Professional Documents
Culture Documents
Proyecto Endulzamiento Gas Natural
Uploaded by
Maria Alejandra Herrera AñezOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Proyecto Endulzamiento Gas Natural
Uploaded by
Maria Alejandra Herrera AñezCopyright:
Available Formats
PRQ-311 1.
INTRODUCCION
Sistema de Endulzamiento de Gas Natural con a-MDEA
Los Lquidos del Gas Natural formados por etano, propano, butano y otros componentes hidrocarburos ms pesados, son utilizados en el mercado interno como combustible y materia prima y adems abastece mercados internacionales. La industria del gas natural en nuestro pas presenta un proceso ascendente en el que, con esfuerzo e imaginacin, se han ido implementando acciones para racionalizar su uso. El primer paso para llegar a dominar el gas natural y convertirlo en aliado y motor de nuestra economa fue el de iniciar su utilizacin como combustible y materia prima. El segundo paso, fue el inicio de la actividad criognica, con la que se ha logrado extraer y fraccionar algunos componentes del gas natural, sin afectar el aporte energtico de la industria a travs de los gasoductos. Efectivamente, el llamado gas seco, compuesto en su casi totalidad por metano, permite generar igual cantidad de energa quemando ms gas por unidad de tiempo. El tercer paso, en el cual estamos actualmente involucrados, es la industria petroqumica, con la que elevamos el valor agregado de nuestros productos. El gas natural extrado de los yacimientos, es un producto incoloro e inodoro, no txico y ms ligero que el aire. Procede de la descomposicin de los sedimentos de materia orgnica atrapada entre estratos rocosos y es una mezcla de hidrocarburos ligeros en la que el metano (CH4) se encuentra en grandes proporciones, acompaado de otros hidrocarburos y gases cuya concentracin depende de la localizacin del yacimiento. El gas natural es una energa eficaz, rentable y limpia, y por sus precios competitivos y su eficiencia como combustible, permite alcanzar considerables economas a sus utilizadores. Por ser el combustible ms limpio de origen fsil, contribuye decisivamente en la lucha contra la contaminacin atmosfrica, y es una alternativa energtica que destaca en el siglo XXI por su creciente participacin en los mercados mundiales de la energa. La explotacin a gran escala de esta fuente energtica natural cobr especial relevancia tras los importantes hallazgos registrados en distintos lugares del mundo a partir de los aos cincuenta. Gracias a los avances tecnolgicos desarrollados, sus procesos de produccin, transporte, distribucin y utilizacin no presentan riesgos ni causan impacto ambiental apreciable.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 1
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
La distribucin no homognea de reservas petroleras, condiciona el crecimiento econmico de un pas, a la dependencia de este recurso. Las emisiones propias de naftas y gasoil, existen limitadas en los motores a "GNC", lo que permitir progresar en el desarrollo de los mismos. En el mediano plazo, el nfasis se dar sobre vehculos y motores especficamente diseados para usar "GNC". Esto permitir el uso de motores de alta compresin, aprovechando el mayor ndice de octano de este combustible que supera en un 30% a la nafta de mayor calidad, con lo que se lograr mayor potencia que el correspondiente vehculo naftero. Estos motores son y sern prcticamente inofensivos para nuestro medio ambiente, reducen las emisiones de los gases responsables del llamado "efecto invernadero", hasta en un 40%.
2. PLANTEAMIENTO DEL PROBLEMA Como se sabe el H2S y el CO2 son gases que pueden estar presentes en el gas natural y pueden en algunos casos, especialmente el H2S, ocasionar problemas en el manejo y procesamiento del gas; por esto hay que eliminarlos para llevar el contenido de estos gases cidos a los niveles exigidos por los consumidores del gas. El H2S y el CO2 se conocen como gases cidos, porque en presencia de agua forman cidos, y un gas natural que posea estos contaminantes se conoce como gas agrio. Entre los problemas que se pueden tener por la presencia de H2S y CO2 en un gas se pueden mencionar: - Toxicidad del H2S. - Corrosin por presencia de H2S y CO2. - En la combustin se puede formar SO2 que es tambin altamente txico y corrosivo. - Disminucin del poder calorfico del gas. - Promocin de la formacin de hidratos. - Cuando el gas se va a someter a procesos criognicos es necesario eliminar el CO2 porque de lo contrario se solidifica. - Los compuestos sulfurados (mercaptanos (RSR), sulfuros de carbonilo (SCO) y disulfuro de carbono (CS2)) tienen olores bastante desagradables y tienden a concentrarse en los lquidos que se obtienen en las plantas de
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 2
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
gas; estos compuestos se deben eliminar antes de que los compuestos se puedan usar. 3. JUSTIFICACION DEL PROYECTO Los fluidos del reservorio que fluyen hacia la superficie durante las operaciones de produccin normalmente contienen agua y otros contaminantes, entre ellos CO2 que en presencia con el agua aseguran la existencia de corrosin. Los gases cidos presentes en el gas natural representan una pequea parte del volumen del gas, pero es necesario retirarlos del sistema lo antes posible, porque acarrean daos por corrosin y a mayor cantidad de dixido de carbono en el gas dulce, menor ser el valor calorfico del gas. En el caso particular de las plantas de endulzamientos existen dos zonas de operacin: zona de corrosin y zona de despilfarro de energa. A la primera se la evita por razones de tiempo de vida til de equipos y lneas del sistema, y cuando ya se logre operar dentro de esta otra zona, se deber minimizarla en lo posible. Bsicamente el criterio adoptado para operar este tipo de planta es hallar el equilibrio entre el calor liberado que produce la absorcin (reaccin exotrmica) en la Torre Contactora y la carga trmica que aporta el horno para compensar el enfriamiento que produce la desercin o regeneracin (reaccin endotrmica) en la Torre Generadora. Todo esto se traduce en hallar los valores ptimos de caudales, temperaturas, presiones, niveles, y dems parmetros, para la operacin estable del proceso, principal objetivo a cumplir.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 3
PRQ-311 4. OBJETIVOS
Sistema de Endulzamiento de Gas Natural con a-MDEA
4.1 OBJETIVO GENERAL Optimizar el rendimiento de la unidad de endulzamiento de gas natural a travs de la utilizacin del a-MDEA como agente absorbente.
4.2 OBJETIVOS ESPECFICOS Determinar cmo funcionan los diversos parmetros que intervienen en el proceso. Obtener un producto final bajo los estndares requeridos. Disminuir los problemas causados por el CO2 durante el procesamiento del gas natural.
5. MARCO TEORICO
5.1 PROCESO DE ENDULZAMIENTO O DESACIDIFICACION El endulzamiento del gas natural cubre lo inherente a la eliminacin de los componentes cidos que, por lo general, contiene el gas en su estado natural. En consecuencia el nombre ms apropiado debi ser desacidificacin. De las primeras traducciones tomadas del ingls sweetening procede de la palabra que ahora se emplea y que se fijo de manera permanente entre los ingenieros y operarios de la industria. El trmino tratamiento es mucho ms amplio, porque introduce, adems del endulzamiento del gas natural, la eliminacin del agua y otros componentes indeseables. El desarrollo y crecimiento de la industria del gas natural ha dependido del desarrollo de la tecnologa o Know how para resolver problemas d e procesos y transportes. El endulzamiento del gas natural con aminas comenz hace aproximadamente 150 aos. Luego de unos pocos aos de utilizar trietanolamina, la
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 4
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
monoetanolamina domino el mercado. La operacin se caracteriz por bajas concentraciones de amina, picos bajos de gases cidos, altos rangos de circulacin de solvente y altas tareas del rehervidor. Estas condiciones eran necesarias para prevenir la excesiva corrosin. Luego de aproximadamente 30 aos hubo un segundo periodo donde la dietanolamina fue el solvente preferido. Hubo mejoras en la fuerza de las soluciones, en las cargas de gas acido, rangos de circulacin, requerimientos de energa y rangos de corrosin. Los ltimos aos han visto avances significativos en el desempeo de las plantas de amina. Esto se debe a las propiedades superiores de las aminas especializadas, formuladas para aplicaciones especficas. Esto incluye selectividad (la habilidad de absorber H2S y desprender CO2), altas concentraciones de amina, eliminacin de sulfuro orgnico, etc.
5.2 TIPOS DE PROCESOS En esencia, hay 8 categoras de procesos de desacidificacin o endulzamiento: Procesos con solventes qumicos Procesos con solventes fsicos Procesos con solventes hbridos o mixtos Procesos de conversin directa (solamente para remocin del H2S) Procesos de lecho solido o seco Mallas moleculares Membranas Otros
5.2.1 Procesos con Solventes Qumicos En estos sistemas los componentes cidos del gas natural reaccionan qumicamente con un componente activo, para formar compuestos inestables en un solvente que circula dentro de la planta. La solucin rica, inestable, se puede separar en sus integrantes originales mediante la aplicacin de calor y/o por reduccin de la presin de operacin, para liberar los gases cidos y regenerar el solvente. Una vez regenerada la solucin se enva nuevamente a la unidad de absorcin.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 5
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
El componente activo en el solvente puede ser uno de los siguientes: una alcanolamina o una solucin bsica (solucin alcalina con sales), con o sin aditivos. En principio las aminas muestran mayor afinidad con el dixido de carbono y producen una cantidad apreciable de calor de reaccin (calor exotrmico). La afinidad hacia el CO2 se reduce con aminas secundarias o terciarias. En la prctica, esto significa que, por lo menos, parte de la solucin en el proceso de regeneracin puede ser afectada por la reduccin de presin en la planta, con la correspondiente disminucin de suministro de calor. Las principales desventajas de estos procesos son la demanda de energa, la naturaleza corrosiva de la solucin y la limitada carga de gas acido en la solucin debido a la estequiometria de las reacciones.
5.2.2 Procesos con Solventes Fsicos Estos procesos se caracterizan por su capacidad de absorber, de manera preferencial, diferentes componentes cidos de la corriente de hidrocarburos. Tambin llevan asociado calor de solucin, el cual es considerablemente ms bajo que el calor de reaccin en los procesos de solventes qumicos. Como se puede anticipar la absorcin trabaja mejor con alta presin parcial de gas y bajas temperaturas. La carga de gas acido en el solvente es proporcional a la presin parcial del componente acido del gas que se desea tratar. Debido a la baja cantidad de calor de solucin, con el dixido de carbono, la mayor parte de los solventes fsicos pueden ser regenerados por simple reduccin de la presin de operacin, sin que sea necesaria la aplicacin de calor. Cuando se requiere de especificaciones ms extremas (con menor cantidad de gas acido en el gas tratado), la reduccin de la presin podra ir acompaada de un calentamiento adicional. La principal atraccin de los procesos de solventes fsicos es la remocin bruta de gas acido con altas presiones parciales.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 6
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
La mayora de los solventes comerciales que se utilizan no son corrosivos y pueden deshidratar gas simultneamente. Una desventaja de los solventes fsicos es la solubilidad relativamente alta de hidrocarburos de alto peso molecular (C3+). Dependiendo de la composicin de entrada, la perdida de hidrocarburos, los cuales pueden ser usados como combustibles y el costo de su recuperacin, podra hacer prohibitiva la utilizacin de un proceso fsico.
5.2.3 Procesos con Solventes Hbridos o Mixtos Los procesos hbridos trabajan con combinaciones de solventes fsicos y qumicos y, naturalmente, presentan las caractersticas de ambos. La regeneracin se logra en mltiples etapas y fraccionamiento. Dependiendo de la composicin del solvente, pueden remover CO2, H2S, COS, CS2 y mercaptanos. La selectividad hacia el H2S se logra ajustando la composicin del solvente y/o el tiempo de contacto. La solubilidad de los hidrocarburos de alto peso molecular se puede mantener dentro de lmites razonables.
5.2.4 Procesos de Conversin Directa Los procesos de conversin directa se caracterizan por la selectividad hacia la remocin del sulfuro de hidrogeno (H2S). El H2S s removido preferencialmente de la corriente de gas por un solvente que circula en el sistema. Los solventes pueden ser reducidos fcilmente por el H2S y rpidamente oxidados por el aire, para producir azufre elemental. Estos procesos son particularmente atractivos en lugares donde se desea evitar el impacto ambiental del sulfuro de hidrogeno. El ms importante de estos procesos es el Claus, desarrollado en 1983 y el cual utiliza bauxita, almina y aluminosilicatos, para remover el sulfuro de hidrogeno del gas natural.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 7
PRQ-311 5.2.5 Procesos de Lecho Seco HAINES
Sistema de Endulzamiento de Gas Natural con a-MDEA
Mallas moleculares o zeloitas.
PROCESO DE ESPONJA DE HIERRO
5.2.6 Mallas Moleculares Las mallas moleculares pueden ser usadas para adsorber fsicamente los componentes cidos, tales como el sulfuro de hidrogeno, y el dixido de carbono y luego se regeneran utilizado temperaturas elevadas o gas de baja presin. Las mallas moleculares son lecho fijo (tpicamente UC, tipo 4-A-LNG) que operan con ciclos de trabajo y se pueden utilizar para deshidratar el gas natural.
5.2.7 Membranas Un proceso cuyo inters se viene incrementando es el uso de membranas permeables para la separacin del gas acido.la separacin se logra aprovechando la ventaja de las diferencias de afinidad/difusividad. El agua, el dixido de carbono y el sulfuro de hidrogeno son moderadamente altos difusores, lo cual indican que pueden colar a travs de las membranas ms fcilmente que los hidrocarburos, con la misma fuerza motriz. Los gases lentos son aquellos que tienden a permanecer detrs y que no atraviesan la membrana, por ejemplo, los hidrocarburos alifticos y el nitrgeno. El efecto de separacin no es absoluto y, por lo tanto, siempre habr perdidas de hidrocarburos en la corriente de gas acido. Cualquier corriente permeabilizada contendr cantidades significativas de hidrocarburos.
5.2.8 Otros Procesos de Desadificacin o Endulzamiento OXIDO DE ZINC PROCESOS CRIOGENICOS (Proceso de lecho fijo) (Para la emocin de gases cidos)
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 8
PRQ-311 N-PYROL
Sistema de Endulzamiento de Gas Natural con a-MDEA Emplea N-Metilpirolidona o NMP, este solvente es utilizado en el proceso Purisol de Lugi (Usa NaOH con un catalizador)
TEXACO
5.3 SOLVENTES FORMULADOS Despus de ms de cincuenta aos de estar endulzando el gas natural, la industria todava sigue escogiendo MEA o DEA cuando se trata de construir una planta de amina. Para unidades nuevas o viejas que utilicen MEA o DEA sin inhibidores y aun con la mayora de los otros absorbentes, simplemente se incrementan los costos de energa y los que se ocasionan por efectos de corrosin. Al comparar con las unidades convencionales de MEA Y DEA u otros tipos de solventes qumicos, el ahorro tpico cuando las plantas de endulzamiento se convierten a a-MDEA es de alrededor del 25% al 50%, debido al uso de tasas de circulacin ms bajas y menores cargas de calor en el rehervidor. Cuando se especifica este tipo de solvente en instalaciones nuevas, se pueden utilizar equipos ms pequeos, diseados especficamente para estos propsitos. Ya que el gas dulce, por lo general solo debe satisfacer entre el 2 y el 3% del CO2, segn se exige en las especificaciones de tuberas, la remocin de todo el CO2 implica perdidas de energa en las unidades de amina. Por lo tanto, algunos de estos productos absorben selectivamente el H2S dejando el CO2 en el gas dulce. Estos solventes tienen una excelente estabilidad trmica y qumica, con lo cual se elimina la necesidad del recuperador, tiene muy baja tendencia a la formacin de espuma y muy poca corrosividad, con un 50% (5%) de concentracin por peso. Comparados con otros solventes qumicos, las tasas de corrosin de las aminas formuladas normalmente son menores, debido a que la temperatura de la amina rica y el contenido de gas acido en la solucin pobre son, por lo general, mucho ms bajos. Las prdidas de solventes se reducen debido a su ms baja presin de vapor. Tambin pueden proveer un aumento de la habilidad para
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 9
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
remover gas acido con las facilidades existentes- de alrededor del 70% o ms en algunas unidades.
5.3.1 aMDEA La mayor parte de los solventes aMDEA estn compuestos bsicamente por tres compuestos: Metil-Di Etanol Amina (MDEA) amina ternaria Agua Activador
La aMDEA no contiene ninguna alcanolamina primaria o secundaria como activador.
5.3.2 Ventajas del Activador El exclusivo sistema activador (el cual acelera la velocidad de absorcin y no induce a la corrosin) sumando a la MDEA de alta pureza asegura las siguientes ventajas de la tecnologa aMDEA. De acuerdo al fabricante las ventajas son: Estabilidad trmica y qumica extremadamente superior del solvente aMDEA Erradicacin practica de la corrosin y scaling bajo operacin normal de la planta. Mayor confiabilidad y rango de operacin de la planta Reduccin drstica de los costos de mantenimiento Volumen de reposicin de solvente marcadamente inferior al estndar del mercado (5 a 15% anual) Menor consumo de energa termodinmica en la extraccin. por mayor eficiencia cintica y
Menor caudal de circulacin por mayor capacidad de absorcin. No hay limitaciones por cuestiones de corrosin en la carga de gas acido permisible en la amina rica. Mayor flexibilidad en la variacin de los parmetros de proceso.
Pgina 10
UNIV. MARIA ALEJANDRA HERRERA AEZ
PRQ-311 -
Sistema de Endulzamiento de Gas Natural con a-MDEA
No requiere el agregado de anticorrosivos u otros aditivos ajenos a la aMDEA salvo antiespumante. Menor tendencia a la formacin de espuma por ser un solvente operativamente mucho ms limpio.
5.4 AGUA DE REPOSICION La amina se disuelve en agua para mejorar el rea de contacto y acelerar el mecanismo de absorcin de la reaccin. Durante la operacin normal, la solucin de amina perder continuamente agua, porque la corriente que sale del sistema ser agua saturada. Agua tratada ser necesario agregar al sistema para reemplazar esas prdidas. Esta agua deber cumplir con los siguientes estndares mnimos de calidad: Total de Slidos disueltos Dureza total Cloruros (Cl) Sodio (Na) Potasio (K) Hierro (Fe) < 100 ppm < 50 ppm < 2 ppm < 3 ppm < 3 ppm < 10 ppm
No debe introducirse al sistema de amina, agua que no cumpla con estos estndares, pues con el tiempo sus impurezas se concentraran y causarn problemas de espuma, corrosin, incrustacin y degradacin de la amina. Los estndares de agua tratada se conseguirn desmineralizacin, deionizacin o destilacin. normalmente por
5.5 ANTIESPUMANTE El antiespumante puede sofocar temporalmente la espuma por cambio de tensin superficial del lquido en la superficie de la burbuja de gas para inhibir la formacin de burbujas. Muchos tipos de antiespumantes son validos y la
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 11
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
efectividad de cada uno depende sobre cual factor est ocasionando el problema de espuma. Algunos pueden empeorar el problema en vez de mejorarlo, esto significa que cada trastorno debe ser evaluado individualmente. Puede ser necesario chequear los diferentes antiespumantes para ver cul debe ser usado (silicona y poliglicol son tpicamente usados en los sistemas de amina). Agregar demasiado antiespumante puede ser peor que no tenerlo, ya que el exceso de este puede estabilizar la espuma en vez de romperla. En algunos casos, el exceso de antiespumante puede interferir con la operacin de la torre, intercambiadores de calor e instrumentos. La concentracin mxima recomendada de antiespuma de silicona y/o poliglicol en la solucin de amina esta normalmente entre 25 ppm.
5.6 PROBLEMAS DE OPERACIN
5.6.1 Corrosin Ocurre cuando hay ataque qumico o electroqumico sobre el metal base. En el sistema de amina las causas tpicas de corrosin son adelgazamiento, picaduras y/o roturas en equipos y tuberas y las consiguientes obstrucciones por acumulacin de los productos slidos de la corrosin. Los perjuicios son los de reducir la vida til de la planta. La corrosin puede ser minimizada pero no suprimida. Puede ser generalizada pero es ms frecuente en reas calientes donde haya gases cidos libres. En lo que sigue se analizan los factores de mayor incidencia.
5.6.1.1 Corrosin por Erosin Durante la operacin los productos de la corrosin autoforman una capa pasiva muy delgada en las superficies internas, compuestas fundamentalmente de sulfuro de hierro o carbonatos de hierro cuando haya presentes gases sulfhdricos (SH2) y CO2 respectivamente. Mientras permanezca intacta, dicha pelcula proteger de posteriores ataques, en caso contrario quedara el metal base nuevamente expuesto, esto sucede cuando hay abrasin, mas observable en lugares donde el fluido impacta, como ser codos, tes, vlvulas, bombas, etc.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 12
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
Los promotores incluyen a las partculas solidas, las burbujas de gas, altas velocidades y la turbulencia.
5.6.1.2 Gases cidos Cuanto mayor es la temperatura son ms agresivos. Sus puntos de ataque son las tuberas de la corriente agotada, en especial cuando estos gases se desprenden en los lugares de altos delta P.
5.6.1.3 Productos de Degradacin de Amina Algunos productos son corrosivos. Sin embargo, aun productos de degradacin no corrosivos pueden provocar corrosin indirectamente por incremento de temperaturas (el cual incrementa el potencial trmico de degradacin), como tambin reduciendo la amina til disponible para la absorcin. Algunos productos de degradacin aparentemente actan como agentes quelantes que pica el acero de las secciones calientes del sistema y luego lo depositan en las partes ms fras.
5.6.1.3.1 Exposicin a los Contaminantes La amina reacciona con ciertos contaminantes cidos hasta formar sales trmicas estables (STE), formadas por la reaccin de una parte bsica (amina) con otras acidas pero ms fuertes que los dbilmente cidos CO2 y SH2 absorbidos por la amina, formando as sales que por ser de constitucin dbiles se descomponen. Aquellas forman STE tales como el sulfato, formiato, acetato, tiosulfato, tiocianato, oxalato, glicolato y cloruro, radicales cidos que ingresan con el gas virgen o bien con agua de reposicin, o formados internamente por contacto con O2 o mera degradacin trmica.
5.6.1.3.2 Oxidacin por Exposicin al O2 La amina reacciona con el O2 y forma corrosivos cidos orgnicos que pueden combinarse con el remanente formando as STE, reacciones que se reactivan con la temperatura y se revelan por un color amarronado rojizo en la solucin.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 13
PRQ-311 5.6.1.3.3 Cloruros
Sistema de Endulzamiento de Gas Natural con a-MDEA
Son un serio contaminante, se combinan con la amina para formar STE y promueven corrosin por crteres o por picado, adems de incluir rajaduras, las dos primeras en reas sin movimientos. El ensuciamiento promueve tambin los crteres, y la rajadura por tensin cuando el metal est interna o extremadamente pensionado. A pesar de que el acero inoxidable es muy superior al acero comn para la corrosin en general, es muy susceptible al picado y a la rotura por tensin.
5.6.1.4 Efecto del Dixido de Carbono La combinacin de CO2 con agua, en la prctica, asegura condiciones corrosivas dentro de cualquier instalacin. El CO2 en presencia de agua libre forma acido carbnico: CO2 + H2O H2CO3
Este acido ataca al hierro formando un carbonato de hierro: H2CO3 + Fe FeCO3 + H2
El cual es soluble y, con un calentamiento posterior, desprende CO2 as: FeCO3 FeO + CO2
El hierro se hidroliza para formar oxido de hierro: 2FeO + H2O Fe2O3 + H2
5.6.2 Formacin de Espuma Ocurre cuando burbujas estables de gas se forman dentro de un lquido y se constituyen en una capa flotante o insustancial, como en una botella gaseosa. En poca cantidad puede ayudar por aumento del rea de contacto vapor/liquido, pero los problemas sobrevienen cuando aumenta y no se rompe. Es causada por agentes qumicos tensioactivos que cambian la tensin superficial del liquido que contacta a la burbuja, o partculas solidas que la estabilizan, y/o factores mecnicos que causan excesivas velocidades del gas, frecuentemente se conjugan varios factores y controlando a uno se puede controlar a los dems.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 14
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
5.7 CONTENIDO DE GASES ACIDOS EN EL GAS NATURAL A pesar de que de ordinario se utiliza el trmino gas acido para denotar la presencia de CO2 Y H2S en el gas natural. La literatura mas reciente califica como acido al que contiene estas impurezas en altas concentraciones que aplica a los residuos que se retiran del regenerador de las plantas de amina, mientras que reserva el trmino agrio para el gas natural que ingresa a las plantas de endulzamiento para ser desacidificado o endulzado. Otros componentes indeseables de naturaleza acida son el sulfuro de carbonilo (COS), el cual es un compuesto inestable, corrosivo y toxico que generalmente se descompone en CO2 Y H2S; los mercaptanos de formula general RSH, donde los mas comunes son el metilmercaptano y el etilmercaptano, reconocibles por su olor y el poder corrosivo. Adems, son compuestos inestables que reaccionan con algunos solventes que los descomponen. Los disulfuros, de formula general (rs2), entre los cuales el mas sencillo es el disulfuro de carbono (CS2), tambin son inestables, aunque mas estables que los mercaptanos, adicionalmente, son corrosivos y txicos. El oxigeno (O2), el monxido de carbono (CO) y el mercurio (Hg) son otras impurezas comunes en el gas natural. No obstante, se debe tener presente que, por lo general, la presencia de oxigeno en el gas natural es una consecuencia de no hacerle el vacio al cilindro de muestreo. De la misma manera el CO en el gas suele ser subproducto de la combustin.
5.8 FACTORES QUE SE CONSIDERAN EN EL ENDULZAMIENTO DEL GAS NATURAL
5.8.1 Impurezas en el gas de Alimentacin Para seleccionar las variables de operacin que se ajuste a la satisfaccin de las necesidades, es necesario examinar cuidadosamente la composicin del gas de alimentacin.
5.8.2 Cantidad de CO2 que se va a remover El proceso de endulzamiento con solventes qumicos es atractivo por su efectividad para la remocin de CO2. Si bien a caudales bajos de gas estos cambios no influyen significativamente, pero si lo es a caudales altos, ya que
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 15
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
traducido a cantidades de gas acido que ingresan al sistema; mayor ser el consumo de servicios en la absorcin y regeneracin de la solucin.
5.8.3 Especificaciones de Gas Tratado Hay algunas especificaciones donde se requiere mas cuidado con la extraccin del CO2. Por ejemplo, el uso de gas acido para propsitos de inyeccin (a 5000 lpca), debido a los efectos de la corrosin, se hace necesario cumplir con los requerimientos establecidos por los organismos de control internacional, como la Asociacin Nacional de Ingeniera de Corrosin de los Estados Unidos (NACE). Cuando se fijen especificaciones del gas tratado con un contenido muy bajo de contaminantes, se requerir de dos etapas de absorcin y se debe usar un solvente limpio para el despojamiento.
5.9 VARIABLES QUE AFECTAN EL CONTROL Y LA OPERACIN DE UNA PLANTA DE AMINA El anlisis de estos parmetros permite localizar las fallas que a menudo se presentan en la planta.
5.9.1 Caudal de Circulacin de la Solucin de Amina El consumo energtico es directamente proporcional al caudal de circulacin de la solucin de amina. No obstante, cuando se incrementa la concentracin aumentara la carga de gas acido en la solucin y disminuir la tasa de circulacin de la solucin y los costos de energa. El caudal de circulacin de amina depende del diseo de la planta. En ocasiones se producen cambios en el caudal de gas tratado o en la cantidad de gas acido que llega a la planta. Pero se mantiene la tasa de circulacin apoyndose en las condiciones de diseo. Cuando se reduce la cantidad de gas tratado o la concentracin de gas acido en la alimentacin, se pueden hacer ahorros energticos reduciendo la tasa de circulacin de amina.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 16
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
La tendencia establecida ha sido, aumentar el caudal de circulacin para disminuir la corrosin. Esta prctica puede significar perdidas grandes en el costo de la energa, lo cual obliga a optimizar la tasa de circulacin de la solucin.
5.9.2 Carga de Gas Acido La falta de monitoreo de la carga de gas acido en la solucin tambin puede producir costos elevados de energa. Cada tipo de solvente tiene una carga ptima, tanto en la solucin rica como en la pobre, y es importante que se conozcan bien estos valores, debido a que estn interrelacionados con una gran cantidad de variables. La mayora de las soluciones de amina solamente necesitan entre 0.05 y 0.08 moles de gas acido total por mol de amina pobre para satisfacer las especificaciones de gas dulce el contenido total de gas acido en la solucin pobre, por lo general, es mucho mas bajo. Algunas veces esta por debajo de 0.01 mol/mol. Al exceder en el proceso de regeneracin de la solucin, la cantidad de energa que se utiliza es muy alta. Adicionalmente, no es necesario un nivel de regeneracin alto, a no ser que el absorbedor este trabajando por debajo de 100 lpcm.
5.9.3 Concentracin de la Solucin de Amina La tendencia ha sido, operar en el punto mas bajo del rango para minimizar la corrosin. Esta prctica produce perdidas muy grandes en energa. Al aumentar, se incrementa la capacidad de la solucin para remover gas acido y se logran ahorros energticos considerables. No se debe permitir que la concentracin de amina descienda. Por eso se debe agregar una solucin preparada o agua, con el fin de mantener el nivel de la concentracin y el caudal. No siempre se actualizan las pruebas para medir la concentracin, razn por la cual sta flucta. Esta falta de cuidado puede aumentar de manera notoria la corrosin y el costo de energa, tanto si la concentracin est por encima, como si es ms baja de lo esperado. Se debe tener cuidado en determinar regularmente la concentracin optima y mantenerla en el nivel apropiado.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 17
PRQ-311 5.9.4 Reflujo
Sistema de Endulzamiento de Gas Natural con a-MDEA
El vapor que sale por el tope de la columna de regeneracin, junto con los gases cidos, es condensado y devuelto al regenerador en forma de reflujo. La razn de los moles de agua (L) que regresan al regenerado entre los moles de gas acido que salen de la planta (D), se conoce como razn de reflujo. Este parmetro es fundamental en el diseo y operacin de la torre y un indicador de la cantidad de vapor que debe ser usada en el rehervidor. La razn de reflujo determina la cantidad de gas acido residual en la amina pobre y, por lo tanto, la eficiencia de fraccionamiento. Una razn de reflujo ptima debe ser un reto permanente. Cuando est por encima del nivel de referencia, habr desperdicio de energa y cuando est por debajo podra estar apareciendo la corrosin en la planta. Para mantener los costos de energa y la corrosin en el mnimo posible, la razn de reflujo debe coincidir con la razn de reflujo optima.
5.9.5 Intercambiador de Calor Hay una buena inversin en el diseo de los intercambiadores de calor con ahorros de energa. De lo contrario, el intento de ahorrar reduciendo el tamao de las unidades resulta muy costoso. El calor que no se recupera en los intercambiadores amina-amina representa una carga adicional para el rehervidor. Cuanto ms precalienta la amina rica mediante la recuperacin de calor de la amina pobre, menor la cantidad de calor que debe agregar al rehervidor en el proceso de regeneracin.
5.9.6 Perdidas de Amina La perdida de amina puede ser un problema operacional serio y costoso. Las cifras del consumo varan entre 1 y 50 libras por MMpcn de gas (1.0-50.0). Lo que ocurre despus que la amina sale del sistema tambin es importante. La amina absorbida por el gas tratado, pudiera envenenar el glicol que se encuentra aguas debajo de la planta de endulzamiento, lo cual representa costos elevados y problemas operacionales. La cantidad de amina que se usa debe ser registrada de manera rutinaria. Para ello es conveniente mantener un programa de trabajo.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 18
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
6. DISEO METODOLOGICO
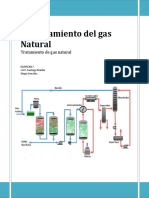
6.1 DESCRIPCION DEL PROCESO Esta unidad consiste de varios sistemas de equipos, caeras e instrumentos: Sistema de Tratamiento de Gas Sistema de Regeneracin de Amina Sistema de Aceite Colector Sistema de Gas Combustible
Cada sistema tiene un propsito especfico que se describe a continuacin: Las condiciones del proceso descritas en esta seccin son valores arrojados por simulacin en computador. Las condiciones actuales pueden variar debido a diferencia del gas de entrada, tipo de amina usada, perdidas de calor, y otros factores.
6.1.1 SISTEMA DE TRATAMIENTO DE GAS
El objetivo del sistema de tratamiento de gas, es remover el exceso de dixido de carbono del gas de entrada por tratamiento con amina. La remocin de dixido de carbono, es importante porque el dixido de carbono reduce el poder calorfico del gas natural. El dixido de carbono es tambin acido, y en consecuencia corrosivo en presencia de agua libre.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 19
PRQ-311 6.1.1.1 Bases de diseo
Sistema de Endulzamiento de Gas Natural con a-MDEA
Las bases de diseo para el sistema del gas tratado son: Gas de Entrada Temperatura Presin Caudal de Flujo Contenido de Dixido de Carbono 110 F 1100 lpcm 24.5 MMpcd 5.79 % Molar
Gas de Salida Contenido de Dixido de Carbono 0.3 % Molar (Mximo)
El gas es tratado por contacto con 245 GPM de solucin de amina en una torre que contiene 20 platos.
6.1.1.2 Equipos Principales Los equipos principales en el sistema de tratamiento de gas se listan a continuacin: Recipientes Depurador de Gas Tratado Filtros Filtro coalescente de Gas de Entrada Torres Contactora de Amina
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 20
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
6.1.1.3 Descripcin del Proceso del Sistema de Tratamiento de Gas El gas de entrada contiene hasta un 5.79 % molar de dixido de carbono, y entra a una unidad con un caudal de 24.5 MMpcd y 110 F de temperatura y 1100 lpcm (parmetros de diseo).
a. Preparacin del Gas de Entrada Antes que la corriente de gas de entrada sea tratada con solucin de amina, este debe ser filtrado en el Filtro Coalescente de Gas de Entrada, para remover pequeas gotas de liquido que puedan ser arrastradas o partculas solidas de 0.3 micrones. Esto ayuda a prevenir problemas de espuma, corrosin y contaminacin de la amina. El filtro coalescente tiene dos cmaras. El gas entra por la cmara inferior y fluye hacia arriba a travs de los elementos filtrantes de la cmara superior. Cualquier gota grande de lquido se colecta en la base de la cmara inferior. Como el gas fluye a travs de los elementos filtrantes, el lquido residual coalesce y forma gotas ms grandes que caen en el fondo de la cmara superior. El lquido sale de las cmaras superior e inferior a travs de los controles de nivel y fluyen al sistema de drenaje cerrado de la planta. Las partculas solidas son capturadas y retenidas por los elementos filtrantes. A medida que las partculas solidas se acumulan, los elementos filtrantes comienzan a taponarse y la cada de presin en el recipiente se incrementar. Cuando la cada de presin alcanza los lmites recomendados, los elementos filtrantes deben ser reemplazados. El recipiente esta provisto con vlvulas de bloqueo y bypass, de manera que los elementos filtrantes puedan ser reemplazados mientras que la unidad esta en operacin.
b. Tratamiento de Amina El gas tratado de entrada adecuadamente filtrado ingresa a la base de la Contactora de Amina dentro del cual el gas fluye en direccin vertical ascendente en contacto con 245 GPM de solucin de amina que descienden sobre una serie de 20 platos. La torre opera a alta presin y a temperaturas moderadas.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 21
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
La solucin de amina fluye a travs de cada plato, sobre un vertedero en el borde de salida que mantiene un nivel de liquido constante en cada plato, y fluye hacia abajo a travs de un vertedero al plato inmediato inferior. El gas se mueve hacia arriba a travs de pequeas aberturas ubicadas en todo el plato. Las aberturas estn cubiertas con vlvulas flotantes que se levantan del plato por el ascenso del gas. Las vlvulas flotantes permiten que el gas se mueva hacia arriba mientras que minimizan la cantidad de liquido que lagrimea hacia abajo a travs de los agujeros en condiciones de cierre. El lagrimeo reduce la eficiencia de los platos.
Gas y lquido entran en contacto ntimo en cada plato con tiempo de contacto suficiente para que la solucin de amina absorba el dixido de carbono del gas de entrada. El mecanismo de absorcin implica reacciones acido-base, en la cual el dixido de carbono es el componente acido (un gas acido) y amina es el componente bsico. Estos procesos generan calor observndose un aumento de temperatura. La Contactora de Amina est equipada con indicadores de temperatura que puede usarse para monitorear los aumentos de temperaturas en la torre. La temperatura mas alta, se espera estarn entre 150 F y 190 F, y ocurrir en el plato inferior donde la mayor parte de dixido de carbono es absorbido. La Contactora de Amina esta tambin equipada con un indicador de presin diferencial. Una presin diferencial ms alta que la normal usualmente indica problemas de formacin de espuma dentro de la torre. La formacin de espuma reduce la habilidad de la solucin de amina para remover el gas acido de la corriente de gas de entrada, y a su vez incrementa las perdidas de amina mediante arrastre de espuma en la corriente de gas tratado. La solucin de amina que se recoge en el fondo de la Contactora de Amina es llamada amina rica, porque est rica en dixido de carbo no absorbido. La amina rica sale de la torre a travs del control de nivel y fluye al sistema de regeneracin de amina a una temperatura entre 150 F y 180 F. El gas que sale por el tope de la Contactora de Amina es llamado Gas Tratado, porque ha sido tratado con solucin de amina y el exceso de dixido de carbono ha sido removido. El gas tratado estar entre 115 F y 135 F y estar saturado en agua debido al contacto con la solucin de amina.
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 22
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
El gas tratado es depurado para remover pequeas cantidades de arrastre de solucin de amina en el Depurador de Gas Tratado. El lquido recuperado fluye al Tanque de Expansin de Amina a travs del control de nivel. El gas depurado sale de la unidad y fluye aguas abajo a los equipos de deshidratacin. En caso de inundacin o de formacin de espuma en la Contactora de Amina, el Depurador de Gas Tratado evitara que la amina se pierda aguas debajo de los equipos.
6.1.2 SISTEMA DE REGENERACION DE AMINA
El objetivo del sistema de regeneracin de amina es regenerar en forma continua y recircular la solucin de amina utilizada en la Contactora de Amina. La solucin de amina es regenerada a travs del despojo del dixido de carbono absorbido con vapor en una torre que opera a baja presin (menos de 25 lpcm) y alta temperatura (150 F y 180 F en el rehervidor). Estas condiciones son opuestas a las reacciones que ocurren en la Contactora de Amina a alta presin y moderada temperatura. El vapor de despojo es producido por vaporizacin de una porcin de agua en la solucin de amina.
6.1.2.1 Bases de Diseo Las bases de diseo para el sistema de regeneracin de amina se resumen a continuacin:
Tipo de Amina: Concentracin de Amina: Caudal de Circulacin: Carga de Amina Pobre: Carga de Amina Rica:
MDEA 50 %wt (en agua tratada) 245 GPM 0,03 moles de CO2 por mol de amina 0.45 moles de CO2 por mol de amina
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 23
PRQ-311 6.1.2.2 Equipos Principales
Sistema de Endulzamiento de Gas Natural con a-MDEA
Los principales tems en el sistema de regeneracin de amina estn listados a continuacin; Intercambiadores Intercambiador de Amina Pobre/Rica Rehervidor de Amina (Tubos) Aeroenfriadores Enfriador de Amina Condensador de Reflujo Enfriadores de sellos mecnicos de Bombas Impulsoras de Amina Recipientes Tanque de Expansin de Amina Acumulador de Reflujo Tanque de Abastecimiento de Amina Filtro Filtro de Carbn Activado Filtro de Partculas de Amina Torres Regeneradora de Amina Bombas Bombas de Circulacin de Amina Bombas Reforzadoras de Amina Bombas de Reflujo Bombas de Inyeccin Anti-espuma
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 24
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
6.1.2.3 Descripcin del Proceso del Sistema de Regeneracin La amina rica fluye de la Contactora de Amina al sistema de regeneracin de amina a un caudal de 245 GPM y 150 F a 180 F y 1275 lpcm
a. Equipos de Amina Rica La amina rica sale de la Contactora de Amina a travs del sistema de control. La vlvula de control marca la transicin de operacin de alta presin a operacin de baja presin. La amina rica contiene algunos hidrocarburos livianos, primariamente metano y etano, que son fsicamente absorbidos por la solucin de amina debido a la alta presin de operacin en la Contactora de Amina. La mayora de estos hidrocarburos, una pequea porcin de dixido de carbono, y algunos contaminantes voltiles abandonan la solucin cuando la presin operativa es reducida por la vlvula de control de nivel. El vapor que se forma de esta manera es llamado gas flash. La amina rica es introducida al Tanque de Expansin de Amina que opera a 60 lpcm. El tanque de Expansin de Amina permite separar la amina rica, gas flash y cualquier hidrocarburo liquido desprendido de la amina rica, pero que es muy pesado para vaporizarse. Una buena separacin de hidrocarburos es importante porque los hidrocarburos pueden causar problemas de espuma en la Regeneradora de Amina. El gas flash sale por el tope del tanque de expansin a travs del control de presin y fluye al sistema de gas combustible o a la chimenea de venteo. El venteo es separado en una ubicacin segura. Pero esta es normalmente solo usada durante descontroles. Cualquier hidrocarburo lquido que se separa de la amina rica en el tanque de expansin formara una capa sobre la superficie de la amina rica porque estos no son tan densos como la solucin de amina. La acumulacin de liquido puede ser manualmente drenada usando la vlvula skimmer (desnatadora) de hidrocarburo ubicada sobre el costado del tanque de expansin. Durante operacin normal la acumulacin de liquido no es demasiado. La amina rica sale del fondo del tanque de expansin a travs del control de nivel y fluye aguas abajo al Intercambiador de Amina Pobre/Rica.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 25
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
Dentro del intercambiador, la amina rica es calentada a 210 F por intercambio de calor mediante la solucin de amina regenerada llamada amina pobre. El intercambiador tiene dos objetivos: primero, calienta la amina rica para optimizar la operacin en la Regeneradora de Amina y reduciendo la carga trmica de calor en el Rehervidor de Amina. Segundo, enfra la amina pobre reduciendo la carga trmica sobre el Aeroenfriador de Amina. La amina rica caliente fluye desde el Tanque de Expansin de Amina a travs de la vlvula de control de nivel y entra al tope de la Regeneradora de Amina. La vlvula de control de nivel est ubicada aguas abajo del intercambiador de Amina Pobre/Rica, de manera de evitar la contra presin sobre el intercambiador debido a la vaporizacin. Esto ayuda a minimizar la corrosin por gas acido en el intercambiador y en las tuberas ubicadas aguas abajo.
b. Regeneradora de Amina Dentro de la Regeneradora de Amina, el dixido de carbono absorbido es despojado de la amina rica con vapor que se produce en el Rehervidor de Amina por vaporizacin de una porcin de agua de la solucin de amina. La amina pobre sale del fondo de la torre y el vapor con dixido de carbono hmedo sale por el tope de la torre. La Regeneradora de Amina opera a 220 F en el fondo y 190F en el tope. La contra presin es mantenida en 4 lpcm por la vlvula controladora de presin sobre la lnea de venteo del gas acido. Los 20 platos en la torre funcionan de la misma manera como los platos en la Contactora de Amina. Como el vapor de despojo se mueve hacia arriba a travs de la Regeneradora de Amina, esto transfiere suficiente calor a la solucin de amina descendente para promover la desercin de dixido de carbono. La mayor parte de este vapor condensa durante este proceso, diluye la solucin de amina, y retorna al rehervidor. El vapor que no condensa acta como un portador para remover el dixido de carbono desorbido de la solucin de amina y arrastrado hacia el tope de la torre. La torre est equipada con un indicador de presin diferencial. Una presin diferencial ms alta de lo normal indica problemas de formacin de espuma en la torre.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 26
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
c. Equipo de Tope de la Regeneradora de Amina El vapor de tope de la torre fluye al Condensador de Reflujo donde este es enfriado entre 110 F y 120 F por intercambio de calor con el aire ambiente. Este condensa la mayor parte del vapor de agua de tope de la torre. El efluente de este condensador fluye al Acumulador de Reflujo para su separacin. El vapor separado, llamado gas acido, es fundamentalmente dixido de carbono y algo de vapor de agua, hidrocarburos livianos, resto de amina y contaminantes voltiles que pueden estar presentes. El gas acido sale por el tope del acumulador a travs del control de presin y fluye hacia la chimenea de venteo El lquido recogido en el fondo del acumulador, llamado reflujo, es fundamentalmente agua. El dixido de carbono disuelto, hidrocarburos, amina y algunos contaminantes tambin estarn presentes. El reflujo es bombeado desde el acumulador a travs de las Bombas de Reflujo. Las bombas estn equipadas con un control de caudal mnimo a travs de un orificio de restriccin, que ayuda a proteger las bombas de problemas de bajos caudales durante descontroles u operaciones por debajo de los caudales de diseo. Las bombas retornan el reflujo a la Regeneradora de Amina en la lnea de alimentacin aguas debajo.
d. Rehervidor de Amina La solucin de amina deber ser prcticamente despojada del gas acido antes de que sea recogida en el plato de la chimenea de la Regeneradora de Amina (ubicada por debajo del plato #20) y alimentada por gravedad al Rehervidor de Amina. Esto es muy importante porque el gas acido hmedo y caliente es altamente corrosivo y en altas concentraciones puede causar severos daos al rehervidor. El rehervidor de amina est diseado para vaporizar alrededor del 10% en peso de su alimentacin. La temperatura de ebullicin de la amina, es mucho ms alta que la temperatura de ebullicin del agua, de manera que el vapor solo consistir primariamente de vapor de agua. Esto se denomina vapor de despojo. El liquido remanente es llamado amina pobre porque ha sido despojada del exceso de dixido de carbono.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 27
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
El efluente del rehervidor retorna a la base de la Regeneradora de Amina por separacin. El vapor de despojo fluye hacia arriba a travs de los platos para despojar el dixido de carbono de la solucin de amina descendente tal como se explico anteriormente. La amina pobre cae hacia el fondo de la torre y se acumula en el Tanque de Abastecimiento de Amina. La fuente de calor para el Rehervidor de Amina es aceite caliente proveniente del sistema de aceite calefactor. Este mtodo de calentamiento indirecto protege la solucin de amina, de puntos calientes y de la posterior degradacin trmica asociada con el juego directo del rehervidor.
e. Variables Importantes para la Regeneracin Apropiada de la Amina La regeneracin adecuada de la amina es decisiva para el mantenimiento del gas tratado en especificaciones y controlar la corrosin en todo el sistema de amina. La variable operativa que tiene el mayor efecto en la regeneracin de amina es la adecuada produccin del vapor de despojo. La adecuada temperatura de salida del rehervidor es tambin importante. (1) Vapor de Despojo
Deber existir suficiente vapor de despojo para calentar adecuadamente la solucin de amina y arrastrar el dixido de carbono desorbido. El vapor de despojo es generado en el rehervidor, y se separa de la amina pobre dentro de la Regeneradora de Amina de modo que la cantidad de vapor generado no se puede medir directamente o controlar. Sin embargo, como la cantidad de vapor generado depende de la carga trmica de ingreso al rehervidor, esto puede ser directamente controlado a travs del caudal de circulacin de aceite calefactor y el suministro de temperatura. Por ejemplo, a medida que el caudal de aceite calefactor o el suministro de temperatura es aumentado, la carga de vapor que se genera tambin aumentara. Y, a medida que la cantidad de vapor de despojo aumenta, la cantidad de dixido de carbono remanente en la amina pobre, llamado carga pobre, disminuir. Durante la operacin, se debern ajustar el caudal del aceite calefactor tanto como sea necesario para regenerar la solucin de amina a una carga pobre de 0.03 moles de dixido de carbono por moles de amina (o menos).
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 28
PRQ-311 (2)
Sistema de Endulzamiento de Gas Natural con a-MDEA Temperatura de Salida del Rehervidor
La temperatura de salida del rehervidor deber ser como mnimo 240F para proveer vapor de despojo suficientemente caliente para calentar adecuadamente la solucin de amina en la torre. A menores temperaturas, la eficiencia de las reacciones de desorcin disminuye, de manera que ser ms difcil de regenerar adecuadamente la solucin de amina. Por otra parte, la temperatura de salida del rehervidor no debe exceder 270 F porque, a temperaturas ms altas, el potencial de degradacin trmica de la amina comienza a aumentar significativamente. Es importante notar que la temperatura de salida del rehervidor no es controlada ajustando la carga trmica que ingresa al rehervidor. En este aspecto, el proceso acta mas como un caldero de vapor que como un tpico rehervidor de torre. Esto es porque el vapor generado en el rehervidor es prcticamente todo agua y esto se vaporiza prcticamente a una temperatura constante, como el agua en un caldero. Aumentando la carga trmica, aumentara la carga de vapor generado pero no la temperatura del mismo. Por el contrario, la temperatura de salida del rehervidor es directamente controlada a travs del control de presin de la Regeneradora de Amina. Una vez ms, esto es una operacin similar a la de un caldero. Por ejemplo, a medida que la presin de la Regeneradora de Amina es incrementada, la temperatura de salida del rehervidor tambin aumentara. Durante la operacin, se debern ajustar la presin de la Regeneradora de Amina si fuera necesario para mantener la temperatura de salida del rehervidor dentro del rango recomendado de 240 F a 270 F.
En resumen, la carga de vapor de despojo que se genera esta indirectamente controlada ajustando la cantidad de carga trmica en la entrada del Rehervidor de Amina, y la temperatura de salida del rehervidor esta indirectamente controlada ajustando la presin de operacin de la Regeneracin de Amina.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 29
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
f. Equipo de Amina Pobre La amina pobre caliente es bombeada desde el Tanque de Abastecimiento de Amina y se presuriza a 70 lpcm a travs de las Bombas Reforzadoras de Amina. Las bombas estn equipadas con Enfriador de Sellos de Bombas Reforzadoras de Amina el cual enfra el lquido de lavado de los sellos por conveccin natural e intercambio con el medio ambiente. Enfriar el fluido de lavado de los sellos ayuda a extender la vida til de los sellos de las bombas. La amina pobre presurizada fluye a travs del Intercambiador de Amina Pobre/Rica donde es enfriada entre 170 F y 190 F por intercambio de calor con la amina rica, como se describi anteriormente. El intercambiador est equipado con un bypass en el lado de la amina pobre que se usa para ajustar la temperatura de alimentacin de la Regeneradora de Amina cuando sea necesario. El bypass est ubicado en el lado rico, porque la amina pobre es menos corrosiva que la amina rica y probablemente menos expansin al otro lado de la vlvula. La amina caliente es ms adelante enfriada entre 105 F y 115 F por intercambio de calor con aire ambiente en el Enfriador de Amina. La amina enfriada es filtrada en el filtro de partculas para remover slidos de tamao mayor a 5 micrones. Esto reduce la tendencia de formacin de espuma, erosin, corrosin, suciedad y taponamiento. Dentro del filtro la amina pobre es forzada a fluir a travs de los elementos filtrantes que atrapan las partculas solidas. A medida que los elementos filtrantes se van obstruyendo con partculas, la cada de presin a travs de los filtros aumentara. Cuando la cada de presin alcanza los lmites admitidos por el fabricante, los elementos filtrantes debern ser reemplazados. Un bypass est provisto para que los elementos filtrantes puedan ser reemplazados mientras la unidad est operando. Cerca de 10% de la amina pobre filtrada, 24 GPM es desviada a travs del Filtro de Carbn y luego se recombina con la corriente principal de amina pobre. La filtracin con carbn remueve hidrocarburos pesados y las impurezas solubles de la superficie activa de la solucin de amina. Esto reduce la tendencia a la formacin de espuma. Dentro del filtro de carbn, la amina pobre es forzada a fluir hacia abajo a travs de un lecho de 4-6 de profundidad de grnulos de carbn activado. Las impurezas son absorbidas sobre la superficie de los grnulos de carbn
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 30
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
activado. A diferencia de los filtros de partculas, el carbn puede agotarse sin ningn incremento en la cada de presin a travs de los filtros. El carbn necesitara ser reemplazado cuando las comparaciones de las muestras tomadas aguas arriba y aguas abajo del filtro muestren un aumento del color, tendencia a formacin de espuma y contenidos de hidrocarburo. Un colador (strainer) es colocado aguas abajo del filtro de carbn para atrapar finos carbones que escapan de los filtros. Esto es importante porque partculas de carbn pueden erosionar partes internas de las bombas. La corriente filtrada se recombina con la corriente principal de amina pobre. La amina pobre es luego bombeada al tope de la Contactora de Amina a travs de las Bombas de Circulacin de Amina. La vlvula de control de flujo ubicada aguas debajo de las bombas permite que el caudal de circulacin de amina sea optimizado. Una vez que la amina pobre entra al tope de la Contactora de Amina, el circuito de circulacin de amina esta completo.
g. Equipo Antiespuma El antiespuma puede ser inyectado a la amina pobre en la descarga de las Bombas de Circulacin de Amina, y a la amina rica en la salida del Intercambiador Amina Pobre/Rica. El antiespuma es bombeado dentro del sistema de amina a travs de la Bomba de Inyeccin de Antiespuma. Esta deber ser inyectada nicamente cuando sea necesaria y no por ms de 10 minutos cada vez. Exceso de antiespuma creara problemas operativos y de mantenimiento. Cuando ocurra la formacin de espuma, la causa deber ser identificada y corregida tan pronto sea posible.
h. Amina Tratada Las prdidas de amina son normalmente mnimas, a menos que ocurra un problema de formacin de espuma o fugas. La concentracin de amina se testea rutinariamente para monitorear dichas prdidas. La reposicin de amina deber hacerse de manera batch, tanto como sea necesario para mantener la concentracin de amina entre 48 y 52 por ciento en peso. La amina se agrega al sistema a travs de la lnea de agua tratada.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 31
PRQ-311 i. Gas Blanket
Sistema de Endulzamiento de Gas Natural con a-MDEA
Deber efectuarse las previsiones para que el gas blanket fluya en dos posiciones del sistema de amina. El gas blanket fluye al tanque de Expansin de Amina a travs del controlador de presin cuando es necesario. Este es usado especialmente durante los arranques y paros de planta, cuando muy poco o nada de gas flash es generado. En estas ocasiones, el gas blanket mantiene la presin del Tanque de Expansin de Amina suficientemente alta como para alimentar la amina rica a la Regeneradora de Amina. Normalmente, no existe flujo a travs de ste. El gas blanket fluye por la lnea de tope de la Regeneradora de Amina a travs del controlador de presin cuando es necesario. Esto ayuda a mantener presin positiva en la Regeneradora de Amina durante los paros de planta cuando la torre se enfra y el vapor en la torre se condensa. Normalmente, no existe flujo a travs de este.
La alimentacin del gas blanket es del sistema de gas combustible.
j. Drenaje de Amina El sistema de drenaje de amina permite que la solucin de amina que se drena de los equipos por mantenimiento u otras causas, sea recuperada y retornada al sistema de amina. Hay colectores de alta presin (HAD) y baja presin (LAD). La solucin de amina drenada puede ser colectada y retornada al sistema de amina de manera batch cuando sea necesario. El punto de retorno es a travs de la lnea de agua tratada. La solucin de amina que retorna es llamada amina de reposicin.
6.1.3. SISTEMA DE ACEITE TERMICO
El objetivo del sistema de aceite trmico es para transportar calor desde el Horno al Rehervidor de Amina.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 32
PRQ-311 6.1.3.1 Bases de Diseo
Sistema de Endulzamiento de Gas Natural con a-MDEA
Las bases de diseo para el sistema de aceite trmico se resumen a continuacin: Caudal de Circulacin: Temperatura de Alimentacin: Temperatura de Retorno: 191.600 lb/h 380 F 270 F
El sistema de aceite trmico es un sistema cerrado.
6.1.3.2 Equipos Principales Los equipos principales del sistema de aceite trmico se listan a continuacin: Intercambiador Rehervidor de Amina (carcaza) Aeroenfriadores Enfriador de Sellos de Bombas Recipientes Tanque de Expansin de Aceite Trmico Bombas Bombas de Circulacin de Aceite Trmico Horno Horno de Aceite Trmico
6.1.3.3 Descripcin del Proceso del Sistema de Aceite Trmico El Horno de Aceite Trmico est diseado para calentar aceite de 270 F a 380 F. Esta temperatura permite que el calentamiento del proceso se efecte y tambin compensa las prdidas de calor en las tuberas. El Horno de Aceite Trmico es un horno horizontal con un quemador. El caudal de circulacin del
UNIV. MARIA ALEJANDRA HERRERA AEZ Pgina 33
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
gas combustible es ajustado automticamente a travs del controlador de temperatura de salida, de manera de mantener una temperatura constante del aceite trmico. El aceite trmico fluye desde el Horno de Aceite Trmico a la carcaza del Rehervidor de Amina. En el rehervidor, el aceite caliente es enfriado de 380 F a 270F, a medida que le transfiere calor a la solucin de amina. El aceite trmico fluye del Rehervidor de Amina a las Bombas de Circulacin de Aceite Trmico donde se presuriza a 135 lpcm. Las bombas estn equipadas con Enfriador de Sellos de Bombas de Aceite Calefactor, los cuales enfran el lquido de lavado de los sellos por conveccin natural e intercambio con el medio ambiente. Las bombas retornan el aceite a la entrada del Horno de Aceite Trmico para completar el circuito de circulacin del aceite trmico. La vlvula de control de flujo ubicada aguas debajo de las bombas, permite ajustar el caudal de circulacin de aceite trmico tanto como sea necesario, para proveer la cantidad requerida de calor al Rehervidor de Amina. La presin del tanque de expansin se mantiene entre 2 lpcm y 31 lpcm por el sistema blanket que se introduce al tanque a travs del control de presin, y desprende el exceso a venteo a travs de ste.
6.1.4 SISTEMA DE GAS COMBUSTIBLE
El objetivo del sistema de gas combustible es proveer gas al Horno de Aceite Trmico y gas blanket para el Tanque de Expansin de Amina y la Regeneradora de Amina.
6.1.4.1 Bases de Diseo Las bases de diseo para el sistema de gas combustible se resumen a continuacin: Caudal de Circulacin: 786 lb/h Presin: 50 lpcm
Pgina 34
UNIV. MARIA ALEJANDRA HERRERA AEZ
PRQ-311 6.1.4.2 Equipos Principales
Sistema de Endulzamiento de Gas Natural con a-MDEA
Los equipos principales del sistema de aceite trmico se listan a continuacin: Recipiente Depurador de Gas Combustible 6.1.4.3 Descripcin del Proceso del Sistema de Gas Combustible El gas combustible es tomado de cualquiera de las siguientes tres alimentaciones: la lnea de gas de entrada, lnea de gas tratado, o el sistema de gas combustible. No importa cul sea la alimentacin seleccionada, el gas entra al sistema de gas combustible. El gas es despresurizado a 212 lpcm, y luego baja a 50 lpcm. Dos reguladores son usados porque la cada de presin es demasiada para manejarla con un solo regulador. Las corrientes de gas son depuradas en el Depurador de Gas Combustible para remover cualquier lquido libre. Esto es necesario porque lquidos libres daan los quemadores en el gas combustible. 6.2 ESQUEMA TIPICO DE UNA PLANTA DE ENDULZAMIENTO DE GAS NATURAL
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 35
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
6.3 SIMULACION DEL SISTEMA DE ENDULZAMIENTO
7. ANALISIS Y RESULTADOS DE LA OPERACION
7.1. CONDICIONES DE ENTRADA DEL GAS A PLANTA Caudal Presin : : 24.5 MMpcn 1100 lpcm 110 F
Temperatura:
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 36
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.2 COMPOSICIN DEL GAS DE ENTRADA
COMPONENTES N2 CO2 C1 C2 C3 iC4 nC4 iC5 nC5 C6 C7*
PORCENTAJE MOLAR (%) 0.310 5.790 86.110 7.230 0.510 0.020 0.010 0.010 0.010 0.000 0.000
7.3 COMPOSICIN DEL GAS TRATADO
COMPONENTES N2 CO2 C1 C2 C3 iC4 nC4 iC5 nC5 C6 C7*
PORCENTAJE MOLAR (%) 0.329 0.000 91.402 7.674 0.541 0.021 0.106 0.106 0.106 0.000 0.000
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 37
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.4 CARGA MOLAR EN EL SISTEMA ( ( ) ) ( ( ) )
7.5 GAS REMOVIDO DE LA CORRIENTE
7.5.1 Volumen de gas acido removido
7.5.2 Moles de gas acido removido ( ( ) ) ( ( ) )
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 38
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.6 GAS TRATADO QUE SALE DEL ABSORBEDOR
7.6.1 Caudal de Gas que sale de la planta
7.6.2 Moles de Gas que salen de la planta ( ( ) )
7.7 CONTENIDO DE AGUA EN LA ENTRADA Y SALIDA DEL GAS
7.7.1 Gas de Entrada T= 110 F , P= 1100 lb/pie2
( ( )
) (
) )
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 39
PRQ-311 7.7.2 Gas Tratado T= 120F P= 1100 lb/pie2
Sistema de Endulzamiento de Gas Natural con a-MDEA
CONDICIONES Presin (lpcm) Temperatura (F) Contenido de agua (lb/MMpcn)
ENTRADA 1100 110 75,04
SALIDA 1100 120 92,4
7.8 TASA MASICA DE LA SOLUCION AMDEA
7.9 CAUDAL DE CIRCULACION DE LA SOLUCION DE AMDEA
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 40
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.10 CANTIDAD DE CALOR TOMADO POR EL GAS QUE SALE POR EL TOPE
7.11 CALOR DE REACCION
7.11.1 Calor remanente en la amina
7.12 COMPOSICION DE LA SOLUCION QUE LLEGA AL ABSORBEDOR
7.12.1 Moles de Agua en la Solucin
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 41
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.12.2 Moles de AMDEA en la solucin
7.12.3 Moles de CO2 en la solucin ( )
COMPONENTES H2O aMDEA CO2
(lb-mol/h) 3500,9 529,55 1,59 4032,04
(%molar) 86,83 13,13 0,04
7.13 COMPOSICION DE LA SOLUCION QUE SALE DEL ABSORBEDOR Y ENTRA AL REGENERADOR
COMPONENTES H2O aMDEA CO2
(lb-mol/h) 3500,9 529,55 157,34 4187,79
(%molar) 83,60 12,64 3,76
Pgina 42
UNIV. MARIA ALEJANDRA HERRERA AEZ
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.14 TEMPERATURA DE LA SOLUCION A LA SALIDA DEL ABSORBEDOR
7.15 CALOR REQUERIDO EN EL INTERCAMBIADOR DE CALOR AMINAAMINA
7.16 CALOR REQUERIDO EN EL REHERVIDOR
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 43
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.17 COMPOSICION DE LOS GASES QUE SALEN DEL REGENERADOR
7.17.1 Moles de Vapor que dejan el Regenerador
7.17.2 Agua que sale de la Regeneradora ( ( ) )
7.18 COMPOSICION DE LOS GASES QUE SALEN DEL REGENERADOR (ANTES DEL CONDENSADOR) COMPONENTES H2O CO2 (lb-mol/h) 157,38 155,75 313,13 (yi) 0,5026 0,4974 (MI) 18,015 44,097 62,112
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 44
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
7.19 COMPOSICION DE LOS GASES DE COLA EN EL SEPARADOR DE SALIDA COMPONENTES H2O CO2 (lb-mol/h) 10,38 155,75 166,13 (yi) 0,062 0,938 (MI) 18,015 44,097 62,112
7.20 CALOR REQUERIDO EN EL CONDENSADOR
7.21 REFLUJO De grafico R=1mol vapor/mol gas acido
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 45
PRQ-311 8. CONCLUSIONES
Sistema de Endulzamiento de Gas Natural con a-MDEA
Para prevenir problemas durante el procesamiento del gas, as como la baja calidad en el mismo es necesario eliminar todo el CO2 y H2S contenido en el gas natural. Verificamos la optimizacin de un sistema de endulzamiento utilizando el a-MDEA como sustancia absorbente, cumpliendo as con nuestro objetivo principal. Se pudo obtener un producto final que cumple con las especificaciones que exige tanto el mercado interno como el externo. Se establecieron todos los parmetros que son necesarios para la optima realizacin del proceso de endulzamiento.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 46
PRQ-311 9. ANEXOS
Sistema de Endulzamiento de Gas Natural con a-MDEA
Calor Especfico de una Solucin MEA- Agua
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 47
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
Relacin de Reflujo vs P y T en la seccin del tope del regenerador
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 48
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 49
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 50
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 51
PRQ-311
Sistema de Endulzamiento de Gas Natural con a-MDEA Propiedades del Gas de campo Carrasco - Bolivia (P = 600 Psia; T=100 oF)
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 52
PRQ-311 10. BIBLIOGRAFIA
Sistema de Endulzamiento de Gas Natural con a-MDEA
Campbell J.M,Gas Conditioning and Processing.1979 3a Edicin, 2, 222-227 MARTNEZ, M. 1995. Endulzamiento del Gas Natural. Ingenieros Consultores, S.R.L. Maracaibo (Estado Zulia), Venezuela. Suarez Barba Jos Luis, Optimizacin de Sistema de Endulzamiento de Gas Natural. Dr. Pino Morales Fernando, Endulzamiento del Gas Natural, Universidad de Oriente, Escuela de Ingeniera de Petrleo, Maturn/Monagas/Venezuela. Msc. Calle Martnez Marco Antonio, Principios de Ingeniera de Gas.
UNIV. MARIA ALEJANDRA HERRERA AEZ
Pgina 53
You might also like
- Perfil Proyecto UltimoDocument48 pagesPerfil Proyecto UltimoWIGER MADRIDNo ratings yet
- º Proceso de Endulzamiento Del Gas Natural Con Desecantes SolidosDocument14 pagesº Proceso de Endulzamiento Del Gas Natural Con Desecantes SolidosJosmary RomeroNo ratings yet
- Exponer Proceso de Endulzamiento Del Gas NaturalDocument27 pagesExponer Proceso de Endulzamiento Del Gas NaturalÁlvarez AzzumyNo ratings yet
- Ingenieria Unidades de Deshidratacion de Gas NaturalDocument57 pagesIngenieria Unidades de Deshidratacion de Gas NaturalMauricio E Campo RNo ratings yet
- Endulzamiento Del Gas Natural.Document24 pagesEndulzamiento Del Gas Natural.Francisco RuedaNo ratings yet
- Deshidratacion Con TrietilenglicolDocument41 pagesDeshidratacion Con TrietilenglicolkevinNo ratings yet
- Procesos de Deshidratacion Del Gas NaturalDocument7 pagesProcesos de Deshidratacion Del Gas NaturalCarlos Canedo TapiaNo ratings yet
- Separadores de Gas NaturalDocument13 pagesSeparadores de Gas NaturalDuban HernandezNo ratings yet
- Proceso Criogénico para Gases Del Petróleo PetróleoDocument8 pagesProceso Criogénico para Gases Del Petróleo PetróleoVictor Hugo CarreÓnNo ratings yet
- DESHIDRATACION No Convencional PDFDocument80 pagesDESHIDRATACION No Convencional PDFErick Jhonhatan Limon0% (1)
- Endulzamiento Del Gas NaturalDocument26 pagesEndulzamiento Del Gas NaturalElizardo Ferrufino LopezNo ratings yet
- Endulsamiento Por SulfinolDocument6 pagesEndulsamiento Por Sulfinolguido oscar huanca mamaniNo ratings yet
- Endulzamiento Del Gas NaturalDocument21 pagesEndulzamiento Del Gas NaturalElber SarmientoNo ratings yet
- Tema 5 Desacidificacion Del Gas NaturalDocument22 pagesTema 5 Desacidificacion Del Gas NaturalMarco Antonio Daza Torres100% (1)
- Ajuste Del Punto de RocioDocument32 pagesAjuste Del Punto de RocioGustavo Alexis Leon PerezNo ratings yet
- Endulzamiento Por Aminas ExpoDocument11 pagesEndulzamiento Por Aminas ExpoLuisa AmayaNo ratings yet
- Refinacion Quimica HidrorefinoDocument9 pagesRefinacion Quimica Hidrorefinoreynaldo_9_12No ratings yet
- Cap 2 EndulzamientoDocument61 pagesCap 2 EndulzamientoEfrainGuzmanNo ratings yet
- Separadores EsfericosDocument10 pagesSeparadores EsfericosCarlos Garcia Antezana100% (1)
- Proyecto RefinacionDocument61 pagesProyecto RefinacionSALUSTRIA CABEZAS SANCHEZ100% (1)
- Antecedentes DESTILACION POR ARRASTRE CON VAPORDocument6 pagesAntecedentes DESTILACION POR ARRASTRE CON VAPORGabriel LVNo ratings yet
- Predencia de Mercurio en El Gas Natural y Sus EfectosDocument3 pagesPredencia de Mercurio en El Gas Natural y Sus EfectosMaría E. A. Condori100% (1)
- Torres DeshidratadoraDocument3 pagesTorres DeshidratadoraHector VeraNo ratings yet
- Extracción de Liquidos Del Gas Natural FinalDocument15 pagesExtracción de Liquidos Del Gas Natural FinalAndreaTorloneNo ratings yet
- Métodos de Deshidratación de Gas NaturalDocument17 pagesMétodos de Deshidratación de Gas NaturalAnonymous kEC3kiyNo ratings yet
- Endulzamiento de Gas NaturalDocument13 pagesEndulzamiento de Gas Naturalmilser roel campos bautistaNo ratings yet
- Destilación o Fraccionamiento Del Crudo PesadoDocument5 pagesDestilación o Fraccionamiento Del Crudo Pesadodarwingd_1No ratings yet
- Monografia Del Endulzamiento y Acondicionamiento El Gas Natural (Torres)Document8 pagesMonografia Del Endulzamiento y Acondicionamiento El Gas Natural (Torres)Clever TorresNo ratings yet
- Fraccionamiento UltimoDocument76 pagesFraccionamiento UltimoFredy López Medina100% (3)
- 8vo Tecnologia PLANTAS DE TRATAMIENTO DE GAS NATURAL EN BOLIVIADocument4 pages8vo Tecnologia PLANTAS DE TRATAMIENTO DE GAS NATURAL EN BOLIVIAAnahis Alejandra GutierrezNo ratings yet
- Correlaciones Empíricas para La Formación de HidratosDocument7 pagesCorrelaciones Empíricas para La Formación de Hidratosjahircz100% (1)
- Generalidades Del Gas NaturalDocument11 pagesGeneralidades Del Gas NaturalJhonatan Romero Huarcaya0% (1)
- Proceso de ExtraccionDocument21 pagesProceso de ExtraccionHenry Arias SolizNo ratings yet
- Tema 5 - Deshidratacion Del GasDocument31 pagesTema 5 - Deshidratacion Del GasLuis Alberto Senzano TercerosNo ratings yet
- Presentación 1Document12 pagesPresentación 1Alejandro PerezNo ratings yet
- Fraccionamiento Del Gas NaturalDocument49 pagesFraccionamiento Del Gas NaturalMarcos Polo YucraNo ratings yet
- Endulzamiento Por Adsorcion Mediante Tamices MolecularesDocument36 pagesEndulzamiento Por Adsorcion Mediante Tamices MolecularesM G C100% (1)
- Reboiler E 304Document5 pagesReboiler E 304ezequiel uzcateguiNo ratings yet
- Cuestionario de Endulzamiento de Gas NaturalDocument16 pagesCuestionario de Endulzamiento de Gas NaturalDavidandyNo ratings yet
- Tecnologia TwisterDocument6 pagesTecnologia TwisterMarlen Fabiola Villca Choque100% (1)
- Endulzamiento Del Gas NaturalDocument4 pagesEndulzamiento Del Gas NaturalDiego GonzáalezNo ratings yet
- Libro Procesamiento de Gas y Simulacion de Procesos PDFDocument309 pagesLibro Procesamiento de Gas y Simulacion de Procesos PDFDiego Armando Flores GutierrezNo ratings yet
- Endulzamiento de Gas NaturalDocument38 pagesEndulzamiento de Gas NaturalEver Chiri ChoqueNo ratings yet
- Diseño de Separadores - RevA (FINAL)Document97 pagesDiseño de Separadores - RevA (FINAL)Flor BalseiroNo ratings yet
- 6-Endulzamiento Por Solventes Fisicos, Mixtos, Lechos.Document30 pages6-Endulzamiento Por Solventes Fisicos, Mixtos, Lechos.iver barja torrezNo ratings yet
- Presentacion Endulzamiento Del Gas NaturalDocument20 pagesPresentacion Endulzamiento Del Gas NaturalJaneth MartínezNo ratings yet
- Materias Primas de La PetroquimicaDocument30 pagesMaterias Primas de La PetroquimicaJuan Manuel Peralta100% (1)
- Plantas de Deshidratación de TegDocument5 pagesPlantas de Deshidratación de TegRulier Filem Senzano MojicaNo ratings yet
- Determinación Del Factor de Compresibilidad ZDocument16 pagesDeterminación Del Factor de Compresibilidad ZYiruma Monte de JupiterNo ratings yet
- Tipos de GlicolesDocument7 pagesTipos de GlicolesMiguel Angel Lopez50% (2)
- Descripción de Un SeparadorDocument2 pagesDescripción de Un SeparadorCarlos Alexander YujraNo ratings yet
- Procesamiento Del Gas Natural y Recuperacion de CondensadosDocument7 pagesProcesamiento Del Gas Natural y Recuperacion de CondensadosNoelia Ferrel ArnezNo ratings yet
- Tabla de Componentes de HysysDocument6 pagesTabla de Componentes de HysysGabriel TrujilloNo ratings yet
- Remocion de CO2Document14 pagesRemocion de CO2MauricioLopezNo ratings yet
- Calculo de Numero de Platos - DestilacionDocument5 pagesCalculo de Numero de Platos - DestilacionEdgar Jamanca AntonioNo ratings yet
- Simulación Del Proceso de Endulzamiento Del Gas Natural Por Medio Del Solvente AminaDocument53 pagesSimulación Del Proceso de Endulzamiento Del Gas Natural Por Medio Del Solvente Aminaadrian ospino canteroNo ratings yet
- Monografia de GasDocument15 pagesMonografia de GasCristian Condori JaraNo ratings yet
- Endulzamiento Epección de TanquesDocument41 pagesEndulzamiento Epección de Tanquesnatanael quiñoneNo ratings yet
- Sintesis Acondicionamiento Del GasDocument8 pagesSintesis Acondicionamiento Del GasJose Notario TorresNo ratings yet
- DLV-PR-01 Procedimiento Gestion de Compra Materia Prima e InsumosDocument2 pagesDLV-PR-01 Procedimiento Gestion de Compra Materia Prima e InsumosMaria Alejandra Herrera AñezNo ratings yet
- Organigrama de La EmpresaDocument1 pageOrganigrama de La EmpresaMaria Alejandra Herrera AñezNo ratings yet
- Dlv-It-01 Instructivo Cotizacion Materia Prima e Insumos para ProduccionDocument4 pagesDlv-It-01 Instructivo Cotizacion Materia Prima e Insumos para ProduccionMaria Alejandra Herrera AñezNo ratings yet
- Procedimiento ComprasDocument4 pagesProcedimiento ComprasMaria Alejandra Herrera AñezNo ratings yet
- DLV-PR-01 Procedimiento Gestion de Compra Materia Prima e InsumosDocument3 pagesDLV-PR-01 Procedimiento Gestion de Compra Materia Prima e InsumosMaria Alejandra Herrera AñezNo ratings yet
- Form-Exa-01 Formulario de Registro de Calificaciones de Examenes de IngresoDocument1 pageForm-Exa-01 Formulario de Registro de Calificaciones de Examenes de IngresoMaria Alejandra Herrera AñezNo ratings yet
- Ambient AdoresDocument6 pagesAmbient AdoresMaria Alejandra Herrera AñezNo ratings yet
- Extracción de Esencia para Elaboración de AmbientadoresDocument5 pagesExtracción de Esencia para Elaboración de AmbientadoresMaria Alejandra Herrera AñezNo ratings yet
- Extracción de Esencia para Elaboración de AmbientadoresDocument5 pagesExtracción de Esencia para Elaboración de AmbientadoresMaria Alejandra Herrera AñezNo ratings yet
- Sintesis de Fluoresceina y Rojo-ParaDocument11 pagesSintesis de Fluoresceina y Rojo-ParaFrancisco Felipe OrdoñezNo ratings yet
- Memorias Curso Linea Fundido Octubre, 2019Document63 pagesMemorias Curso Linea Fundido Octubre, 2019CarlosEduardoMorenoMancera100% (2)
- Formato Entrega Trabajo Colaborativo Unidad II Quimica General UnadDocument12 pagesFormato Entrega Trabajo Colaborativo Unidad II Quimica General UnadalexandracarvaNo ratings yet
- Clasificación de Los Compuestos OrgánicosDocument2 pagesClasificación de Los Compuestos Orgánicosdavoodoo89% (9)
- Riesgos JoyeriaDocument14 pagesRiesgos Joyeria8421000No ratings yet
- Metodo EDTA (COMPLEXOMETRIA)Document20 pagesMetodo EDTA (COMPLEXOMETRIA)eli_aguirre_22No ratings yet
- Unidad II - Estequiometria - Cálculos Con Relaciones Cuantitativas de Las SustanciasDocument6 pagesUnidad II - Estequiometria - Cálculos Con Relaciones Cuantitativas de Las SustanciasAgda Mar Rizo ZelayaNo ratings yet
- Practica #2 Determinacion de Cloruros en Agua de MarDocument8 pagesPractica #2 Determinacion de Cloruros en Agua de MarCarlos LopezNo ratings yet
- Ejercicios RESUELTOS Del Tema 5 (Reacciones de Transferencia de Electrones)Document7 pagesEjercicios RESUELTOS Del Tema 5 (Reacciones de Transferencia de Electrones)Rafa VilchezNo ratings yet
- Practica de Laboratorio-AlcoholesDocument4 pagesPractica de Laboratorio-AlcoholesJoseph Crow SalazarNo ratings yet
- Pre Laboratorio 4 Emili SánchezDocument19 pagesPre Laboratorio 4 Emili SánchezEmili SanchezNo ratings yet
- Cloruro de SodioDocument8 pagesCloruro de SodioIvonneMotaNo ratings yet
- Resumen, Analisis y ConclusionesDocument5 pagesResumen, Analisis y ConclusionesEVCNo ratings yet
- P3 QoiiDocument4 pagesP3 QoiiClauu VargasNo ratings yet
- TBRCDocument4 pagesTBRCKevin Yordy Cornelio PradoNo ratings yet
- Tina de EstañoDocument15 pagesTina de EstañoMiguel Angel López Navarrete100% (1)
- Características Del Gas LPGDocument4 pagesCaracterísticas Del Gas LPGCristobal RomoNo ratings yet
- Los Efluentes LiquidosDocument8 pagesLos Efluentes LiquidosAnghi MqNo ratings yet
- Respuestas de Nomenclatura AndresDocument2 pagesRespuestas de Nomenclatura AndresAndres Juan Corredor SanchezNo ratings yet
- Inox BWDocument6 pagesInox BWK Aguirre OrtNo ratings yet
- AMINAS - Harry Alices-VillanuevaDocument56 pagesAMINAS - Harry Alices-VillanuevaCristopher RodríguezNo ratings yet
- Guía N°3 Conductividad de Las Disoluciones ElectrolíticasDocument12 pagesGuía N°3 Conductividad de Las Disoluciones ElectrolíticasLuis Ramos SotoNo ratings yet
- Apoyo 5 Tipos de Ceramicas DentalesDocument22 pagesApoyo 5 Tipos de Ceramicas DentalesCarlos Alfredo100% (1)
- Guia Ejercicios Quim002 PDFDocument85 pagesGuia Ejercicios Quim002 PDFConstanza Garay SchmittNo ratings yet
- El Ácido PolilácticoDocument29 pagesEl Ácido PolilácticoDiana NaNo ratings yet
- Evolución de Las Herramientas de CorteDocument2 pagesEvolución de Las Herramientas de CorteRickyMendez67% (3)
- Alisado Del CabelloDocument17 pagesAlisado Del CabelloEstefany Martinez50% (2)
- Shielded Metal Arc WeldingDocument34 pagesShielded Metal Arc WeldingClara GaleanoNo ratings yet
- S3 - Hidrocarburos Insaturados AlquinosDocument27 pagesS3 - Hidrocarburos Insaturados AlquinosLuis ChavezNo ratings yet
- Manual Fotometro Aquapro6 - EsDocument24 pagesManual Fotometro Aquapro6 - EsJose velezNo ratings yet