You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pump ControllerDocument8 pagesPump ControllerSaron YayneshetNo ratings yet
- Fib Lucas StaDocument5 pagesFib Lucas StafabriziomaccalliniNo ratings yet
- Bootloader3 PDFDocument18 pagesBootloader3 PDFsaravananNo ratings yet
- Screw Conveyor DesignDocument5 pagesScrew Conveyor DesignSaron Yayneshet100% (4)
- Laboratory Manual: BTY351 Plant Biotechnology LaboratoryDocument40 pagesLaboratory Manual: BTY351 Plant Biotechnology LaboratoryRetik KoulNo ratings yet
- Telecom TrafficDocument2 pagesTelecom TrafficSaron YayneshetNo ratings yet
- TDMA - Time Division Multiple AccessDocument13 pagesTDMA - Time Division Multiple AccessBejetaNo ratings yet
- The GSM-CDMA Economic StudyDocument9 pagesThe GSM-CDMA Economic StudyAbdirihmanNo ratings yet
- Satellite Communications Tutorial: 1 AbstractDocument12 pagesSatellite Communications Tutorial: 1 Abstracthgavellar100% (13)
- Satellite Communications Tutorial: 1 AbstractDocument12 pagesSatellite Communications Tutorial: 1 Abstracthgavellar100% (13)
- FMDocument34 pagesFMMd. shabbir Hasan100% (2)
- Latihan Matematik DLP Minggu 1Document3 pagesLatihan Matematik DLP Minggu 1Unit Sains Komputer MRSM PendangNo ratings yet
- Solenoid ValveDocument76 pagesSolenoid ValveazlanNo ratings yet
- Fundamentals Writing Prompts: TechnicalDocument25 pagesFundamentals Writing Prompts: TechnicalFjvhjvgNo ratings yet
- Various Image Enhancement Techniques-A Critical Review: S.S. Bedi, Rati KhandelwalDocument5 pagesVarious Image Enhancement Techniques-A Critical Review: S.S. Bedi, Rati KhandelwalArina AndriesNo ratings yet
- Appraisal Assistant User ManualDocument55 pagesAppraisal Assistant User ManualDamian Padilla100% (3)
- Product Specifications: Handheld Termination AidDocument1 pageProduct Specifications: Handheld Termination AidnormNo ratings yet
- Chapter 6 AssignmentDocument6 pagesChapter 6 AssignmentRohit RajeevNo ratings yet
- Flexenclosure Esite Brochure PDFDocument5 pagesFlexenclosure Esite Brochure PDFajdCruiseNo ratings yet
- IK Gujral Punjab Technical University: 1. Electric ChargeDocument12 pagesIK Gujral Punjab Technical University: 1. Electric ChargeJashandeep KaurNo ratings yet
- Aluminum: DR 900 Analytical ProcedureDocument4 pagesAluminum: DR 900 Analytical Procedurewulalan wulanNo ratings yet
- Redox TitrationDocument5 pagesRedox TitrationchristinaNo ratings yet
- Fenomenos SuperficieDocument2 pagesFenomenos SuperficieSimón CalderaNo ratings yet
- ITECH1000 Assignment1 Specification Sem22014Document6 pagesITECH1000 Assignment1 Specification Sem22014Nitin KumarNo ratings yet
- WEEK 1, Grade 10Document2 pagesWEEK 1, Grade 10Sheela BatterywalaNo ratings yet
- Degree of ComparisonDocument23 pagesDegree of Comparisonesalisa23No ratings yet
- Class VI (Second Term)Document29 pagesClass VI (Second Term)Yogesh BansalNo ratings yet
- CSIE Fisa Disciplina - Baze de DateDocument4 pagesCSIE Fisa Disciplina - Baze de DateCostin CheluNo ratings yet
- M. Fatur - H1C018040 - PETROLOGIDocument15 pagesM. Fatur - H1C018040 - PETROLOGIFaturrachmanNo ratings yet
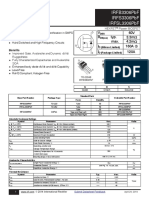
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocument12 pagesIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligNo ratings yet
- Shaping Plastic Forming1Document24 pagesShaping Plastic Forming1Himan JitNo ratings yet
- Big Data Analytics & Technologies: HbaseDocument30 pagesBig Data Analytics & Technologies: HbaseWong pi wenNo ratings yet
- Design and Analysis of Monopole Circularly Polarised Microstrip Patch Antenna Using HFSSDocument17 pagesDesign and Analysis of Monopole Circularly Polarised Microstrip Patch Antenna Using HFSSKashif FurkanNo ratings yet
- Angular AccuracyDocument4 pagesAngular AccuracySwatilekha ChowdhuryNo ratings yet
- Air Movements 06-26-2019 - Full ScoreDocument5 pagesAir Movements 06-26-2019 - Full ScoreMichael CrawfordNo ratings yet
- A Comparative Study On The Academic Performance ofDocument18 pagesA Comparative Study On The Academic Performance ofDiether Allen L. YnionNo ratings yet
- SpaceClaim - Developers Guide-5-6Document2 pagesSpaceClaim - Developers Guide-5-6Alexgh1993No ratings yet
- FI Printing Guide Vinyl-303Document1 pageFI Printing Guide Vinyl-303tomasykNo ratings yet