You might also like
- El PerroDocument2 pagesEl PerroFrank EspNo ratings yet
- Tipos de FamiliaDocument2 pagesTipos de FamiliaRomero MarsNo ratings yet
- Metodo ChiddyDocument12 pagesMetodo ChiddyFrank EspNo ratings yet
- 5 Cinetica y Variables Del Proceso de CianuracionDocument18 pages5 Cinetica y Variables Del Proceso de CianuracionFrank EspNo ratings yet
- Unidad SetiembreDocument5 pagesUnidad SetiembreFrank EspNo ratings yet
- 3medidas de DispersionDocument32 pages3medidas de DispersionFrank EspNo ratings yet
- El PerroDocument2 pagesEl PerroFrank EspNo ratings yet
- Expo MecanizadoDocument54 pagesExpo MecanizadoFrank EspNo ratings yet
- Unidad SetiembreDocument5 pagesUnidad SetiembreFrank EspNo ratings yet
- Matriz para Elaboraciã N Del PAT - 140115 (2) - PRACT.Document93 pagesMatriz para Elaboraciã N Del PAT - 140115 (2) - PRACT.Frank EspNo ratings yet
- ForjadDocument27 pagesForjadFrank EspNo ratings yet
- Fisuracion en CalienteDocument31 pagesFisuracion en CalienteFrank Esp100% (1)
- Las 3 RDocument15 pagesLas 3 RFrank EspNo ratings yet
- Diapos de EcologiaDocument16 pagesDiapos de EcologiaFrank EspNo ratings yet
- Clase1 MetodosDocument8 pagesClase1 MetodosFrank EspNo ratings yet
- Método Numérico - Regla de SimpsonDocument41 pagesMétodo Numérico - Regla de SimpsonRosita AlcantaraNo ratings yet
- Aisi 1020Document3 pagesAisi 1020Sergio PerezNo ratings yet
- Cal Culo S Important EsDocument4 pagesCal Culo S Important EsOmar Ramirez AyuqueNo ratings yet
- Diagramas de EllinghamDocument27 pagesDiagramas de EllinghambeburicoteritoNo ratings yet
- Clase Cinetica 4 de Abril 2013Document42 pagesClase Cinetica 4 de Abril 2013Frank EspNo ratings yet
- Ecuaciones Con Metodos NumericosDocument18 pagesEcuaciones Con Metodos NumericosVictor Ponce GuizabaloNo ratings yet
- Cuenca Baja Del Rio MocheDocument9 pagesCuenca Baja Del Rio MocheFrank Esp50% (2)
- FUNDICIÓNDocument28 pagesFUNDICIÓNFrank EspNo ratings yet
- PuntofijoDocument9 pagesPuntofijoJulieth Marcela TamayoNo ratings yet
- Elasticidad - Ley de HookeDocument3 pagesElasticidad - Ley de Hookepenas123No ratings yet
- Clase de Matlab 2Document3 pagesClase de Matlab 2Frank EspNo ratings yet
- Área de Materiales MetálicosDocument14 pagesÁrea de Materiales MetálicosFrank EspNo ratings yet
- Tema 2B Estructura Cristalina 2013Document29 pagesTema 2B Estructura Cristalina 2013Frank EspNo ratings yet
- Resumen 1Document4 pagesResumen 1Frank EspNo ratings yet
- 3B-L1-Q-SEM 03... 04-05 2020 Temas VariosDocument38 pages3B-L1-Q-SEM 03... 04-05 2020 Temas VariosLuisa Fernanda Vicuña SalasNo ratings yet
- Nombre ComunDocument2 pagesNombre ComunGlin J. MartinezNo ratings yet
- Cianuracion de Minerales AuriferosDocument24 pagesCianuracion de Minerales AuriferosEdgharNo ratings yet
- Linea Del Tiempo de Acontecimientos Importantes en La Hidrometalurgia EliasDocument3 pagesLinea Del Tiempo de Acontecimientos Importantes en La Hidrometalurgia EliasElias OrtegaNo ratings yet
- Quimica - 2ºDocument3 pagesQuimica - 2ºDalila Ruiz CazorlaNo ratings yet
- ORGASORB Water Tratamiento-Pulimiento-De-Aguas-By INTERECOTECDocument2 pagesORGASORB Water Tratamiento-Pulimiento-De-Aguas-By INTERECOTECORGASORB MiningNo ratings yet
- Listado 1 Termometalurguica 2019-2Document2 pagesListado 1 Termometalurguica 2019-2xxcielxxNo ratings yet
- UPAO Química informe 1Document3 pagesUPAO Química informe 1Jeanpierre Velasquez SaldarriagaNo ratings yet
- Grupo IBDocument40 pagesGrupo IBCony Gonzalez100% (1)
- BalotaDocument10 pagesBalotaAnonymous y2uXF3ycaNo ratings yet
- La Mamba NegraDocument1 pageLa Mamba NegraTania Mora PovedaNo ratings yet
- Tarea IIDocument3 pagesTarea IIDiego AllccaNo ratings yet
- Procesos de Soldadura PDFDocument37 pagesProcesos de Soldadura PDFfernando100% (1)
- Quimica Practica Magenesio LuminosoDocument4 pagesQuimica Practica Magenesio Luminosojose andres abarca granjaNo ratings yet
- Resumen Sistema PeriodicoDocument2 pagesResumen Sistema Periodicoprobe13No ratings yet
- Cuestionario GtawDocument4 pagesCuestionario GtawMauricio Denis Quispe AvilesNo ratings yet
- Tecnologia de La Soldadura Parte 1Document36 pagesTecnologia de La Soldadura Parte 1Ricardo Rebolledo Vega100% (1)
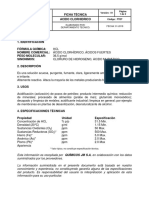
- Ficha Tecnica - Acido Clorhidrico PDFDocument2 pagesFicha Tecnica - Acido Clorhidrico PDFIvan MuñozNo ratings yet
- BerilioDocument3 pagesBerilioLeonardo PVNo ratings yet
- Química-Grupo 7Document17 pagesQuímica-Grupo 7AnónimoNo ratings yet
- 4 El PlomoDocument23 pages4 El PlomoEber ChoqueNo ratings yet
- Soldadura (24-04-2020)Document103 pagesSoldadura (24-04-2020)Johan James Hinostroza Yucra100% (1)
- 231 18 039 ES Welders ManualDelSoldadorDocument62 pages231 18 039 ES Welders ManualDelSoldadorGabrielaNo ratings yet
- Problemas de química atómica y nuclear con menos deDocument3 pagesProblemas de química atómica y nuclear con menos deCarlosNo ratings yet
- Formulario de Matemáticas, Física y Química - GalileiDocument33 pagesFormulario de Matemáticas, Física y Química - GalileiFederico GiacomantoneNo ratings yet
- Nomenclatura de OxidosDocument2 pagesNomenclatura de OxidosFernando JoseNo ratings yet
- Sales Oxisales Básicas.Document9 pagesSales Oxisales Básicas.jose tumbacoNo ratings yet
- Alcanos - Laboratorio 3Document4 pagesAlcanos - Laboratorio 3Nataly NuñezNo ratings yet
- Conceptos básicos sobre concreto y sus propiedadesDocument25 pagesConceptos básicos sobre concreto y sus propiedadesJohn Arteaga VelásquezNo ratings yet
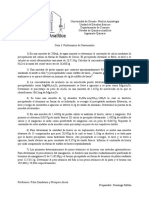
- Guía 4. Problemario de Gravimetría 2013Document8 pagesGuía 4. Problemario de Gravimetría 2013DomingoMillán0% (1)