You might also like
- Care of Belting Rev 01Document10 pagesCare of Belting Rev 01jonodo89No ratings yet
- Conveyor Belt: Installation, Maintenance & Troubleshooting GuideDocument5 pagesConveyor Belt: Installation, Maintenance & Troubleshooting GuideGuru Raja Ragavendran Nagarajan100% (1)
- Conveyor Belt Maintenance Manual 2010 PDFDocument46 pagesConveyor Belt Maintenance Manual 2010 PDFkhuong_uno100% (3)
- Belt ConveyorDocument12 pagesBelt Conveyorjuan carlos alvarez gomez100% (1)
- Conveyor Belt - Manufacturer of Conveyor Belts, Rubber Conveyor BeltsDocument2 pagesConveyor Belt - Manufacturer of Conveyor Belts, Rubber Conveyor BeltsHan PhamNo ratings yet
- VibrofeederDocument32 pagesVibrofeederNaveen LingamkuntaNo ratings yet
- Beumer Central Chain Bucket ElevatorDocument8 pagesBeumer Central Chain Bucket ElevatorIrshad HussainNo ratings yet
- MULTIDOS MTD-E® Conveyor Belt Scraper Operating Manual Supplement - bvh2350gbDocument20 pagesMULTIDOS MTD-E® Conveyor Belt Scraper Operating Manual Supplement - bvh2350gbSoehartono HsNo ratings yet
- Maintenance of Crushers: R S BaislaDocument52 pagesMaintenance of Crushers: R S BaislaRavindranath BheemisettyNo ratings yet
- Conveyor Safety ChecklistDocument1 pageConveyor Safety Checklistdana setiawanNo ratings yet
- Fenner Dunlop EnglishDocument16 pagesFenner Dunlop Englishsaeedifar_mohammad100% (1)
- ConyevorsDocument9 pagesConyevorsRohan MalkarNo ratings yet
- Textile Belt SplicingDocument3 pagesTextile Belt SplicingWaris La Joi WakatobiNo ratings yet
- Take Up Brochure - Web PDFDocument16 pagesTake Up Brochure - Web PDFM Sulaiman0% (1)
- Tracking FDA 0105Document21 pagesTracking FDA 0105최문섭No ratings yet
- Belt Tracking GuideDocument4 pagesBelt Tracking Guidekeira_designNo ratings yet
- AF Apron Feeder: Key BenefitsDocument2 pagesAF Apron Feeder: Key BenefitsIle JieNo ratings yet
- AUMUND Chain Conveyors 2Document12 pagesAUMUND Chain Conveyors 2NavidJalalianNo ratings yet
- Apron Feeder SpecDocument2 pagesApron Feeder Spec20106285No ratings yet
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocument9 pagesFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNo ratings yet
- Packer Machine (Ia)Document34 pagesPacker Machine (Ia)Safi'i AchmadNo ratings yet
- Conveyor Belt Inspection ChecklistDocument9 pagesConveyor Belt Inspection ChecklistalungpadangNo ratings yet
- Heavy Duty Apron Feeder PDFDocument2 pagesHeavy Duty Apron Feeder PDFNova HeriNo ratings yet
- Conveyorspt 170911094349 PDFDocument49 pagesConveyorspt 170911094349 PDFGowthaman MaruthamuthuNo ratings yet
- SM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualDocument20 pagesSM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualIshi BashiNo ratings yet
- Pulleys - Pulley LaggingDocument4 pagesPulleys - Pulley LaggingWaris La Joi WakatobiNo ratings yet
- Belt Scale Application GuidelinesDocument25 pagesBelt Scale Application Guidelinesบิ๊ก บิ๊กNo ratings yet
- Raw Mill Check ListDocument2 pagesRaw Mill Check Listlaxman JoshiNo ratings yet
- Presentación Equipo 2Document62 pagesPresentación Equipo 2Ruben Lopez RicoNo ratings yet
- Splice SteelDocument28 pagesSplice SteelNacho Tomé100% (1)
- New High Capacity Bucket Elevator DevelopmentsDocument53 pagesNew High Capacity Bucket Elevator Developmentsnathaniel villanueva100% (1)
- Vibratingfeeder 150211110459 Conversion Gate01Document18 pagesVibratingfeeder 150211110459 Conversion Gate01ManekGorisNo ratings yet
- Exciter Vibrating Screen Rs TipDocument1 pageExciter Vibrating Screen Rs TipchrisNo ratings yet
- Belt SwayDocument29 pagesBelt SwayNishantKumarGauravNo ratings yet
- Rubber Conveyor Belt Splice Cure CalculationDocument7 pagesRubber Conveyor Belt Splice Cure CalculationnicolasNo ratings yet
- Belt ConveyorDocument37 pagesBelt ConveyorBhanu Pratap ChoudhuryNo ratings yet
- Belt Feeder Properly DesignedDocument2 pagesBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- MAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenDocument1 pageMAMMUT Single-Shaft Hammer Crusher: HilfsvorrichtungenpeymanNo ratings yet
- Natural Frequency Vibrating ConveyorsDocument8 pagesNatural Frequency Vibrating ConveyorsZiggy GregoryNo ratings yet
- Screw Conveyor O&M ManualDocument20 pagesScrew Conveyor O&M Manualjay b100% (1)
- PaletDocument70 pagesPaletargaNo ratings yet
- Telescopic Conveyor BeltDocument24 pagesTelescopic Conveyor BeltFarshad MahmoudiNo ratings yet
- Belt ConveyorsDocument10 pagesBelt ConveyorsRaja PalasaNo ratings yet
- Ypes and Causes of Damage To The Conveyor Belt - ReviewDocument23 pagesYpes and Causes of Damage To The Conveyor Belt - ReviewRAMESH KRISHNAN LNo ratings yet
- Pipe Conveyor Conveyors Pm-Check ListDocument5 pagesPipe Conveyor Conveyors Pm-Check Listgullipalli srinivasa raoNo ratings yet
- Ventomatic Packing MachineDocument85 pagesVentomatic Packing MachineMudassir RafiqNo ratings yet
- Conveyor Safety Advisory: "Working Safely Around Bulk Material Conveying Systems"Document4 pagesConveyor Safety Advisory: "Working Safely Around Bulk Material Conveying Systems"Andrada Roxana IonescuNo ratings yet
- Installation Handbook - Multiply Conveyor Belts - Rev.4Document36 pagesInstallation Handbook - Multiply Conveyor Belts - Rev.4Guru Raja Ragavendran NagarajanNo ratings yet
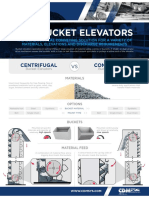
- CDM Bucket Elevators: Centrifugal ContinuousDocument2 pagesCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNo ratings yet
- Conveyor Belt CalculationsDocument4 pagesConveyor Belt CalculationsSk Irfan AhmedNo ratings yet
- Gravity ConveyorsDocument49 pagesGravity ConveyorsAdriel Aron DiazNo ratings yet
- Belt Conveyor BrochureDocument5 pagesBelt Conveyor BrochureMostafa Farahani100% (1)
- Hot Splicing of Rubber Conveyor Belts With Fabric PliesDocument28 pagesHot Splicing of Rubber Conveyor Belts With Fabric PliessivaNo ratings yet
- Belt Conveyor BookDocument14 pagesBelt Conveyor BookchekuswekuNo ratings yet
- Wire Rope ChartDocument5 pagesWire Rope ChartTarek HareedyNo ratings yet
- Splice ManualDocument66 pagesSplice Manualluis martinezNo ratings yet
- Cold Vulcanizing SolutionDocument4 pagesCold Vulcanizing Solutionritesh shrivastav0% (1)
- Fabric Conveyor Belts Installation and Maintenance Guide: Habasit - Solutions in MotionDocument16 pagesFabric Conveyor Belts Installation and Maintenance Guide: Habasit - Solutions in MotionAbdul Kani Ahamed MNo ratings yet
- Truco Belting CareDocument5 pagesTruco Belting Carejonodo89No ratings yet
- Care of Belting 02Document9 pagesCare of Belting 02jonodo89No ratings yet
- Fire Protection Standard For Use of Plastic PipesDocument6 pagesFire Protection Standard For Use of Plastic Pipesjonodo89No ratings yet
- ENG ECI ELC SPC 004 Electrical InstallationDocument68 pagesENG ECI ELC SPC 004 Electrical Installationjonodo89No ratings yet
- L100 (0a)Document1 pageL100 (0a)jonodo89No ratings yet
- Fire Protection Standard For Vehicles and Moving MachineryDocument39 pagesFire Protection Standard For Vehicles and Moving Machineryjonodo89100% (1)
- Cable Racking Oline Catalogue - 2011 Pages 84 86Document3 pagesCable Racking Oline Catalogue - 2011 Pages 84 86jonodo89No ratings yet
- Static Shaft Pulleys With Internal BearingsDocument14 pagesStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Fire Protection Standard For Electrical Equipment and InstallationsDocument27 pagesFire Protection Standard For Electrical Equipment and Installationsjonodo89100% (1)
- Belt Conveyor Idlers and RollsDocument14 pagesBelt Conveyor Idlers and Rollsjonodo89No ratings yet
- Single ClampDocument1 pageSingle Clampjonodo89No ratings yet
- Generic Geared ReducersDocument12 pagesGeneric Geared Reducersjonodo89No ratings yet
- K0001 A430 M SPC 0011 Rev02 Metallic Wear LiningDocument15 pagesK0001 A430 M SPC 0011 Rev02 Metallic Wear Liningjonodo89No ratings yet
- Surface Preparation and Paint SpecificationDocument63 pagesSurface Preparation and Paint Specificationjonodo89No ratings yet
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesDocument22 pagesEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
- K0001 A430 M SPC 0011 Rev02 Metallic Wear LiningDocument15 pagesK0001 A430 M SPC 0011 Rev02 Metallic Wear Liningjonodo89No ratings yet
- Mechanical StandardsDocument10 pagesMechanical Standardsjonodo890% (1)
- The Design of Troughed Belt ConveyorsDocument44 pagesThe Design of Troughed Belt Conveyorsjonodo89No ratings yet
- Conveyor Belt Protection SystemsDocument12 pagesConveyor Belt Protection Systemsjonodo89No ratings yet
- Equipment SafeguardingDocument40 pagesEquipment Safeguardingjonodo89No ratings yet
- M&T Risk & AssuranceDocument39 pagesM&T Risk & Assurancejonodo89No ratings yet
- Screw Take UpsDocument7 pagesScrew Take Upsjonodo89No ratings yet
- Conveyor Equipment SpecificationDocument20 pagesConveyor Equipment Specificationjonodo89No ratings yet
- AATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & StructuralDocument68 pagesAATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & Structuraljonodo89No ratings yet
- BB Design ReportDocument79 pagesBB Design Reportjonodo89No ratings yet
- Aa Spec 114005Document45 pagesAa Spec 114005jonodo8950% (2)
- 2RVRETURNS25Document1 page2RVRETURNS25jonodo89No ratings yet
- 2RVRETURNS25Document1 page2RVRETURNS25jonodo89No ratings yet
- SolidwovendatasheetDocument1 pageSolidwovendatasheetjonodo89No ratings yet
- New Doc 2018-04-24Document6 pagesNew Doc 2018-04-24jonodo89No ratings yet
- New Doc 2018-04-24Document6 pagesNew Doc 2018-04-24jonodo89No ratings yet
- Bentonite: Compound Summary For CID 517273Document53 pagesBentonite: Compound Summary For CID 517273Imma OlayanNo ratings yet
- Meja 1Document17 pagesMeja 1sdpNo ratings yet
- WRC Files BaidDocument5 pagesWRC Files BaidMichael SandersNo ratings yet
- Exercises Debye ShieldingDocument6 pagesExercises Debye ShieldingnjalalianmNo ratings yet
- 9781292035444Document7 pages9781292035444Bwn Jangyeswar KumarNo ratings yet
- 3D MECHANISTIC MODEL by Petalas&AzizDocument16 pages3D MECHANISTIC MODEL by Petalas&AzizKirat Purohit100% (2)
- Charles Law. NewDocument5 pagesCharles Law. NewMarvin Agustin100% (1)
- Manhole Cover CatalogueDocument49 pagesManhole Cover CatalogueShamshidNo ratings yet
- Handbook of Farm, Dairy and Food Machinery Engineering (2nd Ed) (Gnv64)Document9 pagesHandbook of Farm, Dairy and Food Machinery Engineering (2nd Ed) (Gnv64)Easy ways2017No ratings yet
- Phy101 - Note 2Document9 pagesPhy101 - Note 2Kikelomo AjibadeNo ratings yet
- IRS T - 31 - Revision 4Document28 pagesIRS T - 31 - Revision 4priyaranjan kunwarNo ratings yet
- Dual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel Wiresadanmeneses1No ratings yet
- Brochure - Highest PrecisionDocument6 pagesBrochure - Highest PrecisionPrasad KulkarniNo ratings yet
- GE07 - Fire Prevention (Workbook)Document21 pagesGE07 - Fire Prevention (Workbook)Samo BenNo ratings yet
- 9701 s11 Ms 22 PDFDocument6 pages9701 s11 Ms 22 PDFNeural Spark Physics CieNo ratings yet
- Bogue's Compound: Civil Engineering Rocket ChartDocument1 pageBogue's Compound: Civil Engineering Rocket ChartRayNo ratings yet
- Sri Chaitanya Techno School - India: Techno & C-Batch Performance Test Syllabus For New Students (State & CBSE)Document1 pageSri Chaitanya Techno School - India: Techno & C-Batch Performance Test Syllabus For New Students (State & CBSE)Prasad ChowdaryNo ratings yet
- Basf Masteremaco S 488 TdsDocument3 pagesBasf Masteremaco S 488 TdsArindamBhattacharjee100% (2)
- CCL Bridge Bearings PDFDocument20 pagesCCL Bridge Bearings PDFtset123456100% (2)
- Data Sheet of Bitumen 10/20Document1 pageData Sheet of Bitumen 10/20Iqra Angels100% (1)
- (Chaaban & Muzze, 1991) - Finite Element Analysis of Residual Stresses in Threaded End ClosuresDocument4 pages(Chaaban & Muzze, 1991) - Finite Element Analysis of Residual Stresses in Threaded End Closureschristos032No ratings yet
- PhysioEx Exercise 1 Activity 4Document3 pagesPhysioEx Exercise 1 Activity 4Дмитро МарчукNo ratings yet
- STHE2Document129 pagesSTHE2Eman Abdel Raouf100% (1)
- Materi Kajian Teknis4 - Nov 2021Document10 pagesMateri Kajian Teknis4 - Nov 2021Guruh SaputraNo ratings yet
- Water Treatment Lecture 6Document45 pagesWater Treatment Lecture 6pramudita nadiahNo ratings yet
- PFA Vs PTFE in InstrumentationDocument5 pagesPFA Vs PTFE in InstrumentationArif HakimNo ratings yet
- HEQEP Project FirojDocument26 pagesHEQEP Project FirojnebullaNo ratings yet
- ChemistryDocument530 pagesChemistrythearinnewsNo ratings yet
- Protein Crystallization ThesisDocument5 pagesProtein Crystallization ThesisHelpOnWritingAPaperSingapore100% (2)
- LAS Week 2 GenChem2-Q2Document6 pagesLAS Week 2 GenChem2-Q2Drech LanadoNo ratings yet