial Boiler SystemsDocument375 pagesPractical Guide To Industrial Boiler Systemssumeet0827100% (19)
- Adhesion To Fluoropolymers (Ralf - H. - Dahm, - Derek - M. - Brewis)Document138 pagesAdhesion To Fluoropolymers (Ralf - H. - Dahm, - Derek - M. - Brewis)Ngọc Sơn NguyễnNo ratings yet
- 806 Exchange Unit: ManualDocument44 pages806 Exchange Unit: ManualAliSultanNo ratings yet
- Fluoroplastics Isofluor BroDocument28 pagesFluoroplastics Isofluor BroNicolas AguilarNo ratings yet
- Pamphlet 94 - Edition 4 - September 2012Document75 pagesPamphlet 94 - Edition 4 - September 2012Noman Abu-Farha100% (1)
- MIL C 17 AtenuacionDocument17 pagesMIL C 17 AtenuacionCintya MoralesNo ratings yet
- Panfleto 165-2017 - Instrumentation For Chlorine ServiceDocument30 pagesPanfleto 165-2017 - Instrumentation For Chlorine ServiceLucas OliverNo ratings yet
- Ul 746B 2011 PDFDocument56 pagesUl 746B 2011 PDFShibu1992No ratings yet
- Kkatalog Veflopdf PDFDocument82 pagesKkatalog Veflopdf PDFPeroJurevicNo ratings yet
- F1545 15a PDFDocument8 pagesF1545 15a PDFMarius Onofrei100% (2)
- Poly Fine XLDDocument2 pagesPoly Fine XLDEl latasNo ratings yet
- ANSI and IEC Color Code For Thermocouples PDFDocument8 pagesANSI and IEC Color Code For Thermocouples PDFAndersson GómezNo ratings yet
- Quirk Wire CatalogDocument32 pagesQuirk Wire CatalogAshish GuptaNo ratings yet
- SIMONA Aplicacion de LinnersDocument46 pagesSIMONA Aplicacion de LinnersFederico De MartiniNo ratings yet
- DAS Brochure 2Document14 pagesDAS Brochure 2james_hayekNo ratings yet
- Parker TubingDocument85 pagesParker TubingPatrick StivénNo ratings yet
- Astm F1545-97Document6 pagesAstm F1545-97GentelmanOnlyNo ratings yet
- Pressure/Vacuum Relief Valve Protego VD/TS: Atmospheric Deflagration-ProofDocument4 pagesPressure/Vacuum Relief Valve Protego VD/TS: Atmospheric Deflagration-ProofwillNo ratings yet
- CATALOG 4660-Thermoplastic Hose PDFDocument378 pagesCATALOG 4660-Thermoplastic Hose PDFTiago FreireNo ratings yet
- Nal Gene NuncDocument149 pagesNal Gene NuncNirwasita FebriaNo ratings yet
- Chemical ResistanceDocument1 pageChemical ResistanceMilena LandinezNo ratings yet
- Swing Check ValveDocument2 pagesSwing Check ValveHardik ShahNo ratings yet
- Iseries EspecificacionesDocument6 pagesIseries EspecificacionesangelNo ratings yet
- FEP & PFA Welding Grade Films: F E F W H SDocument2 pagesFEP & PFA Welding Grade Films: F E F W H SmansurudinNo ratings yet
- Ba Depa GB 12 2022Document68 pagesBa Depa GB 12 2022Dicle KarabiberNo ratings yet
- Ptfe Ptfe Compounds Pfa Technical InformationDocument16 pagesPtfe Ptfe Compounds Pfa Technical InformationMulyanto MulyonoNo ratings yet
- Marston - Bursting - Discs - Technical GuideDocument14 pagesMarston - Bursting - Discs - Technical Guideschmal1975No ratings yet
- Dupont FepDocument16 pagesDupont FeprenatobellarosaNo ratings yet
- IEEE STD 1210-2004 PDFDocument20 pagesIEEE STD 1210-2004 PDFHarshith KunjathurNo ratings yet
- CAT 4660 Section B TubingDocument104 pagesCAT 4660 Section B TubingPartsGopher.com100% (1)
- RG400 DatasheetDocument2 pagesRG400 Datasheetstangman7No ratings yet