You might also like
- COKER, A. K. (2001) - Modeling of Chemical Kinetics and Reactor Design PDFDocument1,126 pagesCOKER, A. K. (2001) - Modeling of Chemical Kinetics and Reactor Design PDFbetoybe0% (1)
- COKER, A. K. (2001) - Modeling of Chemical Kinetics and Reactor DesignDocument1,126 pagesCOKER, A. K. (2001) - Modeling of Chemical Kinetics and Reactor DesignbetoybeNo ratings yet
- Creep Behaviour of Kevlar 49 Inokuchi Mathematic AnalyseDocument6 pagesCreep Behaviour of Kevlar 49 Inokuchi Mathematic AnalysebetoybeNo ratings yet
- George y Col., 1997Document6 pagesGeorge y Col., 1997betoybeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BS 3958-5 PDFDocument10 pagesBS 3958-5 PDFAnitha MjNo ratings yet
- Pub 83 Al Bronze Alloys For Industry PDFDocument24 pagesPub 83 Al Bronze Alloys For Industry PDFpbanerjeeNo ratings yet
- Seminar 1 RheometerDocument11 pagesSeminar 1 RheometerSwapnil Ahire (APPL-HIN)No ratings yet
- Confining Pressure 10 Mpa Von Mises StressDocument2 pagesConfining Pressure 10 Mpa Von Mises StressMoj TabaNo ratings yet
- GP 2 Diagnostic Test Answer KeyDocument11 pagesGP 2 Diagnostic Test Answer KeyPatricia TorrecampoNo ratings yet
- Example. A Reinforced Concrete Spandrel Beam Has Overall Dimensions of 250 X 460 and Is JoinedDocument4 pagesExample. A Reinforced Concrete Spandrel Beam Has Overall Dimensions of 250 X 460 and Is JoinedJames NeoNo ratings yet
- SPEC 262416 PanelboardsDocument7 pagesSPEC 262416 Panelboardsabdulbasit88No ratings yet
- An Approach For Quick Estimation of Maximum Height of Capillary RiseDocument5 pagesAn Approach For Quick Estimation of Maximum Height of Capillary RiseMaha KaryaNo ratings yet
- Saes A 134Document13 pagesSaes A 134Mohamed Soliman100% (1)
- US5198281 Towpreg FabricDocument20 pagesUS5198281 Towpreg FabricyigitilgazNo ratings yet
- Batangas State University College of Engineering, Architecture & Fine ArtsDocument4 pagesBatangas State University College of Engineering, Architecture & Fine ArtsJohn Kevin de CastroNo ratings yet
- The Refining Process: Cracking Reforming Isomerisation Alkylation PolymerisationDocument15 pagesThe Refining Process: Cracking Reforming Isomerisation Alkylation Polymerisationdana mohammedNo ratings yet
- Next-Generation Densifier: Cure+Document2 pagesNext-Generation Densifier: Cure+Froilan EspinosaNo ratings yet
- Mineral and Power Resources of Chhota Nagpur RegionDocument10 pagesMineral and Power Resources of Chhota Nagpur RegionJasvinder Singh0% (1)
- Nanoencapsulation of Food Ingredients PDFDocument24 pagesNanoencapsulation of Food Ingredients PDFHuỳnh NhungNo ratings yet
- Effectiveness of Sodium Polyacrylate (Superabsorbent Polymer) As A Growing Medium of Hydroponically Grown Ocimum Basilicum (Basil)Document18 pagesEffectiveness of Sodium Polyacrylate (Superabsorbent Polymer) As A Growing Medium of Hydroponically Grown Ocimum Basilicum (Basil)Research ParkNo ratings yet
- Chapter 4 PDFDocument20 pagesChapter 4 PDFSiti Arbaiyah AhmadNo ratings yet
- IMDG Class 1-9Document53 pagesIMDG Class 1-9Rheymart FloresNo ratings yet
- Report On CondenserDocument5 pagesReport On CondenserDheeraj Shukla100% (1)
- 2012 Chem E Car Job Safety Form For IHLDocument13 pages2012 Chem E Car Job Safety Form For IHLrofiqq4No ratings yet
- VMS WetarDocument24 pagesVMS WetarErwin AnshariNo ratings yet
- Waste Minimization and ManagementDocument32 pagesWaste Minimization and ManagementNur AishaNo ratings yet
- PU-II Chem Part-A Work Book 2023Document8 pagesPU-II Chem Part-A Work Book 2023Ashok KalleppanavarNo ratings yet
- Design of Welded StructuresDocument837 pagesDesign of Welded StructuresManuelGonzalesNo ratings yet
- Science Lab Report Reactivity of Metalsthis One2Document6 pagesScience Lab Report Reactivity of Metalsthis One2api-237517118100% (2)
- Citgo Compressorgard Ge: Product Information SheetDocument1 pageCitgo Compressorgard Ge: Product Information SheetDavid ChirinosNo ratings yet
- BS en 15167 1 2006 PDFDocument24 pagesBS en 15167 1 2006 PDFdidi969650% (2)
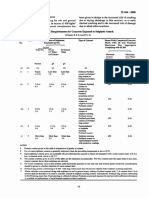
- IS 456: 2000 8.2.4.2 Maximum Cement Content: Chss TypeDocument1 pageIS 456: 2000 8.2.4.2 Maximum Cement Content: Chss Typesharath1199No ratings yet
- Specimen MS - Paper 1 OCR Chemistry As-LevelDocument17 pagesSpecimen MS - Paper 1 OCR Chemistry As-LevelAbdullah HassanyNo ratings yet
- Spec SCAPSA Metallic Material Selected StdsDocument107 pagesSpec SCAPSA Metallic Material Selected StdsSwath M MuraliNo ratings yet