Professional Documents
Culture Documents
Elaborarea Otelului
Uploaded by
George DrugauOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Elaborarea Otelului
Uploaded by
George DrugauCopyright:
Available Formats
VASILE COJOCARU-FILIPIUC Dr.ing., prof.univ.
OBINEREA OELULUI I ASPECTE STRUCTURALE ALE ALIAJELOR FEROASE
Editura "Samia" Str. Cuza Vod, nr. 17, 700040 Iai / Romnia Tel.: 0232-26.23.00; 21.03.49 Tiprit: S.C. Print Color SRL Str. Cuza Vod, nr. 17, 700040 Iai / Romnia Tel.: 0232-26.23.00; 21.03.49 Autor: VASILE COJOCARU-FILIPIUC Dr.ing., prof.univ. Referent tiinific: Gelu Barbu Dr.ing., prof.univ. Coperta: VASILE COJOCARU-FILIPIUC Dr.ing., prof.univ. Procesare figuri: VASILE COJOCARU-FILIPIUC, Dr.ing., prof.univ. Camelia-Lena Aioanei Tehnoredactare: Camelia-Lena Aioanei Descrierea CIP a Bibliotecii Naionale a Romniei Vasile Cojocaru Filipiuc Fonte: obinerea oelului i aspecte structurale ale aliajelor feroase /Dr. ing. prof. univ. Vasile Cojocaru-Filipiuc. Iai : Samia, 2005 p. 190 cm. 17/24 Bibliogr. 11 ISBN: 973-86865-1-2 CIP nr. 7123 / 10.06.2005 669.14 669.15
VASILE COJOCARU-FILIPIUC Dr.ing., prof.univ.
OBINEREA OELULUI I ASPECTE STRUCTURALE ALE ALIAJELOR FEROASE
Prefa
Obinerea oelului i aspecte structurale ale aliajelor feroase reprezint un manual destinat cu predilecie studenilor de la specializrile {tiina Materialelor, Ingineria Materialelor i Ingineria Procesrii Materialelor. Manualul conine aspecte teoretice i practice n legtur cu elaborarea oelului n cuptoare electrice (cu arc i cu inducie), cptuite acid i bazic, modelarea insuflrii oxigenului n oelul lichid, implicarea maselotelor asupra integritii pieselor, corectarea prin tratament termic a structurilor metalografice ale pieselor brut turnate precum i cteva consideraii privind structura metalografic a pieselor din font utilizarea scrilor etalon, corectarea prin tratament termic, inocularea i influena asupra caracteristicilor. Manualul se contureaz pe lucrri cu potenial de realizare din punct de vedere didactic. Aspectele teoretico-practice fac din acest manual i un ndrumar tehnologic pentru cadrele de specialitate care lucreaz n industrie.
Cuprins Pag. O1. O2. O3. O4. O5. O7. O11. F9. F16. F20. F22. C1. Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic .. Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez ................... Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora .. Modelarea insuflrii cu oxigen n oelul lichid ...... Influena maselotrii, asupra gradului de compactitate al pieselor de oel .................................................................... Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate .. Influena structurii fontelor nealiate asupra caracteristicilor acestora .. Caracterizarea fontelor utiliznd structuri i scri etalon standardizate........................................................................ Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular .. Inocularea fontelor . Msuri de asigurare a securitii muncii 7 61 73 80 109 125 143 161 180 211 229 246
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
O1. Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic 1. Scopul lucrrii Prezentarea ordonat a etapelor din fluxul tehnologic de elaborare a unui oel, mpreun cu particularitile procedeului bazic de elaborare. Aceast lucrare prezint doar latura tehnologic a elaborrii oelului, adic nu i procesele chimice care nsoesc procesarea ncrcturii metalice. 2. Consideraii generale Aceast lucrare prezint elaborarea oelului prin procesarea unei ncrcturi metalice solide. Cuptorul cu arc electric ce se utilizeaz pentru elaborarea oelului este acelai, ca principii constructive, cu cel utilizat la elaborarea fontei. Deosebirile mai importante se refer la capacitatea nominal ce, n cazul elaborrii oelului, poate ajunge la valori cuprinse n intervalul 200 300 t, [1]. Fluxul tehnologic de elaborare a unui oel, la modul cel mai general, conine urmtoarele etape: 1. Pregtirea ncrcturii 2. Ajustarea 3. ncrcarea 4. Topirea 5. Fierberea (afinarea) 6. Dezoxidarea 7. Alierea 8. Evacuarea 9. Tratarea oelului n afara agregatului de elaborare 10. Turnarea 11. Tratamentul termic primar al pieselor brut turnate. Fluxul tehnologic prezentat anterior ia n consideraie nite etape distincte, etape care, ns, pot conine tratamente metalurgice ce
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
se aplic de-a lungul mai multor etape i etape care pot lipsi. Astfel, dac etape precum pregtirea ncrcturii i a agregatului de elaborare, ncrcarea, topirea, evacuarea, turnarea i tratamentul termic primar al pieselor brut turnate se ntlnesc n mod obligatoriu, celelalte etape se ntlnesc, dup caz, n funcie de natura agregatului de elaborare, tipul de elaborare abordat, calitatea oelului propus a fi elaborat etc. Exist trei categorii de elaborare a oelului, dictate, n special, de particularitile etapei de topire, acestea fiind urmtoarele: cu oxidare total, cu oxidare parial i fr oxidare. 2.1. Elaborarea cu oxidare total Atmosfera cuptorului, n timpul topirii, are, relativ, urmtoarea compoziie chimic: 55% N2, 34% CO, 6% O2, 3% CO2 i 2% H2. Elaborarea cu oxidare total se indic n cazul n care fierul vechi este ruginit, bucile de fier vechi au dimensiuni mici (uoare) i coninutul de fosfor din ncrctura metalic este mare (maximum 0,08%). ncrctura metalic nu conine deeuri proprii de oel aliat. ncrctura conine i minereu de fier, n cantitate calculat, n aa fel nct, la finalul topirii, coninutul de carbon s fie de maximum 0,1% (minereul de fier se poate nlocui i cu arsur de fier, denumire consacrat pentru oxizii de fier rezultai din oxidarea superficial a lingourilor sau a altor tipuri de semifabricate n timpul nclzirii cu scopul efecturii unor tratamente metalurgice cum ar fi laminarea, forjarea, tratamentul termic etc. Arsura de fier are aspect de foie subiri, sfrmicioase, alctuite din Fe2O3 n exterior, Fe3O4 la mijloc i FeO la fostul contact cu suprafaa neoxidat, mai denumindu-se under, [2]. Oxigenul din atmosfera cuptorului, dar i bioxidul de carbon, i din agentul oxidant introdus o dat cu ncrctura, n timpul etapei de topire, oxideaz complet siliciul din ncrctura metalic, oxideaz maximum 75% din catitatea de mangan din ncrctur, oxideaz
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
fosforul pn la 0,01%, oxideaz carbonul relativ puin 5 10% i nu oxideaz sulful. Coninutul foarte mic de carbon de la finalul etapei de topire arat c fierberea oelului nu are loc doar ca etap distinct n fluxul tehnologic, ci se desfoar i n timpul topirii fierberea reprezint, succint, oxidarea carbonului cu formare de CO, bulele de CO rezultate evacundu-se din baia metalic, prsirea bii metalice de ctre respectivele bule justificnd denumirea de fierbere. n timpul topirii i o dat cu ncrctura se introduce n cuptor pn la 6% var, n reprize, aa cum se va arta ulterior i, de asemenea, minereu de fier ce s asigure scderea coninutului de carbon sub 0,1%. 2.2. Elaborarea cu oxidare parial Elaborarea cu oxidare parial se indic n cazul n care ncrctura metalic nu este ruginit n mod avansat i conine sau nu deeuri de oel aliat, [3]. Oxigenul din atmosfera cuptorului i cel introdus de ncrctur oxideaz siliciul din ncrctur, n timpul topirii, n proporie de 70 100%, manganul n proporie de maximum 50%, fosforul n proporie de maximum 60%, fierul n proporie de maximum 2%, carbonul n proporie de maximum 20%, vanadiul i titanul, n totalitate, wolframul i cromul, parial etc., [4] . Dac se cere o defosforare mai avansat ncrctura trebuie s conin var n cantitate de 3 4% i minereu de fier n cantitate de 1 2%, astfel, n timpul topirii, coninutul de fosfor scznd pn la maximum 0,02%, siliciul oxidndu-se n totalitate, Mn, Cr i W oxidndu-se dou treimi etc. Fluidificarea zgurii se realizeaz cu circa 0,5% sprturi de crmizi acide n combinaie sau nu cu bauxit i fluorin. Elaborarea cu oxidare parial permite desfurarea etapei de fierbere, pentru aceasta fiind nevoie de un surplus de carbon la finalul etapei de topire cu 0,30,4% mai mare dect coninutul de carbon la finalul etapei de fierbere, pentru oelurile obinuite i un surplus de
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
carbon mai mare pentru oelurile de calitate superioar. Elaborarea cu oxidare parial este cea mai rspndit la scar industrial, deoarece este o metod de elaborare flexibil, adaptabil multor regimuri de ncrctur metalic. Scurtarea duratei de topire prin utilizarea oxigenului spre finalul etapei de topire, determin oxidarea redus a elementelor chimice de aliere. Oxizii elementelor chimice de aliere se reduc n mare msur n timpul etapelor de fierbere i dezoxidare, pentru aceasta fiind nevoie ca zgura s nu se elimine din cuptor. 2.3. Elaborarea fr oxidare Elaborarea fr oxidare se indic n cazul ncrcturii metalice foarte curate ce conine deeuri de oel aliat, n circumstanele n care se asigur n timpul topirii condiii de oxidare foarte mici durat mic de topire, utilizare de transformator puternic, absen de minereu de fier n ncrctur, utilizare de 0,51,0% var ce se amplaseaz pe vatr nainte de ncrcarea cuptorului, desfurare a topirii cu ua nchis i cu orificiul de evacuare a oelului obturat cu scopul evitrii ptrunderii aerului n cuptor, asigurare de atmosfer reductoare n timpul topirii prin adaos de mangal sau cocs (de granulaie mic) mangalul sau cocsul genereaz monooxid de carbon n atmosfera cuptorului, ceea ce diminueaz accentuat oxidarea elementelor chimice de aliere din ncrctur etc. Zgura ce se formeaz n timpul topirii nu se elimin din cuptor, cu scopul reducerii unor oxizi din zgur la temperaturi mari. Se apreciaz c n timpul topirii siliciul se oxideaz n totalitate. Elementele chimice de aliere ce n atmosfer oxidant se oxideaz, n condiiile elaborrii fr oxidare se oxideaz foarte puin. Dezoxidarea se realizeaz sub zgur alb. O zgur alb este o zgur bazic ce se formeaz dintr-un amestec de var, cocs i fluorin, n general, i ce conine 0,51,0 CaC2 reprezint o zgur dezoxidant (exist i situaii n care dezoxidarea se realizeaz prin
10
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
difuzie i prin precipitare). Alierea se realizeaz sub zgur alb. n continuare, se prezint caracteristicile din fluxul tehnologic de elaborare, pentru cazul particular al procedeului bazic, n cuptorul cu arc electric. 2.4. Pregtirea ncrcturii ncrctura se pregtete din urmtoarele puncte de vedere: dimensional, aranjament spaial, chimic, calitativ i al greutii specifice. 2.4.1. Pregtirea dimensional Exist trei categorii de buci metalice, de sorturi metalice, sub aspectul dimensiunilor, acestea fiind urmtoarele: sorturi uoare sau mrunte. Acestea au dimensiuni mici (pn la 100x100x100 mm) i corespund grupei de mas 27 kg/bucat; sorturi mijlocii. Acestea au dimensiuni medii (de la 100x100x100 mm la 250x250x200 mm) i corespund grupei de mas de la 8 kg/bucat pn la 40 kg/bucat; sorturi grele sau mari. Acestea au dimensiuni mari (de la 250x250x200 mm pn la 600x350x250 mm) i corespund grupei de mas de la 40 kg/bucat pn la o mas egal cu a cincizecea parte din masa de ncrctur metalic. Pentru cteva capaciti de cuptoare se prezint n tabelul 1/O1 proporiile pe care le dein n ncrctur sorturile uoare, mijlocii i grele. Sorturile metalice din ncrctur se pregtesc sub aspect dimensional prin tiere cu flacr oxiacetilenic, cu foarfece tip ghilotin acionat hidraulic sau tip aligator, prin balotare (panul ) etc. Dimensiunile sorturilor din ncrctur coroborate cu geometria acestora definesc i urmtoarele trei categorii de sorturi metalice n funcie de masa specific:
11
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
Tabelul 1/O1 Proporiile din ncrctur ale sorturilor uoare, mijlocii i grele, n cazul ctorva capaciti. Nr. Capacitatea Proporiile sorturilor din ncrctur, crt. cuptorului, n t n % Sorturi Sorturi Sorturi uoare mijlocii grele 1 1,5 ... 5,0 30...35 30...40 20...30 2 6,0... 10,0 25...30 30...40 25...35 3 12,0 ... 15,0 20...25 25...40 30...40 4 20,0... 40,0 15...20 25...35 40...50 masa specific situat n intervalul 800...1.300 kg/m3 (sorturi uoare) ; masa specific situat n intervalul 1.300...1.700 kg/m3 (sorturi mijlocii); masa specific mai mare de 1.700 kg/m3 (sorturi grele) ; 2.4.2.Aranjamentul spaial Aranjamentul spaial se realizez direct, n cuptor sau indirect, n bena de ncrcare. n cazul realizrii ncrcrii n bene, aranjamentul din ben se transmite prin descrcarea acesteia n cuptor. Pe vatr se ncarc sorturi metalice uoare, n acest fel protejndu-se vatra, n timpul ncrcrii, de ocurile mecanice provocate de componentele ascuite ce pot perfora vatra, astfel, crendu-se un potenial de strpungere a vetrei cu metal lichid n timpul topirii sau n etapele ulterioare cnd temperatura oelului depete temperatura de 1.6000C. Ulterior, peste sorturile uoare se ncarc sorturile metalice grele, dup care se ncarc sorturile metalice mijlocii iar la partea superioar a ncrcturii se ncarc restul de sorturi metalice uoare. Partea de deasupra a ncrcturii se recomand s fie sub form de semisfer. Se recomand s se evite urmtoarele situaii, scopul principal
12
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
fiind micorarea duratei de topire : amplasarea bucile mari deasupra ncrcturii, sub electrozi. Astfel, electrozii nu pot ptrunde n ncrctur, fiind nevoie s se lucreze de la nceput cu tensiune mare, ceea ce nseamn lungime mare i grosime mic pentru arcul electric, arc descoperit i radiere puternic de cldur de ctre arcul electric i electrozii incandesceni ctre bolt i peretele cuvei. Consecina este uzarea cptuelii refractare, pierderi mari de cldur i, astfel, prelungirea nejustificat a duratei de topire creterea costului oelului elaborat; ncrctur compact. n aceast situaie arcul electric se ntrerupe mereu, exist zgomot puternic, acele indicatoare de la ampermetre sltnd mereu; n ncrctur exist materiale rele conductoare de electricitate sub form de strat continuu. Consecina, n acest caz, este ntreruperea arcului electric; ncrctur necompact. n acest caz, electrozii ptrund repede prin respectiva ncrctur, ajung la vatr nainte de a se forma baia metalic, riscndu-se deterioarea vetrei; amplasarea necorespunztoare a bucilor mari. O asemenea situaie conduce la prvlirea respectivelor buci peste electrozi, determinnd fie ruperea lor fie dirijarea lor oblic; folosirea incorect a puterii transformatorului consecina este formarea unor puni (poduri) de ctre ncrctura metalic, ceea ce poate determina ruperea electrozilor. Ordinea de ncrcare trebuie s asigure o rezistivitate termic a ncrcturii ct mai mic. n consecin, materialele metalice greu fuzibile i cele cu conductivitate termic mic (var, minereu de fier, bauxit, fluorin etc.) nu se ncarc deasupra ncrcturii. Deasupra stratului de sorturi metalice uoare, ce se amplaseaz pe vatra cuptorului, se introduce jumtate din cantitatea de material de carburare, restul de var, adic 7075% din cantitatea de var necesar pentru formarea zgurii i toat bauxita pentru fluidizarea zgurii (sau fluorina). Ulterior, se continu cu ncrcarea sorturilor metalice grele, aa cum s-a precizat la nceputul acestui paragraf. Deasupra ncrcturii metalice, sub electrozi, se amplaseaz
13
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
strunjitur de oel sau cocs de petrol de granulaie mic cu scopul stabilizrii arcului electric. n funcie de metoda de elaborare adoptat i de gradul de ruginire al sorturilor metalice, ncrctura conine i minereu de fier care variaz ntre limitele 13% i care se introduce deasupra stratului de sorturi metalice uoare ce s-a amplasat pe vatr. Trebuie acordat atenie ca varul, minereul de fier i agentul de fluidizare (bauxita sau fluorina) s nu formeze un strat continuu. 2.4.3. Pregtirea din punct de vedere chimic Deoarece alierea oelului se realizeaz dup etapa de dezoxidare, ncrctura metalic sufer defosforarea n timpul topirii i fierberii, desulfurarea n timpul etapei de dezoxidare iar siliciul i manganul se pot corecta dup etapa de fierbere, ncrctura metalic are n vedere, n principal, realizarea coninutului de carbon realizarea coninutului de carbon din ncrctur, respectiv <%C> ce se calculeaz cu relaia 1/O1.
< %C >=
[%C] t 100, 100 - a ct
(1/O1)
n care [%C]t reprezint coninutul de carbon din oel de la finalul etapei de topire, cunoscut n limbaj tehnic sub denumirea de carbonul la topire ; act proporia de carbon ce arde n timpul etapei de topire. n cazul celui mai utilizat procedeu de elaborare elaborarea cu oxidare parial proporia de carbon ce arde n timpul topirii este de 20, n aceste circumstane, relaia (1/O1) devenind (2/O1).
< %C >=
[%C] t 0,80
(2/O1)
Carbonul de la topire se determin cu relaia (3/O1).
[%C] t = [%C]0 + [%C]af ,
(3/O1)
n care [%C]0 reprezint proporia de carbon din oelul lichid, la finalul etapei de fierbere, cunoscut n limbajul tehnic sub denumirea
14
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
de carbonul la oprire, adic de la oprirea fierberii oelului ; [%C]af proporia de carbon care arde n timpul etapei de fierbere. Dac oelul nu este aliat, carbonul la oprire se adopt ca fiind proporia de carbon egal cu limita inferioar a coninutului de carbon din oelul propus a fi elaborat, relaia (3/O1) devenind (4/O1) iar proporia de carbon din ncrctur cptnd forma (5/O1).
[%C] t = [%C] + [%C]af ,
(4/O1)
n care %C reprezint limita inferioar a proporiei de carbon din oelul propus s se elaboreze.
< %C >=
[%C] + [%C]af 0,80 [%C] + [%C]af 100 100 - a ct
(5/O1)
sau, la modul general, pentru toate tipurile de elaborare a oelurilor nealiate,
< %C >=
(6/O1)
Se adopt limita inferioar a carbonului din oelul propus a fi elaborat pentru carbonul la oprire, lundu-se n consideraie aportul n carbon al materialelor de dezoxidare. Dac oelul este aliat, carbonul la oprire se consider ca avnd valoarea egal cu limita inferioar a carbonului din oelul propus a fi elaborat din care se scade cantitatea de carbon ce urmeaz s o aduc n oelul lichid materialele metalice de aliere, relaia (5/O1) cptnd forma (7/O1) iar relaia general (6 /O1) devenind (8/O1).
< %C >=
[%C] - [%C] m.a . + [%C]af 0,80 [%C] - [%C] m.a . + [%C]af 100 100 - a ct
(7/O1)
< %C >=
(8/O1)
15
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
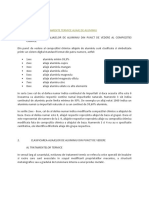
Cantitatea de carbon care arde n timpul etapei de fierbere este de 0,20,6%. n figura 1/O1 se prezint modul de variaie al coninutului de carbon din ncrctura metalic n timpul elaborrii oelului.
Fig. 1/O1. Variaia coninutului de carbon din ncrctura metalic, %C, n timpul elaborrii oelului, t : OA oel aliat ; ON oel nealiat ; tf etapa de fierbere ; td^a etapele de dezoxidare i aliere ; tt etapa de topire.
Sorturile metalice se aleg, pe ct este posibil, ca s asigure proporia de carbon din ncrctura calculat cu relaia (8/O1), la calculul creia contribuie i cantitile de materiale metalice de aliere mpreun cu materialele de dezoxidare n special materialele pentru formarea zgurii reductoare. Cantitatea de material de aliere, Qm.a., necesar pentru alierea cu elementul chimic E, se calculeaz cu relaia (9/O1), [5].
Q m.a . =
[%E] - [%E ]0 100, % E m. a . h E
(9/O1)
n care [%E] reprezint valoarea medie a proporiei de element chimic de aliere din oelul propus a fi elaborat ; [%E]0 proporia de element chimic de aliere la oprire ; %Em.a. proporia de element chimic de
16
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
aliere E din materialul de aliere ; hE randamentul de asimilare n oelul lichid a elementului chimic de aliere din materialul de aliere, n %. Relaia (9/O1) este valabil pentru elementele chimice de aliere ce nu se regenereaz din zgur n timpul etapei de dezoxidare sau chiar n timpul etapei de fierbere. n cazul n care elementul chimic de aliere E se regenereaz din zgur n baia metalic, necesarul de material de aliere se calculeaz cu relaia (10/O1).
Q m.a . =
[%E] - [%E] t + [%E] reg. %E m.a . h E
100,
(10/O1)
n care [%E]t reprezint proporia de element chimic de aliere la topire ; [%E]reg. proporia de element chimic de aliere ce s-a regenerat din zgur n baia metalic n timpul etapelor de afinare i dezoxidare. Relaia (10/O1) poate fi scris i sub forma (11/O1).
Q m.a . =
[%E]- < %E > (1 -
%a Et ) + [%E]reg. 100 100, (11/O1) % E m. a . h E
n care <%E> reprezint proporia de element chimic de aliere din ncrctura metalic adus de sorturile metalice din ncrctur ; %aEt proporia de element chimic de aliere ce se pierde prin ardere n timpul etapei de topire ; [%E]reg. proporia de element chimic de aliere ce s-a regenerat n timpul etapelor de fierbere i dezoxidare. Materialele nemetalice din ncrctur se refer la cele pentru carburarea ncrcturii metalice i la cele pentru formarea zgurii. Ca materiale de carburare se utilizeaz deeuri de electrozi de grafit i cocsul de petrol (deeurile de electrozi de grafit i cocsul de petrol se utilizeaz cu o granulaie de maximum 50 mm/buc.), font de afinare font alb etc. Cocsul de petrol trebuie calcinat n prealabil la temperatura de circa 1000C (nu se recomand utilizarea, ca material
17
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
de carburare, a cocsului metalurgic). Nu se recomand carburarea bii metalice prin imersarea electrozilor de grafit n aceasta. Fonta de afinare trebuie s aib coninutul de fosfor mic. Ca materiale pentru formarea zgurii n timpul topirii se utilizeaz var proaspt n proporie de 46% cu granulaia de maximum 50 mm/buc. deci concasat dar fr componente prfoase, prenc lzit la o temperatur de 1502000C i fluorin cu granulaia de 2530 mm, prenclzit la o temperatur de 1502000C, n proporie de circa 1%, fluorina putnd fi substituit i de minereu de bauxit, n aceeai proporie i cu aceeai granulaie ca i fluorina. ncrctura metalic este alctuit din fierul vechi, ce reprezint o denumire comercial a deeurilor de oel, achiziionat din afara societilor comerciale sau reprezentnd i provenien proprie, fierul vechi propriu reprezentnd 2225% din masa ncrcturii metalice i provenind de la oelrie, laminoare, forj, secia de ntreinere, din demontri etc. 2.4.4. Pregtirea din punct de vedere calitativ Se va avea n vedere c sorturile metalice s nu conin zpad, ghea, ap, materiale nemetalice (materiale plastice, cauciuc, textolit, clingherit, vaseline, uleiuri, vopsele etc.), materiale metalice neferoase, componente de provenien militar fr certificat ce autorizeaz utilizarea lor, recipiente nchise, nisip, pmnt etc. ncrctura metalic se poate utiliza i n stare prenclzit, n instalaii consacrate acestui scop, utilizndu-se ca surs de nclzire arderea gazului metan. Temperatura de prenclzire este de 5008000C. n felul acesta se micoreaz durata de topire, consumul de energie electric i costul oelului elaborat, obinndu-se oel de calitate superioar. Prenc lzirea ncrcturii se poate realiza i n cuptor, apelndu-se la combustibili ieftini gaz metan, pcur etc. 2.4.5. Pregtirea din punct de vedere al masei specifice ncrctura metalic de pe vatr trebuie s fie compact iar ncrctura metalic de la suprafa trebuie s fie mai puin compact
18
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
cu scopul ptrunderii uoare a electrozilor n ncrctur. n medie, se accept o mas specific n vrac de 3,04,5 t/m3. Dac masa specific a ncrcturii scade sub 2 t/m3, sunt necesare dou pn la patru ncrcri cu bena pentru a se ajunge la capacitatea nominal a cuptorului. 2.5. Ajustarea Ajustarea reprezint operaia de reparare a cptuelii refractare granulare din zona vetrei i peretelui cuvei. Etapa de ajustare dureaz 58% din durata de elaborare n cuptor. Ajustarea se efectueaz cu cuptorul deconectat de la tensiune i imediat dup evacuarea oelului din cuptor. n funcie de experiena societilor comerciale, posibilitile de aprovizionare etc., n practic, se utilizeaz, de exemplu, urmtoarele mase de ajustare : 90% magnezit granulat (mrimea granulaiei de 410 mm) i 10% liant carbonic. Liantul carbonic este format din 8590% smoal de crbune deshidratat i 10 15% gudron de huil ; dolomit granulat i magnezit granulat, n proporii relative egale, pentru partea inferioar a vetrei ; mortar de magnezit granulat preparat cu silicat de sodiu, pentru zonele de vatr cu nclinaie mare ; mortar de magnezit granulat sau 33,3% dolomit granulat i 66,7% magnezit granulat, n proporie de 90%, pe de o parte, i var stins, pe de alt parte, pentru planul zgurii i zonele din vecintatea stlpilor uii etc. Se recomand ca, nainte de utilizare, magnezita i dolomita granulate s se nclzeasc la temperatura de 60700C n utilajele de amestecare. Dup ce s-a basculat cuptorul nspre jgheabul de evacuare, imediat dup evacuarea oelului, ct mai mult posibil, n timpul revenirii cuptorului la poziia iniial, se examineaz calitatea suprafeelor vetrei, planului zgurii etc., n vederea ajustrii.
19
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
ntr-o ultim etap ce precede ajustarea, se elimin restul de oel i de zgur din adnciturile existente n vatr, dup care se repar cptueala refractar granular, mai nti n planul zgurii i apoi n zonele nclinate ale vetrei, n final reparndu-se fundul vetrei. n partea a doua a ajustrii se nlocuiete pragul uii de lucru cu unul nou, se obtureaz orificiul de evacuare i se repar jgheabul de evacuare. Dac n vatr exist adncituri mai mari, masa de ajustare se adaug sub form de straturi. n vederea sudrii granulelor fiecrui strat se coboar electrozii incandesceni pn la apropierea vetrei (ua cuptorului se menine nchis n timpul sudrii). Masa de ajustare se arunc pe locurile ce trebuie reparate cu lopata n cazul cuptoarelor de capacitate mic sau prin intermediul dispozitivelor de ajustare (torcretare) n cazul cuptoarelor de capacitate mare. Se recomand ca grosimea unui strat de mas de ajustare s fie de circa 50 mm. Masa de ajustare, odat amplasat pe cptueala refractar granular, trebuie s suporte operaia de fritare. Prin fritare se urmrete ca, printr-un regim termic adecvat, materialele granulare din masa de ajustare s formeze un monolit. n cazul magnezitei, temperatura de fritare este de circa 1.6500C. Pentru realizarea fritrii, este nevoie de o cantitate de cldur, cantitate de cldur, care, dac este asigurat i de cldura din cuptor rmas de elaborarea anterioar, determin micorarea duratei de elaborare micorarea costului oelului elaborat. Dac ajustarea se face imediat dup evacuarea oelului din cuptor, o cantitate mai mare de cldur va fi folosit pentru topirea ncrcturii metalice, n caz contrar, consumndu-se cldur pentru operaia de fritare n timpul etapei de topire. Fritarea masei de ajustare se finalizeaz n timpul etapei de topire. Dac ajustarea se efectueaz imediat dup evacuarea oelului din cuptor, se realizeaz urmtoarele avantaje : micorarea duratei de elaborare n cuptor;
20
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
se mrete durabilitatea vetrei i a peretelui cuvei cuptorului; se realizeaz economie de materiale de ajustare ; se micoreaz coninutul de incluziuni nemetalice exogene din oel ; se micoreaz cantitatea de mas de ajustare ce trece n zgur ; se mresc performanele etapei de fierbere datorit faptului c crete cantitatea de bule de monooxid de carbon ce iau natere la interfaa vatr-baie metalic ; micorarea consumului de energie electric. 2.6. ncrcarea Prin nc rcare se n elege totalitate opera iilor ce se ntreprind pentru ca nc rc tura metalic i nemetalic s fie amplasat n cuptor n a a fel nct durata de elaborare n cuptor s fie minim iar o elul s se ob in cu calitate superioar . Pentru cuptoarele de capacitate mic (capacitatea mai mic dect o ton ) nc rcarea se face manual, prin ua de lucru, de regul . La cea mai mare parte dintre cuptoarele utilizate n industrie nc rcarea se face mecanizat, prin ua de lucru, utilizndu-se jgheabul metalic ac ionat de podul rulant sau vehicule ce se deplaseaz pe sol i sunt de regul ac ionate electric sau pe deasupra cuvei, dup ce bolta a fost rab tut n plan orizontal, cuva fiind imobil sau mobil , n cel de al doilea caz cuva deplasndu-se pe o cale de rulare la baza de arjare. n cazul nc rc rii pe deasupra cuvei, se utilizeaz bene prev zute cu mecanisme de desc rcare (au fundul format din dou p r i mobile ce se deschid i se nchid prin acionare de c tre podul rulant sau din benzi metalice flexibile blocate n vederea nc rc rii de c tre o sfoar , sfoar c reia i se d foc n vederea desc rc rii benei sfoara ia foc datorit temperaturii mari din cuptor i ca urmare a apropierii fundului coului de vatra cuptorului).
21
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
nc rcarea trebuie s se fac cu vitez maxim , cu scopul ca pierderile de c ldur din cuptor s fie minime. Ordinea de nc rcare a componentelor nc rc turii a fost prezentat la paragraful 2.4.2 i se asigur n ben , la baza de arjare, sau n cuptor. nainte de nc rcarea cuptorului se verific , vizual, starea zid riei, n ceea ce privete urm toarele aspecte: bolta s fie integral (s nu aib c r mizi lips ); peretele cuvei s nu aib tendin de surpare; vatra s nu prezinte denivel ri, gropi, resturi de zgur sau o el de la arja anterioar ; jgheabul de evacuare s fie vopsit cu vopsea refractar i s fie uscat cu un usc tor mobil etc. nainte de bascularea benei sau de nc rcarea manual , se amplaseaz pe vatr 25 30% din cantitatea de var necesar form rii zgurii, adic circa 20 kg/t de o el lichid. 2.7. Topirea Etapa de topire are n vedere trecerea ncrcturii metalice din starea de agregare solid n starea de agregare lichid, formarea zgurii i defosforarea bii metalice, pe msur ce aceasta se formeaz. Etapa de topire dureaz mai mult de jumtate din perioada de elaborare n cuptor, n aceast etap consumndu-se 6080% din cantitatea de energie electric necesar elaborrii unei arje, cu referire la partea din fluxul tehnologic de elaborare a oelului care are loc n cuptor (nu i tratamentele metalurgice ce au loc n afara cuptorului). Durata etapei de topire depinde de gradul de pregtire al ncrcturii, aranjamentul spaial al sorturilor din ncrctur, gradul de compactitate al ncrcturii, puterea transformatorului, modul de folosire a transformatorului, evitarea deranjamentelor, compoziia chimic a ncrcturii metalice, gradul de impurificare al ncrcturii (rugin, oxizi, nisip etc.) etc. Compoziia chimic a ncrcturii metalice are o influen
22
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
semnificativ asupra duratei etapei de topire. Astfel, majoritatea elementelor chimice micoreaz temperatura liniei lichidus tabelul 2/O1 , pentru ca un oel cu grad mare de aliere ce conine pn la 50% elemente chimice de aliere, s aib temperatura liniei lichidus din diagrama de echilibru Fe-C mai mic cu circa 1000C dect cea a unui oel nealiat. Tabelul 2/O1 Influena, n sensul micorrii, a unor elemente chimice din compoziia chimic a ncrcturii metalice, asupra temperaturii liniei lichidus din diagrama de echilibru Fe-C. Limita maxim a Micorarea concentraiei temperaturii liniei Denumirea elementului chimic 0 lichidus, n C, de elementului considerat, pentru care ctre 1% element chimic s-a considerat chimic nsoitor al micorarea temperaturii fierului liniei lichidus, n % C 80,0 1 Si 14,0 5 Mn 4,0 23 Ni 2,6 20 Cr 1,4 15 Mo 1,2 10 Al 3,4 10 S i P 35,0 2 n vederea topirii, se coboar electrozii pn aproape de ncrctur, prin comenzi manuale, se nchide ua, i apoi se conecteaz cuptorul la reeaua electric prin intermediul bobinei de oc la cuptoarele de capacitate mic i mijlocie i prin intermediul ntreruptorului de tensiune mare, la cuptoarele de capacitate mare. Dac arcul electric este stabil chiar de la nceputul topirii, se introduce n circuit instalaia de reglare automat a electrozilor, utilizndu-se o tensiune mijlocie. Se mrete apoi, treptat, puterea
23
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
activ pn la dou treimi din puterea transformatorului. Dac arcul electric nu este stabil la nceputul topirii, se utilizeaz o tensiune mic, reglndu-se poziia fiecrui electrod prin intermediul comenzilor manuale. Se poate interveni, n acest caz, i prin introducerea cu lopata de strunjitur sau cocs de petrol de granulaie mic se influeneaz pozitiv ionizarea particulelor gazoase din zona arcelor electrice sau var de granulaie mic se mrete rezistivitatea zgurii. Pe msur ce topirea avanseaz, arcele electrice devin mai stabile i dup 10 20 min se pune n funciune instalaia de reglare automat, mrindu-se tensiunea la valori mijlocii se leag bobinajul primar al transformatorului n triunghi (puterea activ se mrete treptat). Dup 1520 min de reglare automat, electrozii ajung la baia metalic ce a prins contur pe vatr, arcele electrice nu se mai nrerup, astfel, putndu-se trece pe treapta de tensiune maxim. Astfel, intensitatea curentului se mrete corespunztor unei puteri active apropiate de puterea transformatorului, bobina de oc fiind scoas din circuit. n aceast perioad arcele electrice sunt acoperite. Atunci cnd nivelul bii metalice ajunge la circa o jumtate din nivelul final, influena bii metalice asupra topiturii (topirii prin dizolvare a bucilor de metal) devine semnificativ. O dat cu creterea nivelului bii metalice, electrozii se ridic automat iar arcele electrice devin treptat descoperite. n felul acesta se mrete riscul de supranclzire a zidriei cuvei i bolii, acest fenomen contracarndu-se prin amplasarea de var pe zgur, var ce micoreaz capacitatea de radiere de cldur a bii metalice. Atunci cnd se constat c ncrctura este topit n mod avansat, se micoreaz tensiunea la valori de 7580% din cea maxim (la o tensiune mare, arcul electric este lung i subire iar la o tensiune mic, arcul electric este gros i scurt). Spre finalul topirii, dac este cazul, se deconecteaz cuptorul de la reeaua electric, se mpinge ncrctura netopit de la marginea bii metalice n baia metalic, apoi se reia topirea, apelndu-se i la amestecarea bii metalice cu scule consacrate acestui scop. n ultima parte a topirii, se recomand s se reduc tensiunea pn la valori ce
24
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
reprezint 60% din valoarea maxim, dar nu mai mici de 115 V, din cauza riscului de imersie a electrozilor n zgur, deci de scurtcircuitare a lor i, astfel, de mers neuniform. Durata de topire se micoreaz semnificiativ dac se insufl oxigen n baia metalic, ncepnd din perioada n care ncrctura metalic s-a topit n proporie de 75% sau chiar mai devreme. Oxigenul, ce provine de la fabrica de oxigen (dac exist n dotarea societii comerciale) sau de la baterii de butelii de oxigen, se introduce n baia metalic prin intermediul evilor cu diametrul interior de 810 mm, la presiunea de 315 at. Concret, cu oxigenul se taie, la nceput, punile de ncrctur de la marginea ncrcturii i dintre electrozi, ulterior, insuflndu-se n baia metalic. De exemplu, utilizndu-se oxigen 1015 m3/t, timp de 10 15 min., la cuptoare cu capacitatea de 1,55 t, se realizeaz o reducere a duratei specifice de topire de 35 min./t. Utilizarea oxigenului mai determin mbuntirea caracteristicilor mecanice de rezisten i a proprietilor de plasticitate ale oelului (scade coninutul de gaze i de incluziuni nemetalice), micorarea costului oelului elaborat, micorarea pierderilor de elemente chimice de aliere prin oxidare, accelerarea vitezei de oxidare a carbonului i, astfel, protejarea contra oxidrii a elementelor chimice de aliere, proporii mai mici de FeO n zgur etc. Dac masa specific a ncrcturii este foarte mic, dup ce s-a topit 8090% din ncrctura metalic, se efectueaz a doua ncrcare, iar dac este cazul, dup topirea celei de a doua ncrcturi, de asemenea, n proporie de 8090%, se efectueaz a treia ncrcare. Etapa de topire se conduce n mod diferit, dup cum topirea se realizeaz fr oxidare, cu oxidare complet sau cu oxidare parial. n cazul topirii fr oxidare se ine seama de particularitile prezentate la paragraful 2.3. ncrctura nu conine minereu de fier i nici nu se adaug minereu de fier n timpul topirii, iar adaosul de var n ncrctur este de 0,51,0%. n timpul etapei de topire, se adaug din cnd n cnd cocs de petrol de granulaie mic pe suprafaa zgurii, cocs ce s protejeze elementele chimice de aliere de oxidare prin intermediul monooxidului de carbon pe care l genereaz.
25
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
n cazul topirii cu oxidare complet, se ine seama de particularitile prezentate la paragraful 2.1. Pe suprafaa vetrei, nainte de ncrcare se amplaseaz 0,51,0% var, dup care, deasupra, urmeaz stratul de sort metalic uor, deasupra acestuia amplasndu-se 2,53,0% var mpreun cu circa 1% minereu de fier. Cu 2030 min naintea terminrii topirii se adaug pe suprafa zgurii 0,51,0% minereu de fier i 0,52,0% var. Se recomand s se evite utilizarea de var care conine i componente prfoase, deoarece praful de var interacioneaz chimic cu bolta, formeaz compui chimic uor fuzibili ce cad pe zgur, schimbndu-i natura chimic. Dac fosforul s-a aflat n ncrctur n cantitate mare, se recomand, ca pe parcursul topirii, zgura s fie eliminat de cteva ori, o dat cu aceasta eliminndu-se i fosforul sub form de fosfai de calciu. Imediat dup evacuarea zgurii se formeaz o nou zgur cu var i minereu de fier, pstrndu-se proporiile din ncrctur, ns, micorndu-se cantitatea n mod corespunztor cu gradul de defosforare ce trebuie realizat. n cazul topirii cu oxidare parial, se ine seama de particularitile prezentate la paragraful 2.2. ncrctura conine 34% var (dac varul este vechi i, n plus, are i o cantitate mare de steril, efectul de defosforare i de separare a zgurii de baia metalic este mult diminuat i crete nejustificat de mult viscozitatea zgurii) i 12% minereu de fier. Dac ncrctura metalic este relativ ruginit se poate elimina minereul de fier din ncrctura metalic solid. Dac ncrctura metalic este foarte curat (neruginit), cantitatea de var din ncrctur poate fi de 2%. Deasupra stratului de sort uor ce s-a amplasat pe vatr, se recomand introducerea a circa 0,5% sprturi de crmizi acide la care se pot aduga bauxit i fluorin (fluorina este mai eficient dect bauxita, ns, are costul de achiziie mai mare dect aceasta), scopul fiind mrirea fluiditii zgurii. Zgura nu se evacueaz din cuptor dac ncrctura conine elemente de aliere i se urmrete recuperarea lor din zgur. Pe msur ce procesul de topire decurge, baia metalic i mrete volumul nlimea ei crete iar la suprafaa ei se separ zgura. Zgura este format din FeO, Fe2O3, Fe3O4, SiO2, MnO, P2O5,
26
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
Al2O3, CaO, oxizi ai elementelor de aliere etc. CaO din var zgurific oxizii FeO, MnO, SiO2, P2O5 etc. Constituienii principali ai zgurii sunt (CaO)2SiO2 i (FeO)2SiO2. Dup topirea ncrcturii, raportul CaO/SiO2 din zgur este de circa 4. Exist i varianta de topire la care se realizeaz prelevarea unei probe din baia metalic atunci cnd mai sunt de topit doar buci mari de metal. Astfel, se determin compoziia chimic a bii metalice i se pot estima urmtoarele intervenii: carburarea cu font de afinare, demararea fierberii chiar n timpul topirii dac proporia de carbon este prea mare (se insufl oxigen n baia metalic), schimbarea destinaiei arjei dac nu corespunde compoziia chimic n mod semnificativ etc. Dup topirea ncrcturii metalice, bazicitatea zgurii este de 2,02,5. Odat topit toat ncrctura metalic, dac nu exist n dotarea cuptorului inductor de amestecare a bii metalice, se amestec baia metalic cu bare de oel consacrate, dup care se preleveaz o prob pentru determinarea compoziiei chimice (se recomdand s se analizeze C, Mn, Si, P i S). n funcie de coninutul de fosfor al ncrcturii metalice se decide adaosul de minereu de fier pe suprafaa zgurii (dup topirea integral a ncrcturii metalice). Astfel, dac se cere o defosforare avansat, se adaug pe suprafaa zgurii 35 kg/t de minereu de fier calcinat i de granulaie mic. Dup topire, temperatura bii metalice crete intens, oxigenul dizolvat n baia metalic, sub form de FeO, declannd reacia de oxidare a carbonului n toat masa de oel lichid, ceea ce nseamn rezultarea de CO i eliminarea lui din baia metalic. Consecina oxidrii carbonului cu o vitez mai mare este nceperea spumrii zgurii de la topire. Dac oelul ce se elaboreaz este nealiat, la puin timp dup ce zgura a nceput s spumeze, se evacueaz zgura din cuptor. Dac oelul ce se elaboreaz este aliat ncrctura conine deeuri aliate i se urmrete reducerea unor oxizi ai elementelor de aliere la temperaturi mari, nu se mai evacueaz zgura de la topire din
27
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
cuptor. n schimb, se va avea n vedere ca fosforul s fie legat n zgur sub form de fosfat tetracalcic, cu scopul ca s nu fie posibil refosforarea bii metalice. Zgura se evacueaz din cuptor numai dup ce electrozii au fost ridicai din poziiile de lucru. 2.8. Fierberea Scopul fierberii este micorarea coninuturilor de hidrogen, azot i incluziuni nemetalice i omogenizarea chimico-termic, n principal, i desfurarea unor procese de reducere a elementelor de aliere din zgur cu reductori din baia metalic, continuarea procesului de defosforare nceput n timpul etapei de topire, reglarea coninutului de carbon, demararea procesului de desulfurare etc., n plan secundar. Pentru ca fierberea s se declaneze trebuie ca temperatura bii metalice s fie de minimum 1.5800C. Dac aceast condiie nu este ndeplinit fenomenul de fierbere (de oxidare a carbonului cu vitez mare) nu demareaz, chiar dac se introduce agentul oxidant n baia metalic introducerea, de exemplu, de minereu de fier n exces nu declaneaz fierberea, mai mult, existnd pericolul ca atunci cnd ncepe fenomenul de fierbere, zgura s fie debordat pe ua de lucru i s produc accidente. Dup terminarea topirii se lucreaz cu arc electric scurt i gros (tensiune mic), n felul acesta fiind protejat cptueala cuptorului i dizolvndu-se o cantitate mai mic de azot n baia metalic (moleculele de azot se disociaz n zona arcului electric puternic, azotul atomar dizolvndu-se uor n oelul lichid). Fierberea se conduce n mod diferit, n funcie de metoda de elaborare adoptat cu oxidare complet, cu oxidare parial i fr oxidare. 2.8.1. Fierberea dup topirea cu oxidare total n cazul elaborrii cu oxidare total, dup terminarea topirii, se elimin din cuptor circa jumtate din cantitatea de zgur. Cantitatea
28
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
de zgur care rmne n cuptor se corecteaz, astfel ca la finalul etapei de fierbere, zgura s conin 1024% SiO2, 4060% CaO, 68% MgO, maximum 35% oxizi de fier (maximum 20% FeO), maximum 5% Al2O3 i maximum 2% P2O5. Raportul %CaO/%SiO2 trebuie s aib valoarea de circa 3,4. n mod normal, deoarece coninutul de carbon la topire este de maximum 0,1%, etapa de fierbere nu exist, ceea ce afecteaz calitatea oelului gradul de puritate este mic. n realitate, este posibil ca proporia de carbon la topire s fie de pn la 0,35%, ceea ce impune o subperioad de fierbere intens de circa 50 minute i apoi o subperioad de fierbere linitit de 1520 minute. n acest fel, coninutul de carbon scade pn la 0,05%. Agentul oxidant necesar oxidrii carbonului nu se introduce ntr-o porie ci treptat pentru desfurarea fierberii intense. La finalul etapei de fierbere, se elimin 6070% din cantitatea de zgur iar dac se impun coninuturi mai mici de fosfor i mangan se elimin zgura n totalitate. Dac oelul propus s fie elaborat are un coninut de carbon mai mare, se realizeaz carburarea prin introducerea n baia metalic de materiale de carburare (deeuri de electrozi de grafit conin cantiti mici de sulf, cenu i substane volatile , cocs de petrol, antracit, mangal etc., randamentele de asimilare a carbonului depinznd de temperatura oelului 70% pentru deeurile de electrozi de grafit i antracit, 60% pentru cocsul de petrol, 50% pentru mangal etc., temperaturile mari determinnd o mrire cu circa 10% a randamentelor de asimilare a carbonului tocmai menionate iar temperaturile mici determinnd o micorare cu circa 10% a respectivelor randamente de asimilare a carbonului. Carburarea se face cu cuptorul decuplat de la reeaua electric, dac temperatura oelului este mare, sau cu cuptorul cuplat la reeaua electric, dac temperatura oelului este mic. Materialul de carburare trebuie s aib granulaia mic 1...3 mm. Carbonul la oprire este cu 0,05% sub limita inferioar a coninutului de carbon din oelul propus a fi elaborat, dac oelul este nealiat, i cu mai mult dect 0,05% n cazul n care oelul este aliat,
29
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
aceast situaie fiind justificat de carburarea pe care o genereaz zgura reductoare, respectiv de carburarea cauzat de materialele de aliere. 2.8.2. Fierberea dup topirea cu oxidare parial n cazul n care se preleveaz o prob din baia de oel nainte ca bucile mari de metal din ncrctur s fi fost topite i dac se anun un carbon la topire mare, n circumstanele n care temperatura este mare, se declaneaz fierberea oelului prin introducerea de agent oxidant n baia metalic (minereu de fier sau oxigen). Astfel, se micoreaz durata de fierbere. Dac temperatura este mic, nu se introduce agent oxidant n baia metalic fiindc fierberea are randament mic se produce i o supraoxidare a oelului. Dac temperatura i carbonul la topire sunt bune i nu exist restricii severe pentru coninutul de fosfor, se elimin din cuptor circa jumtate din zgura existent n cuptor dup topire. Dac se cere un coninut de fosfor mic, se elimin zgura n totalitate din cuptor i apoi se formeaz o nou zgur din var i fluorin cu raportul var:fluorin = 4,004,75:1, sau din var, fluorin i amot (sau silica) cu raportul var:fluorin:amot = 6:1,5:1. Stratul de zgur ce se obine, trebuie s aib grosimea de 30 mm, ceea ce corespunde la un amestec de var, fluorin i amot de 2,32,5%. Ulterior, pe zgura nou se adaug, minereu de fier calcinat, de exemplu, 0,5%, cu scopul accelerrii procesului de defosforare, lucrndu-se cu o tensiune mic (127 V, de exemplu) i intensitate a curentului mare, pentru ca baia metalic s aib temperatur mare. Dup 1015 min de la adugarea celor 0,5% de minereu de fier, baia metalic ncepe s fiarb, timp n care se preleveaz o prob pentru determinarea coninuturilor de carbon i oxigen i, de asemenea, se determin i temperatura. Dac se constat c proporia de carbon este cea corespunztoare, se adaug agent oxidant n oel cu scopul intensificrii reaciei de oxidare a carbonului cu scopul intensificrii fierberii (nu trebuie s se neglijeze nici temperatura, care, aa cum s-a mai menionat trebuie s fie de minimum 1.5800C). Aa ncepe oxidarea intens a surplusului de carbon, dar i a fosforului.
30
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
Aa se declaneaz subperioada de fierbere intens, care, dac se realizeaz prin adaos de minereu de fire, asigur o vitez de oxidare a carbonului de 0,360,48% C/h, n medie, viteza de oxidare a carbonului avnd iniial valori de 0,50,7% C/h. Minereul de fier calculat se adaug pe suprafaa zgurii sub form de porii. Subperioada de fierbere intens dureaz circa 3545 min. Dup subperioada de fierbere intens, nu se mai adaug minereu de fier sau nu se mai insufl oxigen n baia metalic, viteza de oxidare a carbonului scznd sub 0,27%C/h, influen asupra scderii vitezei de oxidare a carbonului avnd i micorarea coninutului de carbon din baia metalic, n special sub 0,20%. Dac viteza de oxidare a carbonului scade sub 0,12%C/h, fierberea are randament mic. Viteza de oxidare a carbonului foarte mare provoac eroziunea vetrei. n timpul subperioadei de fierbere intens, pe lng carbon se oxideaz i manganul, tehnologiile de elaborare impunnd un raport ntre viteza de oxidare a manganului i viteza de oxidare a carbonului de 1,001,25 ceea ce impune ca baia de oel s aib un coninut de mangan mai mare de 0,20% ct timp coninutul de carbon este mai mare de 0,15%. Subperioada de fierbere linitit dureaz 1525 min. La finalul fierberii raportul dintre coninuturile de CaO i SiO2 ale zgurii trebuie s se situeze n intervalul 2,02,6. Durata fierberii este n funcie i de calitatea oelului propus a fi elaborat. Astfel, dac se cere un coninut de azot mai mic n oel, durata etapei de fierbere trebuie s fie de 5565 min. Dac zgura ce se formeaz n perioada de fierbere este de la nceput fluid i cu bazicitatea de 2,02,6, se realizeaz n mod eficient defosforare, o desulfurare de 50% dac se asigur un coninut mare de MnO n zgur i o micorare accentuat a coninutului de hidrogen acesta scade liniar o dat cu creterea vitezei de oxidare a carbonului (se subliniaz importana calcinrii adaosurilor i a eliminrii umiditii din ncrctura metalic, surse importante de hidrogen n oelul lichid). ns, dac se urmrete eliminarea avansat a incluziunilor nemetalice,
31
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
este nevoie de o durat mai mare de fierbere, de o vitez de oxidare a carbonului mai mare i de o cantitate mai mare de carbon care s se oxideze n timpul fierberii 75 minute durat de fierbere, 0,20,4%C/h vitez de oxidare a carbonului i o cantitate de carbon oxidat de 0,30,4%., dac proporiile de fosfor i mangan la topire sunt relativ mici (dac proporiile de P i Mn sunt mari, durata de fierbere trebuie prelungit la 8090 min. iar cantitatea de carbon ce trebuie oxidat ajunge pn la 0,6%; n plus, pentru a decarbura baia de oel de la 0,55% C la 0,07% C i pentru a se obine n oel un coninut de fosfor de 0,015%, trebuie s se elimine din cuptor de mai multe ori zgura de afinare de fiecare dat, dup evacuare, zgurile se refac). Eficiena mic a fierberii are n vedere obinerea n oel a unor coninuturi mari de gaze i incluziuni nemetalice, afectnd n special proprietile de plasticitate. Eficiena mic a fierberii este ntlnit i atunci cnd lipsete subetapa de fierbere intens iar n timpul subperioadei de fierbere linitit, viteza de oxidare a carbonului scade sub valoarea de 0,12%C/h. Semnificativ pentru eficiena fierberii, n cazul oelurilor nealiate, este coninutul de mangan la oprire la finalul fierberii ce trebuie s fie cu cel puin 0,10% sub limita inferioar a coninutului de mangan din oelul propus s fie elaborat, n caz contrar, un coninut mare de mangan mrind viscozitatea oelului lichid i determinnd, n oelul lichid, un coninut mare de incluziuni nemetalice i gaze iar n oelul solid o austenit cu gruni metalografici de dimensiuni mari, adic oeluri susceptibile de crpturi la cald, de fulgi, cu clibilitate redus etc. O metod de diminuare a efectelor negative ale unei fierberi intense, ns, cu vitez de oxidare a carbonului mic, este imersarea electrozilor, deconectai de la tensiune, n baia de oel i meninerea n oelul lichid timp de 4590 s. Astfel, se produce o oxidare intens a carbonului de la suprafaa electrozilor, adic o fierbere violent, ceea ce are ca rezultat degazarea i eliminarea incluziunilor nemetalice ntro msur semnificativ, ns, cu consum mare de electrozi. n momentul n care s-a obinut carbonul de la oprire iar fierberea este linitit i uniform, se elimin zgura din cuptor
32
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
6070% sau n totalitate, dup cum se urmresc coninuturi mici de fosfor i mangan, respectiv foarte mici. Eliminarea zgurii, n totalitate, din cuptor, se realizeaz prin bascularea cuptorului, nedeconectat de sub tensiune, nspre ua de lucru, zgura debordndu-se peste pragul de lucru ntr-o cochil metalic consacrat pentru manipularea zgurii, debordarea avnd loc pn cnd oelul atinge pragul uii de lucru. Urmeaz ntreruperea alimentrii la tensiune a cuptorului, ridicarea electrozilor i apoi eliminarea zgurii prin intermediul sculelor acionate manual. Importan trebuie s se acorde i cantitii de sorturi metalice aliate din ncrctur. Elemente de aliere precum Cr, W, V, Mn, Nb i Si se oxideaz parial n timpul topirii, oxizii lor din zgur avnd posibilitatea s se regenereze parial la temperaturi mari, [3]. n plus, are importan natura oxizilor, care, n cazul Cr2O3, determin mrirea viscozitii zgurii sc derea activitii ei metalurgice. Prin urmare, se recomand evitarea utilizrii n ncrctur de deeuri aliate cu crom, de exemplu. 2.8.3. Fierberea dup topire fr oxidare Dup topirea fr oxidare nu se realizeaz fierbere cu minereu de fier i, de asemenea, nu se elimin zgura din cuptor deoarece este rentabil ca s se reduc i cantitatea mic de oxizi care se formeaz i sunt n zgur, n timpul etapei de dezoxidare. Lipsa etapei de fierbere impune ca proporia de carbon din ncrctur s fie cu circa 0,10% mai mic dect limita inferioar a coninutului de carbon din oelul propus s fie elaborat cele circa 0,10% de carbon vor proveni din zgura reductoare, n timpul etapei de dezoxidare i din materialele de aliere. n cazul n care coninutul de carbon din ncrctur este mai mare dect coninutul de carbon din oelul propus s fie elaborat, trebuie s se fac diluarea cu deeuri de oel cu coninut de carbon foarte mic, iar dac este cu mult mai mic dect coninutul de carbon din oelul propus s fie elaborat se impune carburarea cu font de afinare. Pentru ca proporia de gaze i de incluziuni nemetalice s scad semnificativ, se poate face o fierbere de scurt durat,
33
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
utilizndu-se ca agent oxidant oxigenul. 2.8.4. Fierberea oelului cu minereu Cantitatea de minereu de fier se calculeaz innd cont de necesarul de FeO pentru oxidarea elementelor chimice din baia metalic n timpul etapei de fierbere, apoi necesarul de Fe2O3 care interacioneaz cu fierul din baia metalic i n final innd cont de concentraia de Fe2O3 din minereul de hematit. Sursa [7] indic pentru elaborarea unui oel nealiat un necesar de minereu de fier de 0,8 kg/t pentru fiecare 0,01% C ce trebuie oxidat n timpul etapei de fierbere i mai precizeaz c necesarul de var din perioada de afinare este egal cu necesarul de minereu de fier. n timpul fierberii cu minereu de fier, n baia metalic ptrunde se absoarbe oxigen din atmosfera cuptorului datorit prezenei stropilor de oel, are loc un transfer direct de oxigen de la bucile mari de minereu de fier la baia de oel, suprafaa de contact dintre zgur i baia metalic crete semnificativ datorit prezenei stropilor de oel iar n baia metalic ajung i stropi de zgur zgura formeaz o emulsie n baia metalic iar arcul electric, prin temperatura mare, creeaz condiii specifice pentru ca oxigenul din atmosfera cuptorului s ajung n baia metalic, [7]. La nceputul fierberii, cnd coninutul de carbon este mare, oxidarea carbonului are la baz difuzia oxigenului prin baia metalic iar la finalul fierberii, cnd coninutul de carbon este mic, oxidarea carbonului are la baz difuzia carbonului. Pentru elaborarea oelurilor aliate se recomand utilizarea minereului de fier mpreun cu insuflarea oxigenului gazos, ceea ce determin o temperatur mai mic a oelului n cazul fierberii oelului cu oxigen gazos, temperatura maxim a bii metalice ajunge pn la 1.9500C (minereu de fier se folosete mpreun cu oxigenul, fie se alterneaz adaosul de minereu de fier cu insuflarea oxigenului gazos). n cazul utilizrii minereului de fier are loc micorarea moderat a temperaturii bii metalice i creterea, n aceeai msur a viscozitii ei. De aici rezult i c adaosul de minereu de fier la
34
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
temperaturi mai mici de 1.5800C ale bii metalice i, n egal msur, n cantiti mari sub form de porii mari nu determin mrirea vitezei de oxidare a carbonului. n cazul elaborrii oelurilor aliate, la afinarea mixt cu minereu de fier i oxigen gazos se utilizeaz nomograme de dependen a consumului de minereu de fier de intensitatea de insuflare a oxigenului, temperatura bii metalice, puritatea oxigenului gazos i valoarea fluxului termic. Minereul de fier se utilizeaz pentru fierbere cu granulaia de 40150 mm i calcinat i la temperaturi de 3005000C. n timpul fierberii se preleveaz cteva probe prin turnarea oelului n cochil metalic, n vederea controlului evoluiei procesului de oxidare a carbonului. O determinare relativ a coninutului de carbon se poate realiza prin turnarea a circa un kilogram de oel lichid, pe o plac de oel, de la nlime mic, obinndu-se o scoar de oel cu grosimea de 35 mm, scoar ce se desprinde imediat de pe plac, se rcete n ap i apoi se ndoaie pe muchia unei plci de oel cu ajutorul unui ciocan, manual. n funcie de mrimea unghiului de ndoire nainte de rupere i de fora cu care se lovete cu ciocanul, se poate aprecia coninutul de carbon din oel. De exemplu, dac unghiul de ndoire este 00, adic scoara de oel se rupe prin simpla lovire, coninutul de carbon este de circa 0,35%, pentru ca scoara de oel s se ndoaie la rupere cu alte unghiuri i n funcie de coninutul de carbon, prezentndu-se n continuare cteva asocieri unghi de ndoire nainte de rupere coninut de carbon: 200 circa 0,30% C ; 450 circa 0,25% C ; 600 circa 0,23% C ; 900 circa 0,20% C; 1200 circa 0,17% C ; 1350 circa 0,15% C ; 1800 i nceput de ruptur circa 0,12% C ; 1800 i ruptur incomplet circa 0,10% C. O asemenea metod este relativ, depinde de experiena oelarului, depinde de compoziia chimic a oelului, ns, cu certitudine poate decide momentul oportun de prelevare a probei din cuptor n vederea determinrii compoziiei chimice se elimin prelevrile din timpul perioadei de fierbere (exemplul dat este absolut orientativ i a fost dat cu titlu informativ).
35
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
2.8.5. Fierberea oelului cu oxigen Folosirea oxigenului determin urmtoarele efecte : concentraii locale mari de oxigen, temperaturi foarte mari n zona de impact (maximum 2.5000C) ceea ce protejeaz elementele de aliere de o oxidare puternic, disocierea carburilor din baia metalic, grad mare de agitare a bii metalice, ceea ce conduce la creterea suprafeei de reacie dintre carbon i oxigen (viteza de oxidare a carbonului depinde mai puin de difuzia reactanilor spre suprafaa de reacie), micorarea tensiunii interfazice oel lichid-aer, creterea fluctuaiilor de energie, accelerearea fenomenului de germinare a bulelor de CO pe suprafaa oxigenului molecular etc. Viteza de oxidare a carbonului variaz de la 1,82,4%C/h, ct se constat la concentraii mari de carbon, la 0,150,20%C/h, ct se constat la coninuturi foarte mici de carbon sub 0,05%C (cu minereu de fier nu se poate face fierberea oelului pn la coninuturi de carbon mai mici de 0,05%). ncepnd de la temperaturi de 1.5801.5900C, adic de la nceputul insuflrii oxigenului n baia metalic, ncepe procesul de regenerare a elementelor de aliere din zgur n baia metalic, viteze mari de regenerare constatndu-se n cazul cromului i manganului. Durata de fierbere a oelului este de circa 10 min. Fierberea oelului cu oxigen determin continuarea procesului de defosforare care s-a desfurat cu o vitez maxim n timpul topirii. Presiunea de insuflare a oxigenului n baia metalic este 810 at. n timpul insuflrii oxigenului, cuptorul este decuplat de la reeaua electric, electrozii sunt ridicai iar zgura se menine fluid i cu bazicitate mare (se adaug pe suprafaa zgurii var i fluorin). Oxigenul se insufl prin evi de oel consumabil ce au diametrul interior de 28 mm i grosimea de perete de 4 mm, prin ua de lucru. eava de oel se fixeaz ntr-un dispozitiv prevzut cu perei dubli, de cupru, printre care circul ap de rcire. n acelai dispozitiv se monteaz i o eav de cupru care prin intermediul unui furtun este pus n legtur cu sursa de oxigen. Micarea evii de insuflare se face
36
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
numai ntr-un plan ce are nclinarea fa de orizontal de 200, n stnga i n dreapta, cu scopul evitrii pericolului de formare de gropi n zidria vetrei sau a peretelui cuvei. eava se imerseaz prin zgur n baia metalic, imersarea n baia metalic fcndu-se o treime din nlimea bii metalice. Oxigenul se poate insufla i prin lnci rcite cu ap introduse n cuptor prin bolt, fr ca lancea s fie imersat n baia metalic, adic oxigenul insuflndu-se de la distan. n perioada de fierbere cu oxigen, se formeaz 2.5005.000 m3N de gaze/t de oel, cantitate ce ajunge la 7.50011.000 m3N/t de oel dac se ia n consideraie i aspirarea de ctre gaze a aerului. Gazele degajate conin 5,410,0 g/m3N praf (constituientul de baz al prafului este dat de oxizii de fier). Gazele, de culoare cafenie, atac zidria peretelui cuvei i a bolii, ceea ce impune captarea lor cu un ventilator prin intermediul unui orificiu din bolt. n timpul insuflrii oxigenului, cuptorul este nclinat spre ua de lucru, astfel ca zgura fluid, s se poat evacua. 2.8.5.1. Particulariti de fierbere n cazul elaborrii oelurilor nealiate i slab aliate Dup terminarea topirii, cnd temperatura bii metalice a ajuns n intervalul 1.5801.6000C, ncepe insuflarea oxigenului i se poate mri raportul (CaO)/(SiO2) din zgur pn la 3,03,5 prin adugarea de circa 2% var i maximum 1% fluorin. Coninutul de carbon la topire trebuie s fie mai mare dect coninutul de carbon la oprire cu 0,30,4%. O dat cu oxigenul se poate insufla n baia metalic var i arsur de fier sub form de pulbere. n timpul insuflrii oxigenului, pe suprafaa zgurii se adaug var, sub form de porii mici, cu scopul fluidificrii zgurii. Coninutul de fosfor poate scdea pn la maximum 0,015% iar cel de carbon pn la minimum 0,03%. Dup terminarea insuflrii oxigenului, oxigenul dizolvat n baia metalic determin o fierbere intens timp de minimum 6 min, dup care are loc o fierbere linitit din cauza scderii coninutului de
37
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
carbon din baia metalic. Se prefer ca oxigenul s se insufle de la distan, adic fr imersarea lncii n baia metalic. 2.8.5.2. Particularitile de fierbere cu oxigen n cazul elaborrii oelurilor cu grad de aliere mediu i mare n cazul n care ncrctura metalic conine deeuri aliate (n mod curent, 3570%), nu se elimin zgura de la topire, n vederea recuperrii semnificative a unor elemente de aliere din zgur n mod deosebit, cromul i manganul. n vederea recuperrii avansate a unor elemente de aliere, se scurteaz durata de topire, se utilizeaz cuptoare dotate cu transformatoare puternice care s determine atingerea n scurt timp a temperaturii de 1.5800C necesar fierberii, se insufl oxigen cu debit mare pentru ca temperatura s creasc mult i n timp scurt, zgura trebuie s fie n cantitate relativ mic pentru ca s se satureze repede n oxizii elementelor de aliere ce urmeaz a fi recuperate, ncrctura metalic trebuie s aib un coninut mic de fosfor (mai mic dect cel din oelul propus s fie elaborat), trebuie s se evite surplusurile de carbon la topire mari deoarece aceast situaie conduce la mrirea cantitii de oxigen din oel etc. Dac temperatura n timpul fierberii atinge valoarea maxim de 1.9500C, se recomand s se efectueze fierberea i cu minereu de fier. Elementele chimice Si, Al, Ti i Ta se oxideaz complet n timpul topirii i nu pot fi regenerate din zgur. Oelurile inoxidabile se elaboreaz n cuptoare electrice cu arc, cu capacitatea de 20 150 t, de tip UHP (Ultra High Power). Topirea se realizeaz ntr-o perioad scurt. Materialele refractare sunt de nalt calitate i sunt cromitomagnezitice sau magnezitice, cu un coninut mare de Al2O3. Asemenea oeluluri sunt elaborate prin conducerea proceselor cu calculatorul de proces. Cuptoarele sunt prevzute cu sisteme de amestecare electromagnetic i sisteme de depresurizare, obinndu-se coninuturi minime de gaze i incluziuni nemetalice, [8]. Cuptorul UHP este etanat n mod corespunztor, ceea
38
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
ce determin diminuarea accentuat a oxidrii cromului. ncrctura metalic are n componen deeuri de oel cu grad mare de aliere n crom (1013% Cr) topirea dureaz 1,52 h. Dup afinare, coninutul de crom este de 78%, contndu-se pe recuperarea cromului din zgur n perioada de dezoxidare. Astfel, coeficientul de scoatere al cromului ajunge pn la 90%, adic pierderile de crom sunt de 10%. Surplusul de carbon la topire este de 0,150,30% peste limita prescris a oelului, n circumstanele n care ncrctura se realizeaz prin amplasarea pe vatr a fierului vechi cu coninut de crom, apoi a materialelor de aliere (nichel, ferocrom cu coninut mare de carbon etc.), fierului vechi mijlociu nealiat i apoi a maximumului 15% strunjituri. Cantitatea de zgur trebuie s fie mic (se utilizeaz maximum 1% var). ncrctura trebuie s conin minimum 1% Si, cu scopul ca zgura s fie acid. Pentru mrirea aciditii zgurii se introduce pe suprafaa zgurii i maximum 1,15% sprturi de amot, ns, mcinate. n aceste condiii, cromul se oxideaz mai puin, zgura nu este viscoas iar viteza de decarburare n perioada de fierbere este mare. n perioada de fierbere, se insufl oxigen timp de 1520 min, temperatura ajungnd la 1.5001.8500C. n timpul insuflrii oxigenului, cromul se oxideaz n continuare rezultnd CrO i Cr2O3. CrO este redus de ctre carbonul din baia metalic la temperaturi mari iar Cr2O3 formeaz, n zgur, spineli solizi. n timpul fierberii, att timp ct coninutul de carbon este mare, carbonul consum oxigen i, astfel, cromul este protejat mpotriva oxidrii. Acum, oxigenul se insufl cu debit mare 1,002,5 m3N/tmin. Dup ce coninutul de carbon a sczut n baia metalic, exist pericolul de oxidare intens a cromului. Acest risc este eliminat prin creterea temperaturii bii metalice pn la 1.8501.9000C, creterea temperaturii obinndu-se prin insuflare de oxigen cu debit relativ mare de exemplu, 1 m3N/ tmin, pentru cuptoare cu capacitatea mai mic de 13 t. n cazul oelurilor cu grad de aliere mare pentru mangan (1214%), carbonul se oxideaz i prin intermediul MnO din zgur. n timpul fierberii, are loc i procesul de regenerare a manganului din zgur. Dac zgura este saturat cu MnO, procesul de reducere a MnO
39
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
este accentuat, aceast situaie obinndu-se lucrnd cu o cantitate mai mic de zgur. 2.9. Dezoxidarea oelului Dezoxidarea reprezint micorarea coninutului de oxigen, din oelul lichid, rmas dup etapa de fierbere, pn la concentraii care s nu mai permit formarea bulelor de monooxid de carbon n intervalul de solidificare i pn la concentraii ce s confere oelului proprieti de plasticitate mari (eliminarea ct mai avansat a oxizilor ce se formeaz n timpul dezoxidrii). Dezoxidarea se realizeaz n trei subetape, acestea fiind predezoxidarea, dezoxidarea prin difuzie i dezoxidarea prin precipitare. 2.9.1. Predezoxidarea n momentul n care, n oelul lichid, n timpul etapei de fierbere, s-a obinut carbonul de la oprire, se frneaz procesul de oxidare a carbonului prin adaos n baia metalic de feromangan. Se calculeaz cantitatea de feromangan n aa fel nct coninutul de mangan din oelul lichid s se apropie de limita inferioar a coninutului de mangan din oelul propus a fi elaborat. Sursa 9 indic i utilizarea, ca nlocuitor al feromanganului, fonta aliat cu mangan, cunoscut i cu denumirea de font oglind. Urmeaz amestecarea bii metalice i prelevarea unei probe de oel. Se elimin din cuptor circa 75% din cantitatea de zgur rmas de la afinare. ntre timp, trebuie s soseasc de la laboratorul de analize chimice rezultatul referitor la compoziia chimic a probei prelevate. Astfel, dac fosforul este n proporie prea mare, se elimin din cuptor i celelalte 25% de zgur rmas de la afinare. Dac se impune o carburare slab, se introduce n baia metalic font de afinare (fonta de afinare micoreaz temperatura oelului lichid). Dac se impune o carburare puternic, se introduce n cuptor cocs de petrol. Fie c se elimin 75% fie 100% din zgura de la afinare,
40
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
trebuie ca zgura s fie refcut, n aa fel nct s aib o grosime de 30 mm i s reprezinte 2,02,3% din masa bii metalice. Se va avea n vedere ca s se realizeze un raport var mrunt:fluorin: nisip cuaros de (58):(0,52,0):(0,51,5) sau un raport var mrunt: fluorin de (4,05,5):1, existnd i varianta var mrunt: fluorin: sprturi de crmizi de siliciu sau amot mcinate cu valoarea de 6:1:1. Aceste materiale de formare a noii zguri se pot introduce amestecate n prealabil (varul trebuie obligatoriu utilizat n stare calcinat) sau se pot introduce separat, n ordinea prezentat anterior la rapoarte. n timpul n care zgura este finalizat 15 20 min se lucreaz cu tensiune mic (circa 140 V) i intensitate mare, n aa fel nct temperatura bii metalice s ating valori de 1.600..1.6500C. Dac este nevoie de regenerarea unor elemente chimice de aliere din zgur nu se elimin zgura de la finalul etapei de fierbere, ns, se fac corecturile de rigoare pentru carbon dac este cazul. n continuare, se face predezoxidarea cu mangan. Concret, se introduce n baia metalic feromangan, n aa fel calculat nct s se obin n oel un coninut de mangan egal cu coninutul de mangan mediu al oelului propus s se elaboreze. Astfel, ia na tere un produs oxidic de forma mMnO n FeO ce este n stare lichid i care se separ cu uurin n zgur, astfel, eliminndu-se o parte din oxigenul din baia metalic. Este obligatoriu ca n momentul introducerii feromanganului n baia metalic, proporia de oxigen din aceasta s fie mai mare. Urmeaz predezoxidarea cu siliciu. Siliciul este introdus n baia metalic sub form de ferosiliciu. Cantitatea de ferosiliciu se calculeaz n aa fel nct n baia metalic s rmn 0,03...0,07% Si. Dac raportul dintre coninuturile de Mn i Si [Mn]/[Si] are valori cuprinse n intervalul 4...8, este permis utilizarea unei cantiti mai mari de siliciu ca predezoxidant. Utilizarea predezoxidrii cu siliciu dup predezoxidarea cu mangan este justificat de faptul c manganul mrete capacitatea de dezoxidare a siliciului i de faptul c produii uor fuzibili de tipul mMnO nFeO joac rol de fondant, [3], pentru
41
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
SiO2 ce se formeaz ulterior. Aa iau natere produii de dezoxidare din sistemul MnOSiO2FeO ce sunt uor fuzibili, se afl n stare lichid, separndu-se cu uurin n zgur i, astfel, oelul dezoxidndu-se. Dac predezoxidarea cu siliciu s-ar face naintea predezoxidrii cu mangan, ar rezulta SiO2 i produse bogate n SiO2 care se separ greu n zgur, sunt greu fuzibile, rmn n stare de suspensie n oel, oelul dezoxidndu-se slab acelai efect se obine dac se face predezoxidarea numai cu siliciu sau dac se ntroduce n oel o cantitate prea mare de ferosiliciu sau o cantitate prea mic de feromangan. Sursa [9] indic obinerea unui grad de dezoxidare superior dac predezoxidarea se face cu silicomangan n care raportul Mn/Si este de 48 silicaii de mangan compleci ce iau natere se separ mai uor n zgur. Aceeai surs bibliografic indic i posibilitatea de predezoxidare cu aluminiu, dup predezoxidrile cu mangan i siliciu, n cantitate de circa 0,15 kg/t, rezultnd Al2O3 care se decanteaz n mare msur n zgur datorit tensiunii interfazice Al2O3 - matrice metalic mari. 2.9.2. Dezoxidarea prin difuzie prin extracie Dezoxidarea prin difuzie are la baz meninerea oelului sub un strat de zgur reductoare fr FeO conform principiului repartiiei elementelor, asigurndu-se transferul oxidului feros din baia metalic n zgur. Se are n vedere ca materialele utilizate pentru formarea zgurii reductoare s ndeplineasc urmtoarele condiii : varul s fie proaspt, s aib dimensiuni de 2040 mm, nainte de utilizare s fie prenclzit la o temperature de minimum 1500C i s conin max. 1% SiO2 i min. 3% CO2; fluorina s fie uscat i cu granulaie de maximum 20 mm; materialele de carburare cocsul de petrol i deeurile de electrozi de grafit s fie uscate i s aib granulaia de maximum 1 mm. Dac nu sunt ndeplinite condiiile anterioare, se mrete
42
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
cantitatea de gaze din oel n special hidrogenul ce provine din umiditatea materialelor nemetalice de adaos , acestea nemaiputnduse elimina prin fierbere. Modalitatea de eliminare a gazelor n exces este, n principal, prin barbotare cu gaze inerte n afara agregatului de elaborare. Zgura reductoare, necesar dezoxidrii prin difuzie, se obine prin prelucrarea zgurii din perioada de predezoxidare a celei prezentate la paragraful 2.9.1. Dac elaborarea se face fr oxidare, zgura care se prelucreaz pentru a deveni dezoxidant este aceea obinut dup etapa de topire. Dezoxidarea prin difuzie se poate face cu una din urmtoarele variante: zgur alb, zgur carbidic i zgur reductoare cu adaos de siliciu i aluminiu. 2.9.2.1. Dezoxidarea prin difuzie cu zgur alb Aceast metod de dezoxidare se realizeaz n trei etape, respectiv formarea zgurii de primire, albirea zgurii i meninerea bii metalice sub zgur alb. Pe zgura rezultat de la predezoxidare se adaog un amestec format din var, cocs de petrol i fluorin, n proporie de 5:3:1, n cazul elaborrii oelurilor cu un coninut mai mare de 0,25%, sau se adaug un amestec format din var, cocs de petrol, ferosiliciu i fluorin, n proporiile 5:1,5:1,5:1, n cazul elaborrii oelurilor cu un coninut de carbon mai mic de 0,25% n cazul oelurilor cu un coninut foarte mic de carbon cocsul de petrol se nlocuiete cu ferosiliciu sau silicocalciu sau aluminiu sub form de granule. Cantitatea de amestec var, cocs de petrol i fluorin este de 99,5 kg/t pentru oelurile cu un coninut de carbon mai mare de 0,25% iar cantitatea de amestec var, cocs de petrol, ferosiliciu i fluorin este de 9,510,5 kg/t. Dup circa 30 min de la introducerea amestecului de la aliniatul anterior amestecul se poate introduce n mai multe reprize zgura se deschide la culoare, trecnd prin nuanele cafenie i glbuie, pentru ca n final s devin de culoare alb (zgura alb, n contact cu aerul se transform n praf de culoare alb ca urmare a formrii ortosilicatului de
43
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
calciu, formare ce are loc cu mrire de volum). Dup formarea zgurii albe se preleveaz o prob de oel pentru determinarea coninuturilor de carbon i mangan, apoi se amestec baia metalic timp de 10 min, dup care se preleveaz alt prob de oel. Urmeaz adugarea unui amestec reductor n cantitate de 7,514 kg/t, format din var, ferosiliciu cu 75% Si i fluorin n urmtoarele proporii de var:ferosiliciu 75 : fluorin : 6:2:1 pentru oelurile nealiate; 8:2:1 pentru oeluri cu grad de aliere mic; 3:2 :1 pentru oelurile cu un grad de aliere mare. Cantitatea total de zgur reductoare este de 35%. Zgura alb trebuie s conin, n general, 5565% CaO, 1520% SiO2, max. 10% MgO, 1,53,0% Al2O3, max. 1,5% FeO, max. 1% MnO, max. 1% CaS, 710% CaF2 i 0,51,0% CaC2. Sub o asemenea zgur, oelul se menine pn la evacuarea din cuptor. Durata medie de dezoxidare sub zgur alb este de 5060 min, ns se poate prelungi aceast durat pn la 7090 min, prelungire care, n circumstanele unei temperaturi de 1.6001.6500C, asigur scderea coninutului de oxigen din oel lichid pn la 0,0040,007%, dar, n schimb, conduce la creterea coninutului de azot. Pentru oelurile cu coninut mic de carbon sau cu limite nguste de asemenea, n cazul n care, la nceputul dezoxidrii, coninutul de carbon este prea mare dac exist metoda de elaborare cu eliminarea din cuptor a zgurii de la finalul fierberii exist tehnologia de dezoxidare sub zgur alb ce se prezint n continuare. Se formeaz zgur nou, n cantitate de circa 2%, din var i fluorin de exemplu, 20 kg/t var i 3 kg/t fluorin. Ulterior, se micoreaz tensiunea sub 140 V i se adaug ferosiliciu, mcinat, n cantitate de 1,5...2,0 kg/t. Astfel, zgura devine linitit i lucioas. Dup 58 min se mrete tensiunea de exemplu, la 155 V i se adaug pe zgur un amestec format din cocs, ferosiliciu 75% i fluorin. Aa, zgura spumeaz i devine alb n 1020 min. Ulterior, se adaug
44
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
periodic ferosiliciu, dup caz, amestecat cu cocs. Sub zgura alb, fierberea bii metalice nceteaz. Monooxidul de carbon care se mai formeaz n baia metalic sau la interfaa baie metalic-zgur este redus de siliciul adugat n zgur conform reaciei chimice 2[CO]+(Si)=2[C]+(SiO2), conform acestei reaciei chimice baia metalic carburndu-se, viteza de carburare lundu-se n consideraie i carburarea cauzat de zgur, fiind de 0,02% C/h. 2.9.2.2. Dezoxidarea prin difuzie cu zgur carbidic Denumirea de carbidic provine de la coninutul de CaC2 al zgurii 13%. CaC2 provine n urma interaciunii CaO cu carbonul din cocsul de petrol, sub influena arcului electric. CaC2 este constituientul principal al carbidului. Alegerea dezoxidrii cu zgur carbidic trebuie s aib n vedere c o asemenea zgur reflect puternic cldura spre zidrie o uzeaz accentuat , carbureaz baia metalic, viteza de carburare fiind 0,030,05%C/h i se separ greu de baia metalic, determinnd, n timpul amestecrii bii metalice n cuptor i n timpul evacurii, impurificarea oelului cu incluziuni nemetalice. De asemenea, zgura carbidic, micoreaz pericolul ca n timpul dezoxidrii prin precipitare produii reaciilor de dezoxidare s fie n cantitate mare i s rmn n cantitate mare n oelul lichid. Dezoxidarea cu zgur carbidic se aplic n cazul elaborrii oelurilor ce au coninut de carbon mare i a oelurilor care admit limite largi pentru coninutul de carbon. Se are n vedere c zgura carbidic trebuie s asigure i o bun desulfurare, cantitatea de zgur carbidic lund n considerare impunerea unui coeficient de repartiie al sulfului ntre zgur i baia metalic ce depinde, la rndul su, de gradul de desulfurare al oelului, [10]. Pe zgura rezultat de la predezoxidare se adaug un amestec compus din var, cocs de petrol i fluorin n proporiile var: cocs de petrol : fluorin de 5:3:1. Cantitatea de amestec menionat se adaug n porii n cantitate de 1115 kg/t (mai mare dect n cazul formrii zgurii albe) i se
45
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
distribuie uniform pe toat suprafaa zgurii. Se nchide ua cuptorului cu scopul evitrii ptrunderii aerului n cuptor. Se lucreaz cu regimul electric de intensitate maxim consacrat etapei de dezoxidare. Dup 2025 min se deschide ua de lucru a cuptorului i pe zgura spumant se adaug amestec de var, cocs de petrol i fluorin (var: cocs de petrol: fluorin cu valoarea de 5:3:1) n cantitate de 915 kg/t, astfel ca adaosul total de amestec carburant s fie de 23%. Compoziia chimic a zgurii carbidice are valorile prezentate n tabelul 3/O1, [9]. Tabelul 3/O1 Compoziia chimic a zgurii carbidice
Varianta 1 2* CaO 5565 6065 SiO2 9 22 18 22 MgO max. 10 79 Compoziia chimic, n % Al2O3 FeO MnO max. max. max. 4,0 0,8 0,8 max. 0,3 0,5 0,1 CaS max. 2,0 0,3 CaF2 8 12 10 CaC2 1,0 3,0 1,0 1,5
* zgur tipic Se p streaz acela i regim termic intens 2040 min, zgura devenind linitit pe m sur ce se reduc unii oxizi din ea (FeO, MnO, Cr 2O 3 etc.). Con inutul minim de oxigen n o elul lichid se ob ine dac zgura carbidic con ine maximum 0,5% FeO n majoritatea timpului de dezoxidare prin difuzie. Pentru diminuarea fenomenului de carburare dar i a fenomenului de impurificare a o elului lichid cu incluziuni nemetalice, nainte de dezoxidarea prin precipitare i de aliere, se amestec baia metalic , se preleveaz o prob pentru analiza compozi iei chimice i apoi se transform zgura carbidic n zgur alb , adic se mic oreaz concentra ia de CaC2 din zgur , fenomen ce mai poart denumirea de spargere. Spargerea se realizeaz practic prin deschiderea u ii de lucru a cuptorului timp
46
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
de 5 minute sau prin ad ugarea pe suprafa a zgurii a unei cantit i mici de arsur de fier are loc oxidarea carbonului din CaC2. Dac este cazul, se adaug pe suprafa a zgurii un amestec de var, ferosiliciu cu 75% Si i fluorin n propor iile var :ferosiliciu 75% : fluorin de 6 :2 :1 pentru o elurile nealiate , de 8 :2 :1 pentru o elurile cu grad de aliere mic i de 3 :2 :1 pentru o elurile cu grad de aliere mare. Durata de dezoxidare cu zgur carbidic nu trebuie s dep easc 90100 min, avndu-se n vedere, n afar de motivele prezentate la nceputul acestui paragraf, i faptul c se perturb semnificativ echilibrul dintre oxizii de fier din baia metalic i oxizii de fier din masa de ajustare c ptu eala refractar granular . Consecina este c se creeaz un flux unidirec ional de oxizi de fier de la c ptu eala refractar la baia metalic , ceea ce determin mic orarea rezisten ei mecanice a c ptu elii refractare granulare, desprinderea de p r i din ea, i, astfel, impurificarea o elului. n timpul dezoxid rii prin difuzie, indiferent de natura zgurii, se controleaz compoziia chimic a o elului i, n mod deosebit, con inutul de oxigen. Con inutul de oxigen se controleaz , fie prin prelevare de probe cu diametrul de 5 mm cu dispozitive consacrate (tuburi de sticl depresurizate), probe analizate apoi prin metode fizice, fie prin turnare de o el n cochile metalice cu capacitatea de circa 1 kg i cu sec iunea longitudinal uor tronconic . Concret, se toarn o elul cu lingura n cochil i apoi se analizeaz vizual o elul turnat. Astfel, o elul este bine dezoxidat aceast expresie avnd doza de relativism inerent dac o elul turnat nu eman gaze i scntei, iar dup solidificare suprafa a probei este concav . De asemenea, se poate turna o prob cilindric n cochil de exemplu, f50x60 mm prob ce apoi se forjeaz pn la n l imea de 10 mm. Dac pe marginea probei forjate nu apar cr p turi, nseamn c o elul este bine dezoxidat.
47
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
2.9.2.3. Dezoxidarea prin difuzie cu zgur i adaos de siliciu i aluminiu Aceast metod de dezoxidare prin difuzie se aplic n cazul elabor rii o elurilor cu con inut de carbon mic, care au con inutul de carbon ntre limite strnse i n cazul elabor rii o elurilor aliate cu crom, cu grad de aliere mare, elaborate din nc rc turi ce con in sorturi aliate cu crom i elaborate prin fierbere cu oxigen. n cazul elabor rii o elurilor cu con inut foarte mic de carbon sau ntre limite strnse, dup ce s-a eliminat zgura de la afinare, se formeaz o zgur nou cu un amestec de var, fluorin , cuar it i sp rturi de c r mizi de amot , n propor iile var :fluorin : cuar it : sp rturi de c r mizi de amot de 8 :22,5 :17,51. Dup formarea noii zguri se m rete fluiditatea prin adosuri de ferosiliciu cu 75% siliciu i se m rete reactivitatea chimic . Siliciul din ferosiliciu i exercit rolul de reduc tor, n special pentru FeO ce provine din baia metalic . Cantitatea total de zgur trebuie s fie n final de 35%. n cazul elabor rii o elurilor aliate cu crom sau cu crom i mangan, cu grad de aliere mare, pe zgura de la afinare se adaug un amestec de 50% ferosiliciu cu 75% siliciu i 50% var. n felul acesta trebuie s se ob in n zgur 3035% SiO 2. Cu o asemenea zgur , MnO este legat chimic de c tre SiO 2 se formeaz silica i de mangan , ceea ce nseamn c se reduce mai puin, iar Cr 2O3 se reduce n propor ie de 50%, dac adaosul de ferosiliciu cu 75% siliciu este de 1,51,8%, i n propor ie de 76%, dac adaosul de ferosiliciu cu 75% siliciu este de 2,3% (aceste reduceri de Cr 2O 3 sunt caracteristice o elurilor ce con in 0,03%C, iar n cazul o elurilor cu un con inut de carbon mai mare, gradul de recuperare a cromului din zgur este mai mare). Cantitatea total de zgur este de 35%. SiO 2, liber din zgur , sufer procese de reducere, ceea ce nseamn creterea con inutului de siliciu din baia metalic , adic nu se poate conta pe o recuperare avansat de crom din zgur . Gradul de recuperare al cromului, ns , crete iar durata de recuperare a cromului scade
48
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
(maximum 2 h), dac pe zgura de la afinare se adaog 1,1% amestec de ferosiliciu cu 75% Si, silicocalciu i aluminiu, n propor iile ferosiliciu cu 75% Si: silicocalciu: aluminiu de 8 :2 :1. Zgura dezoxidat cu ferosiliciu este acid CaO/SiO2 = 0,41,2 ceea ce i explic creterea con inutului de siliciu n o elul lichid, adic se creeaz circumstan ele unei dezoxid ri prin precipitare. Se recomand ca, cu pu in timp nainte de evacuarea o elului, s se adauge pe suprafa a zgurii un amestec de var, aluminiu i mangal, n propor iile var: aluminiu :mangal de 10:8:1. 2.9.3. Dezoxidarea prin precipitare Se recomand ca dezoxidarea prin difuzie s fie completat cu dezoxidarea prin precipitare, n vederea ob inerii unui con inut mai mic de oxigen n baia de o el prelungirea dezoxid rii prin difuzie nu se justific din motive economice. Dezoxidan ii se introduc n o elul lichid n ordinea cresc toare a afinitii chimice fa de oxigen, adic MnSiAl Ca etc. Pe m sur ce temperatura scade, capacitatea de dezoxidare a elementelor chimice dezoxidante se m rete. Ordinea de introducere a dezoxidan ilor n baia de o el, cantitatea de dezoxidan i dar i temperatura b ii metalice regleaz capacitatea de separare n zgur a produ ilor procesului de dezoxidare, adic ob inerea de produ i u or fuzibili cu densitate mic i capacitate mare de coalescen . n practic se utilizeaz n mod curent Mn, Si i Al ce se introduc n o el n ordinea enumer rii. Cantitile de Mn, Si i Al necesare dezoxid rii prin precipitare se calculeaz n func ie de echilibrele MnO, SiO i AlO, cei trei dezoxidan i introducndu-se n o elul lichid sub form de feromangan, ferosiliciu i aluminiu tehnic. Manganul se introduce n special pentru a crea condi ii de ob inere de produ i de dezoxidare u or fuzibili i care precipit uor n zgur . Dezoxidarea cu mangan ncepe n perioada de
49
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
dezoxidare prin difuzie, cnd manganul se afl n o elul lichid n stare "n scnd ". n plus, introducerea n baia metalic a feromanganului sub form de buc i, creeaz concentra ii locale mari de mangan, ceea ce nseamn un efect sporit de dezoxidare (la modul general, aciunea dezoxidant a manganului este slab fiindc i con inutul de oxigen din o elul lichid, dup dezoxidarea prin difuzie, este mic). Dac o elul are con inut de mangan mai mare de 0,25%, devine semnificativ fenomenul de evaporare a manganului de la suprafa a jetului de o el (de la evacuare sau de la turnare n form ), atomii de mangan reac ionnd cu oxigenul din aer, mic ornd presiunea par ial a acestuia n jetul de o el i, n felul acesta, diminund procesul de oxidare secundar a o elului. Siliciul, sub form de ferosiliciu, n cazul o elurilor nealiate, se introduce n baia metalic dup mangan, cu 3545 min nainte de evacuarea o elului din oal , perioad n care trebuie s se separe n zgur produ ii reac iei de dezoxidare. n cazul o elurilor aliate, siliciul se introduce n baia de o el naintea alierii. Se poate face i un calcul estimativ al necesarului de siliciu, acesta trebuind s asigure valoarea medie a con inutului de siliciu din o elul propus s fie elaborat, considerndu-se o pierdere de 1015% dac se adaug n cuptor sub form de FeSi cu 75% siliciu. Dezoxidarea cu Si se poate realiza i n oala de turnare, ca de altfel i cu mangan, astfel, realizndu-se o asimilare mai bun a manganului i siliciului datorit amestec rii bune n timpul curgerii i umplerii oalei de turnare, un con inut de gaze mai mic (degajarea de CO, fiindc o elul se evacueaz n stare necalmat , mpiedic dizolvarea de gaze i, n principal, antreneaz n afara jetului de o el gaze), pierderi prin oxidare mai mici etc. Aluminiul se introduce n baia de o el, dup siliciu, cu circa 10 min nainte de evacuare, n cantitate de 0,150,23 kg/t, sub form de calupuri legate la cap tul unei bare de o el. Aceea i cantitate se poate introduce i n oala de turnare. Conform sursei
50
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
Tabelul 4/O1 Dependena dintre consumul de aluminiu i coninutul de carbon din proba prelevat nainte de evacuare
Nr. crt. 1 2 3 4 5 6 7 8 %C n proba de oel 0,04 0,05 0,06 0,07 0,08 0,09 0,10 0,11 Consum de Al, n kg/t 1,00 0,90 0,80 0,73 0,67 0,62 0,57 0,52 Nr. crt. 9 10 11 12 13 14 15 16 %C n proba de oel 0,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19 Consum de Al, n kg/t 0,50 0,46 0,44 0,42 0,40 0,39 0,37 0,35 Nr. crt. 17 18 19 20 21 22 23 24 %C n proba de oel 0,20 0,21 0,22 0,24 0,26 0,28 0,30 0,40 Consum de Al, n kg/t 0,34 0,33 0,31 0,30 0,28 0,26 0,25 0,25
[10], dependena dintre consumul de Al i con inutul de C din proba prelevat nainte de evacuare, este cea prezentat n tabelul 4/O1. Sursele [1] i [6], indic o cantitate de aluminiu ca dezoxidant de 0,50,6 kg/t, introdus n oala de turnare, sau n cuptor, n dou reprize 0,330,35 kg/t nainte cu 10 min de evacuare i 0,150,23 kg/t nainte cu 35 min de evacuare. 2.10. Alierea n fluxul tehnologic prezentat la paragraful 2, etapa de aliere este amplasat dup etapa de dezoxidare. Amplasarea dup dezoxidare este dictat de faptul c acum oelul conine cea mai mic proporie de oxigen, adic pierderile de elemente chimice de aliere prin oxidare ar fi cele mai mici. n realitate, elementele chimice de aliere se pot introduce n faza metalic de la ncrcare pn la turnare i, mai departe, i n form. Momentul introducerii elementelor chimice de aliere de
51
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
fapt a materialelor de aliere este dictat de afinitatea chimic fa de oxigen a acestora. Din acest punct de vedere, elementele chimice de aliere se mpart n trei grupe, acestea fiind urmtoarele: elemente chimice de aliere care se oxideaz nesemnificativ (cu afinitatea chimic fa de oxigen foarte mic) Ni, Cu, Mo, Co etc; elemente chimice de aliere care au afinitatea chimic fa de oxigen de acelai ordin de mrime cu al fierului i care se pot regenera parial din zgur Mn, Cr, W, V, Si etc.; elemente chimice de aliere care au afinitatea chimic fa de oxigen foarte mare i care se oxideaz complet n condiiile cuptoarelor cu arc electric Ti, B, Al, dar i Mg, Zn, Ca etc. 2.10.1. Elementele chimice de aliere care se oxideaz nesemnificativ Materialele de aliere care conin aceste elemente chimice se pot introduce n ncrctura metalic nainte i dup topirea ei. Este preferabil ca aceste materiale de aliere s se introduc nainte de subetapa de fierbere linitit cu scopul eliminrii gazelor din ele n special, hidrogenul. Cantitatea de materiale de aliere se calculeaz, n principiu, fr pierderi. Pentru corectarea final ordinea de introducere n baia metalic este Ni, Mo, Cu i Co. Sursa 1 recomand corectarea Ni i Cu n timpul fierberii iar corectarea Mo i Co dup ce zgura a fost dezoxidat. Sursa [3] indic pierderi de maximum 4%, prin vaporizare, sub influena arcului electric, n cazul Ni, Cu i Mo, atunci cnd sunt n proporii mari. Nichelul se utilizeaz sub form de nichel primar (puritatea de 97,699,99%) plcue sau pelete i oxid de nichel sub form de praf sau pelete (n stare calcinat la temperaturi de minimum 9000C). Oxidul de nichel se introduce n cuptor dup evacuarea zgurii de afinare. Nichelul primar se introduce att o dat cu ncrctura ct i dup topirea acesteia. Dac nichelul primar se introduce n ncrctura
52
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
solid, trebuie luate n calcul pierderile prin vaporizare. Molibdenul se utilizeaz sub form de feromolibden cu 5065% Mo, molibdat de calciu, oxid de molibden, molibdenit (conine MoS) etc. n cazul n care coninutul de molibden din ncrctura metalic este de maximum 1%, calculul materialelor de aliere se face fr a lua n consideraie pierderi prin oxidare n cazul n care coninutul este mai mare de 1%, se admit pierderi prin oxidare de 2%, pierderi ce adunate peste pierderile de 1% prin vaporizare, determin luarea n calcul a unor pierderi de pn la 3% . n cazul n care se cere un conibut de molibden de 0,30,5%, se pot utiliza pentru aliere amestecuri de molibdenit cu fondani i reductori, cum ar fi, de exemplu, materialul de aliere format din 1 kg molibdenit, 0,50 kg var, 0,17 kg cocs de petrol, 0,17 kg fluorin i 0,66 kg FeSi cu 75% sau materialul de aliere format din 1 kg molibdenit, 0,90 kg var, 0,36 kg cocs de petrol, 0,22 kg fluorin, 0,30 kg FeSi cu 75% Si i 0,22 kg achii de aluminiu tehnic etc. (asemenea materiale se introduc treptat n zona electrozilor i se pot combina cu adaos de feromolibden dac se impun coninuturi mai mari de molibden). Molibdenita se introduce n cuptor dup dezoxidarea zgurii i n condiiile n care temperatura bii metalice este mare. Cobaltul se introduce ca atare sau sub form de ferocobalt, dup molibden, nelundu-se n calcul pierderi prin oxidare. Cuprul se introduce ca atare cu diverse grade de puritate i sub form de prealiaje pe baz de cupru, cum ar fi CuFe ce conine 9095% Cu etc. Pierderile de cupru prin vaporizare sub influena arcului electric sunt neglijabile. Calculul materialelor de aliere nu ia n consideraii pierderile prin oxidare. 2.10.2. Elemente chimice de aliere care se oxideaz parial Manganul se introduce sub form de feromangan (65..80% Mn), silicomangan, font brut aliat cu mangan etc. dup ce s-a format zgura alb sau dup spargerea zgurii carbidice. Feromanganul se calcineaz la temperaturi de 8009000C. Adaosul de feromangan se face n porii, dup fiecare porie ntroducndu-se n cuptor i amestec dezoxidant. Ulterior, se las baia metalic n repaos
53
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
35 min, dup care se amestec baia metalic. Conform [1], nu se iau n consideraie pierderi prin oxidare deoarece zgura, prelucrat aa cum s-a precizat anterior, se menine alb n permanen i are un caracter reductor bun. Cromul se adaug sub form de ferocrom ce se calcineaz n prealabil timp de 3 h la temperatura de circa 8500C. Se recomand ca ferocromul s se introduc prenclzit la temperatura de circa 6000C. Ferocromul se introduce n baia metalic n timp ce baia metalic este meninut sub zgur alb timp de 3060 min. n cazul n care se lucreaz fr zgur alb, ferocromul se introduce n baia metalic dup dezoxidarea zgurii, ferocromul dizolvndu-se n circa 40 min (se impune amestecarea bii metalice ulterior dac n dotarea cuptorului exist inductor pentru agitarea electromagnetic a bii metalice, timpul de dizolvare se reduce la jumtate). Pierderile de crom prin oxidare sunt de 46% pentru aliere cu crom pn la 2% i cresc sensibil pentru grade de aliere mai mari. Wolframul se adaug sub form de ferowolfram sau ca atare. Dac oelul este complex aliat, wolframul se introduce n baia metalic dup Co i Mo. Alierea cu wolfram trebuie s se termine cu cel puin 40 min nainte de evacuarea oelului din cuptor. Dac oelul este aliat i cu mangan, wolframul se adaug dup feromangan. Alierea cu wolfram se efectueaz numai sub zgur alb, n caz contrar temperatura oelului lichid micorndu-se iar ferowolframul depunndu-se pe vatr din cauza masei specifice mari. Pierderile de wolfram prin oxidare sunt de 415%. Conform [3], wolframul nu se regenereaz din zgur unde se afl sub form de WO2, WO3 i CaWO4. Vanadiul, [3], se introduce n baia metalic sub form de ferovanadiu mpachetat n cutii de tabl, cu circa 8 min naintea evacurii oelului din cuptor. Dac oelul este complex aliat, vanadiul este ultimul element chimic de aliere ce se introduce n baia metalic. Calculul ferovanadiului se face lund n consideraie pierderi de vanadiu prin oxidare de minimum 5% pentru alieri cu maximum 1% V i de minimum 10% pentru grade de aliere mari (mpachetarea vanadiului atrage dup sine pierderi prin oxidare de pn la 20%).
54
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
Conform [3], vanadiul nu se regenereaz din zgur, unde se afl sub form de V2O3, V2O5 i CaV2O6. Siliciul se adaug n baia metalic sub form de ferosiliciu, calcinat la temperatura de 1.1500C. Ferosiliciul se introduce n cuptor dup ce s-au introdus primele dou treimi de materiale de formare a zgurii reductoare, cu cel mult 30 min nainte de evacuarea oelului din cuptor. Ferosiliciul se introduce integral sau sub form de dou porii dac poria de ferosiliciu este mai mare de 2,3% (poria a doua se introduce n cuptor la un interval de 5 min). Dup 10 min de la introducerea adaosului de ferosiliciu se introduc n cuptor trei treimi de materiale de formare a zgurii reductoare. Dup adugarea ferosiliciului, trebuie ca baia metalic s se amestece bine i des, n caz contrar, din cauza masei specifice mici, ferosiliciul rmnnd n zgur i oxidndu-se parial. Siliciul accelereaz dizolvarea azotului n baia metalic, mai ales la temperaturi mari, motiv pentru care mrirea temperaturii bii metalice, n vederea evacurii, se face doar cu puin timp nainte de evacuare. Pierderile de siliciu prin oxidare sunt de 1015%. 2.10.3. Elemente chimice de aliere uor oxidabile Introducerea acestor elemente de aliere condiioneaz dezoxidarea oelului n prealabil i avansat. Adaosul acestor elemente n cuptor se face cu puin timp nainte de evacuare sau chiar n oala de turnare. Titanul se adaug sub form de ferotitan, ca atare (table sau evi sau laminate), deeuri de pulbere de titan (brichete) i burete de titan, dup introducerea ferosiliciului, adic atunci cnd temperatura bii metalice este cea de evacuare, ns, obligatoriu n condiii de amestecare a bii metalice, n caz contrar n baia metalic rmnnd cristale de ferotitan, de exemplu. Prezena cristalelor de ferotitan este accentuat de temperaturile mai mici ale oelului lichid i de adaosul ferotitanului pe jetul de oel, de-a lungul jgheabului de evacuare sau n timpul evacurii ntre jgheab i oala de turnare. n cazul alierii cu pn la 1%, pierderile prin oxidare de titan sunt de 4550% n cuptor i de 3040% pe jet. Aluminiul se adaug ca atare, cu 510 min nainte de
55
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
evacuarea oelului, n continuarea celui adugat pentru dezoxidare, n stare solid sau n stare lichid, n stare lichid introducndu-se n oala de turnare n timpul evacurii oelului din cuptor n oala de turnare. Aluminiul se adaug dup siliciu, astfel, formndu-se o cantitate mic de Al2O3. Calciul se adaug sub form de silicocalciu n jet, n timpul evacurii. Borul, zirconiul i magneziul se introduc n jet, n timpul evacurii. 2.11. Evacuarea Evacuarea se realizeaz prin bascularea cuptorului nspre orificiul de evacuare, n mod continuu, urmrindu-se ca jetul de oel s nu cad peste bara port-dop. n perioada de supranclzire a bii metalice n vederea obinerii temperaturii de evacuare, se verific jgheabul de evacuare dac este n stare bun, dac orificiul de evacuare este bine curat i dac mecanismul de obturare-dezobturare al orificiului oalei de turnare funcioneaz. Temperatura de prenclzire a oalei de turnare trebuie s fie de minimum 7000C. Oelul se evacueaz din cuptor numai dac s-a confirmat compoziia chimic corespunztoare a oelului lichid i dac temperatura de evacuare este cea prescris. Temperatura de evacuare, msurat cu termocuplul de imersie, trebuie s aib, de exemplu, urmtoarele valori pentru cteva categorii de oeluri: 1.6800C pentru oelurile nealiate ce conin 0,100,30%C; 1.6500C pentru oeluri nealiate ce conin 0,300,45% C; 1.6400C pentru oeluri nealiate ce conin 0,400,60% C; 1.68016900C pentru oeluri slab aliate cu mangan; 1.6500C pentru oeluri aliate complex cu Cr, Ni i Mo, cu grad de aliere mic, ce urmeaz s fie tratate n atmosfer depresurizat, sau de 1.6000C, dac acelai oel nu se trateaz ulterior n atmosfer depresurizat; 1.5101.5200C pentru oeluri rapide pentru scule (complex
56
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
aliate cu Cr, Mo, W, V i Co, cu grad de aliere mare pentru crom); 1.6100C pentru oeluri de rulmeni RUL-1 ce urmeaz s se trateze n atmosfer depresurizat sau 1.5600C dac oelul nu se trateaz ulterior; 1.6751.6800C pentru oeluri silicioase (transformatoare electrice) ce se trateaz ulterior n atmosfer depresurizat sau 1.6001.6150C dac oelul nu se trateaz ulterior; 1.4801.4900C pentru oelurile austenitice manganoase cu grad de aliere mare; 1.5301.5400C pentru oeluri inoxidabile 18/8 etc. 2.12. Tratarea oelului n stare lichid n afara agregatului de elaborare n afara cuptorului se pot aplica diverse tratamente n stare lichid, dintre acestea precizndu-se urmtoarele, [11]: dezoxidarea n oal cu gloane de aluminiu (ABS) sau de calciu (SCAT); modificarea n oal cu modificatori sub form de srm; barbotarea cu arbon n oal n paralel cu amestecare inductiv; vidarea jetului de metal la turnarea n forme metalice; vidarea oelului n oal; vidarea urmat de insuflare de oxigen; tratarea oelului cu zguri sintetice lichide; tratarea oelului n vid prin recirculare etc. 2.13. Turnarea Aceast etap se refer la turnarea oelului n forme i nu se detaliaz n aceast lucrare. n vederea turnrii, dup umplerea oalei de turnare, aceasta se menine pe solul turntoriei 57 min cu scopul decantrii incluziunilor nemetalice, dar i pentru a se ajunge la temperatura de turnare. 2.14. Tratamentul termic primar al pieselor brut turnate n vederea utilizrii, piesele brut turnate trebuie s fie tratate
57
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
termic. Astfel, piesele se nc lzesc n domeniul austenitic de temperaturi, se menin pentru omogenizarea temperaturii pe ntreaga grosime de perete i apoi se rcesc o dat cu cuptorul, obinndu-se structur omogen, cu gruni metalografici relativ echiaxiali recoacere de omogenizare sau se rcesc n aer liber, obinndu-se o structur, de asemenea, omogen, cu gruni metalografici dezvoltai echiaxiali, ns, n numr mult mai mare dect n cazul recoacerii de omogenizare normalizare. n tabelul 5/O1 se prezint temperatura maxim de nclzire n domeniul structural austenitic pentru cteva mrci de oel nealiat, n cazul recoacerii de omogenizare i al normalizrii celelalte detalii despre parametrii tratamentului termic primar sunt prezentate la lucrarea O11. Tabelul 5/O1 Temperatura maxim de nclzire n domeniul austenitic, pentru recoacerea de omogenizare i normalizare, n cazul ctorva oeluri nealiate. Coninutul Temperatura la care se Nr. de carbon al Tratamentul termic crt. oelului, n primar nclzesc % piesele, n 0C Recoacere de omogenizare 920 1 0,100,20 Normalizare 930 Recoacere de omogenizare 900 2 0,200,30 Normalizare 920 Recoacere de omogenizare 880 3 0,300,40 Normalizare 900 Recoacere de omogenizare 860 4 0,350,45 Normalizare 890 Recoacere de omogenizare 840 5 0,400,50 Normalizare 880 Recoacere de omogenizare 830 6 0,500,60 Normalizare 870
58
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
3. Modul de lucru Lucrarea se efectueaz la o societate comercial care elaboreaz oel n cuptor electric cu nclzire prin arc electric , cptuit bazic. 4. Msuri de asigurare a securitii muncii Msurile speciale de asigurare a securitii muncii sunt prezentate n lucrarea C 1. 5. Interpretarea rezultatelor Se urmresc toate msurile ce se ntreprind pentru desfurarea fluxului tehnologic de elaborare a oelului, consemnndu-se n referat ca atare, mpreun cu timpul n care s-au desfurat. Se vor face i observaii n legtur cu propuneri de mbuntire a fluxului tehnologic de elaborare a oelului. 6. Bibliografie 1. Ru, A. i Tripa, I. Metalurgia oelului. Editura Didactic i Pedagogic. Bucureti. 1973. 2. Tripa, I., Htrscu, O. Iordnescu, P. i Rozolimo, P. Mic enciclopedie de metalurgie. Editura tiinific i Enciclopedic. Bucureti. 1980; 3. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975; 4. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 5. Cojocaru-Filipiuc, V. Fonteobinere, Editura Samia. Iai. 2003; 6. Brabie, V., Bratu, C., Toboc, P i Neagu, G. Tehnologia elaborrii i turnrii oelului. Institutul Politehnic. Bucureti. 1985;
59
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite bazic
7. Vacu, S..a. Elaborarea oelurilor aliate. Vol. I. Editura Tehnic. Bucureti. 1980; 8. Truculescu, M. i Ieremia, A. Oeluri inoxidabile i refractare. Editura Facla. Timioara. 1983; 9. Tripa, I. i Pumnea, C. Dezoxidarea oelurilor. Editura Tehnic. Bucureti. 1981; 10. Tripa, I., Berceanu, E., Vacu, S. i Butnaru, I. Lucrri practice de metalurgia oelului. Institutul Politehnic. Bucureti. 1975; 11. Efimov, V.A. Calitatea oelului lichid destinat turnrii pieselor fasonate. Traducere de Cosneanu, C., din Procedee speciale de turnare, Editura Mainostroenie, Moscova, 1991. Revista de Turntorie. Bucureti. nr. 1/1996.
60
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
O2. Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid 1. Scopul Diferenierea procedeului acid de elaborare fa de procedeul bazic de elaborare. 2. Consideraii generale Cuptoarele electrice cu arc cptuite cu material refractar de natur chimic acid au aceeai construcie ca i cuptoarele cu arc electric cptuite bazic. Fluxul tehnologic de elaborare a oelului este identic cu cel prezentat la lucrarea O1. n turntorii, se utilizeaz cuptoare de capacitate mic n mod curent, 3 i 5 t , dotate cu transformatoare cu puteri, de exemplu, de 1.500 kVA i 2.250 kVA, ce asigur cel puin dou trepte de tensiune de exemplu, 220V pentru topire i 120 V pentru fierbere i dezoxidare, [1]. Procedeele acide de elaborare sunt destinate pentru elaborarea oelului nealiat i cu grad de aliere mic (aliate cu Cr, Ni, Mo etc.). Se apreciaz urmtoarele avantaje ale procedeului acid de elaborare a oelului, n comparaie cu procedeul bazic de elaborare: durata de elaborare este mai mic; consumul specific de energie electric este mai mic; costul oelului elaborat este mai mic; oelul elaborat are fluiditate mai mare; zgura are rezistena electric mai mare, rezultnd un oel cu temperatura mai mare; coninutul de gaze din oel este mai mic; nu se efectueaz dezoxidare prin difuzie; costul cptuelii refractare este mai mic; cptueala refractar este mai uor de ntreinut; durabilitatea zidriei peretelui cuvei i a bolii este mai mare etc.
61
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
Procedeul acid de elaborare, ns, impune nite restricii, care, n principal, se refer la urmtoarele aspecte: ncrctura metalic nu trebuie s fie ruginit; nu se poate conduce un proces de defosforare; nu se poate desfura desulfurarea bii metalice; ncrctura metalic trebuie s aib coninuturile de sulf i fosfor mai mici dect cele prescrise pentru oelul propus s se elaboreze; elaborarea impune o atenie mrit n respectarea instruciunilor tehnologice etc. 2.1. Pregtirea ncrcturii Fierul vechi trebuie s fie neruginit. Coninuturile de sulf i fosfor din ncrctura metalic trebuie s fie mai mici dect coninuturile respective ale oelului propus s fie elaborat, avnd n vedere c unele materiale de aliere, carburare i formare a zgurii aduc n baia metalic sulf sau fosfor. Prin urmare, nu orice marc de oel se poate elabora prin procedeul acid de elaborare. ncrctura nu conine minereu de fier. Se recomand ca ncrcarea s se efectueze prin intermediul benelor consacrate ncrcrii, n aa fel nct ncrcarea s se realizeze ntr-un timp foarte scurt, n caz contrar, crescnd pierderile de elemente chimice prin oxidare i mrindu-se durata topirii. n cazul n care nu se poate evita utilizarea n ncrctur a sorturilor metalice ruginite, se recomand utilizarea n ncrctur de nisip uscat, cu scopul zgurificrii oxizilor de fier n caz contrar, oxizii de fier interacioneaz chimic cu bioxidul de siliciu din vatr, distrugnd-o n mare msur. n bena de ncrcare, se va amplasa la partea inferioar materialul carburant, dup care urmeaz sorturile metalice uoare (circa 10% din ncrctur) sorturile metalice grele i medii (maximum 70% din ncrctur) i apoi restul de sorturi uoare. Celelalte msuri ce se au n vedere sunt comune cu cele precizate la procedeul bazic de elaborare (lucrarea O1).
62
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
2.2. Ajustarea Se prezint cteva variante de mas refractar granular de ajustare, dup cum urmeaz: 96% cuarit sau nisip de ru splat i 4% argil, la aceast mas refractar de baz adugndu-se 35% silicat de sodiu dizolvat n ap cald, n proporie de 1:1; 85% cuarit sau nisip de ru splat i 15% bentonit, la acest ntreg adugndu-se 35% silicat de sodiu, ca la reeta anterioar; 97% nisip de Aghire fin (mrimea granulaiei sub 1,5 mm), 2,5% silicat de sodiu i 0,5% ap etc. Proporiile prezentate anterior sunt relative. Grosimea stratului ajustat pe vatr este de circa 50 mm. Dup depunerea masei ajustante, se coboar electrozii nroii pn n apropierea vetrei, se nchide ua cuptorului, estimndu-se ca fritarea s se realizeze n timp de 1015 min sau mai mult dac exist zone cu o grosime mai mare de amestec refractar granular. Celelalte consideraii privind ajustarea sunt comune cu cele prezentate la procedeul bazic de elaborare (lucrarea O1). 2.3. ncrcarea ncrcarea respect aceleai modaliti de lucru ca n cazul procedeului bazic de elaborare (lucrarea O1). Dac ncrcarea se face cu jgheaburi metalice, se recomand ca, dup descrcarea ctorva jgheaburi, s se efectueze ajustarea pe peretele nclinat, avndu-se n vedere rcirea cptuelii refractare i priza mai uoar pe care o face masa ajustant pe suportul refractar cu temperatura mai mic (pe cptueala cu temperatur mare nisipul alunec). 2.4. Topirea Pentru ca s se formeze ct mai puin FeO i MnO, topirea
63
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
trebuie s dureze ct mai puin, motiv pentru care topirea ncepe cu o tensiune mai mare dect la procedeul bazic de elaborare de exemplu, 180 V. Pn la stabilizarea arcelor, intensitatea curentului electric se utilizeaz cu valori de 50% din cea normal de exemplu, 5.000 A pe faz la un cuptor cu capacitatea de 3 t. Dup ce electrozii au ptruns n ncrctur iar arcele electrice s-au stabilizat, se lucreaz cu valorile maxime ale regimului electric, cu scopul scurtrii duratei de topire. n condiii de topire normale, gazele ce se degaj din cuptor sunt colorate cafeniu rocat, culoarea fiind albicioas-glbuie dac electrozii au ajuns pn la vatr, topind poriuni din aceasta (carbonul din electrozi reduce SiO2 liber, nelegat chimic , din vatr, rezultnd siliciu care este vaporizat i, apoi, oxidat n atmosfera cuptorului). Prezena fulgilor de culoare alb n gaze implic ntreruperea curentului electric i mpingerea bucilor de ncrctur sub electrozi cu scopul stoprii topirii vetrei. n timpul topirii, trebuie s se formeze ct mai puin FeO i MnO prin oxidarea fierului i manganului din ncrctur, aceti oxizi fiind de natur chimic bazic, interacionnd cu SiO2 din vatr i distrugnd-o. Oxidul feros ce rezult din oxidarea fierului din ncrctur mpreun cu oxidul feros aflat n ncrctur sub form de pelicul (ca atare sau sub form de rugin) se topete la temperaturi de maximum 1.4000C (formeaz soluii cu ali oxizi) nainte ca ncrctura metalic s se topeasc n totalitate. Picturile de FeO curg spre vatr i interacioneaz cu SiO2 din cptueal, din nisipul aderent pe suprafaa bucilor de deeuri de oel i din nisipul introdus n ncrctur ca fondant. Pentru ca FeO, dar n egal m sur i MnO, s nu interacioneze cu SiO2 din vatr, n ncrctur se introduce nisip cuaros sau sprturi de crmizi de amot. Stratul de zgur care se formeaz are grosimea de 4060 mm. Zgura ce se formeaz face parte din sistemul SiO2FeOMnO i are urmtoarea compoziie chimic: 4247% SiO2, 1520% FeO, 2030% MnO, 67% CaO i circa 2% ali oxizi, [3], [2].
64
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
Zgura conine o cantitate mic de FeO liber, nelegat chimic de SiO2. La finalul topirii, coninutul de siliciu din baia metalic este de 0,030,10% iar cel de mangan este de 0,300,40%, n condiii normale de lucru. n condiii normale de lucru, arderea carbonului este de 510% iar n condiii necorespunztoare de lucru (ncrctur ruginit, durat mare de topire, ncrctur necompact etc.) poate ajunge la 3035%. Dac dup topire rezult o cantitate mic de zgur, se adaug n cuptor nisip cuaros (pentru a asigura SiO2) i minereu de fier (pentru a asigura FeO), n cantiti calculate n aa fel nct s se ajung la cantitatea de zgur menionat anterior se poate aduga i zgur veche, pn la 50 kg/t, variant n care se obine o fluiditate mai mare a zgurii datorit coninutului mai mare de MnO. Celelalte consideraii ce privesc etapa de topire, referitoare la regimul termic, sunt n mare parte comune celor consemnate la procedeul bazic de elaborare (lucrarea O1). La finalul etapei de topire, coninutul de carbon din baia metalic "carbonul la topire" trebuie s fie cu 0,200,25% mai mare dect valoarea medie a coninutului de carbon din oelul propus s fie elaborat. 2.5. Fierberea Deoarece cantitatea de FeO liber nelegat chimic cu SiO2, din zgur, este mic, viteza de oxidare a carbonului este, n principiu, de dou ori mai mic dect n cazul procedeului bazic de elaborare. Fierberea se realizeaz n dou subetape fierberea intens i fierberea linitit. 2.5.1. Fierberea intens Dup ce zgura i temperatura bii metalice corespund demarrii fierberii oelului, se adaug n cuptor 0,751,00% minereu de fier, fierberea declanndu-se cu vitez mare de oxidare a
65
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
carbonului la nceput chiar mai mare de 0,6% C/h. Atunci cnd se constat micorarea vitezei de fierbere, se adaug cantiti mici de minereu de fier, din dou n dou minute, aa nct adaosul total de minereu de fier s fie de 2%. Astfel, coninutul de FeO din zgur crete la 3540% (zgura solidificat, n sprtur, are culoarea neagr-crbunoas). Timp de circa 20 minute, viteza medie de oxidare a carbonului este de 0,6% C/h. Ctre finalul subperioadei de fierbere intens, viteza de oxidare a carbonului scade la 0,30% C/h. Coninutul de mangan scade pn la 0,15% (regenerarea manganului din zgur, cu fier i carbon din baia metalic, este nensemnat). Siliciul se oxideaz aproape complet scade pn la un coninut de circa 0,03%. Fierberea intens se poate realiza i prin insuflatrea oxigenului n baia metalic imediat dup terminarea topirii. Viteza maxim de oxidare a carbonului poate ajunge la 3% C/h, valorile maxime realizndu-se atunci cnd baia metalic, dup topire, conine mangan i siliciu n cantiti mici (mai ales mangan). Fenomenul de regenerare a siliciului din zgur de ctre fierul i carbonul din baia metalic devine semnificativ atunci cnd zgura se satureaz n SiO2 cnd coninutul de FeO din zgur scade sub 22%. n intervalul 1217% FeO din zgur, o parte din siliciul aflat n stare nscnd n baia metalic se oxideaz cu oxigenul din baia metalic siliciul i exercit rolul de dezoxidant. n perioada n care se constat o creterea semnificativ a coninutului de siliciu n baia metalic, reacia de oxidare a carbonului scade foarte mult n intensitate iar coninutul de FeO din zgur scade sub 17% coninutul de siliciu crete cu att mai mult n baia metalic cu ct temperatura bii metalice este mai mare i cu ct coninutul de carbon din aceasta are valori mai mari. Atunci cnd se constat c reacia de oxidare a carbonului a ncetat, regenerarea siliciului din zgur cu carbonul din baia metalic nceteaz, regenerarea siliciului fcndu-se n continuare cu fierul din baia metalic. Aa, fierul genereaz FeO ce se distribuie
66
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
ntre zgur i baia metalic, adic se constat o cretere a coninutului de FeO de oxigen din baia metalic, dei coninutul de siliciu din aceasta crete (cu ct oelul este meninut mai mult timp n cuptor dup ncetarea fierberii, cu att oelul este mai oxidat). 2.5.2. Fierberea linitit Subperioada de fierbere linitit este reperat atunci cnd fierberea are loc cu bule de CO rare, zgura are viscozitatea mare iar gazele care prsesc cuptorul au culoarea albicioas. Sub aspectul coninutului de carbon din baia metalic, fierberea linitit ncepe atunci cnd este mai mare cu 0,030,05% dect limita superioar a coninutului de carbon din oelul propus a fi elaborat. n timpul fierberii linitite nu se adaug minereu de fier. Coninutul de FeO din zgur scade ncontinuu, aa cum s-a precizat la paragraful 2.5.1. Scderea coninutului de FeO din zgur poate fi apreciat i prin schimbarea culorii zgurii, respectiv de la neagr-cafenie pentru un coninut de FeO de minimum 25%, la cafenie-nchis pentru un coninut de FeO de 2225%, la cafeniedeschis pentru un coninut de FeO de 2022%, la cafenie-deschisglbuie pentru un coninut de FeO de 1720% i la glbuie-verde pentru un coninut de FeO de maximum 17%. n funcie de modul cum decurge regenerarea siliciului din zgur n baia metalic, exist dou modaliti de desfurare a fierberii linitite, adic cu regenerare complet a siliciului i cu regenerare parial a siliciului. 2.5.2.1. Fierberea linitit cu regenerarea complet a siliciului Dup terminarea subperioadei de fierbere intens nu se mai adaug alte materiale n cuptor, de unde i denumirea de procedeu pasiv de elaborare. Siliciul se regenereaz i i mrete coninutul din baia metalic de la 0,05% pn la circa 0,30%, i, aa cum s-a artat la
67
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
paragraful 2.5.1., contribuie la dezoxidarea oelului nu se mai impune dezoxidarea prin precipitare cu ferosiliciu. Viteza de oxidare a carbonului scade foarte mult pn la 0,05% C/h. Oelul se obine cu un coninut mai mic de incluziuni nemetalice deoarece nu se mai introduce n oelul lichid ferosiliciu pentru dezoxidare. Obinerea coninutului de siliciu propus n oel impune o atenie mrit ce trebuie acordat temperaturii, zgurii i coninuturilor de carbon i siliciu. Adaosul de var pe suprafaa zgurii este de maximum 0,5%. Compoziia chimic a zgurii finale este urmtoarea: 5761% SiO2, 1520% FeO i 1525% MnO. 2.5.2.2. siliciului Fierberea linitit cu regenerarea parial a
Creterea coninutului de siliciu este limitat la valori de 0,10...0,12%. n acest scop, se adaug n cuptor calcar, dar i minereu de fier sau de mangan i chiar oxigen gazos prin insuflare, ceea ce conduce la creterea puterii oxidante a zgurii i la mrirea fluiditii ei. n acest fel, viteza de oxidare a carbonului crete pn la valori de 0,2...0,3% C/h, pentru ca s scad spre finalul subperioadei de fierbere linitit la 0,10...0,15% C/h. Subperioada de fierbere linitit dureaz 30...40 min. Oelul se obine cu un coninut de incluziuni nemetalice mai mare i cu un coninut de gaze mai mic. Acest tip de fierbere linitit impune dezoxidarea oelului prin precipitare cu ferosiliciu. Cu un adaos de var de 0,5...0,7% se obine o zgur cu urmtoarea compoziie chimic: 50...55% SiO2, 13...20% FeO, 15...25% MnO i 4...8% CaO. Coninutul de mangan este n continu scdere deoarece cantitatea de mangan ce se regenereaz din zgur este mai mic dect cantitatea de mangan care se oxideaz.
68
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
2.5.3. Fierberea redus n cazul n care se urmrete elaborarea de oeluri de calitate obinuit fr exigene se asigur la finalul topirii un surplus de carbon de 0,05...0,10% mai mare dect media coninutului de carbon din oelul propus a fi elaborat. Fierberea se realizeaz cu un adaos de minereu de fier de maximum 0,50% iar cantitatea de zgur este de 3...5%. Dup subperioada de fierbere intens se aplic subperioada de fierbere linitit cu regenerare parial a siliciului sau se renun la subperioada de fierbere linitit. Oelul elaborat se caracterizeaz printr-un coninut mai mare de gaze iar caracteristicile mecanice de rezisten respect prescripiile din standarde, ns, sunt situate ctre limitele inferioare ale valorilor. 2.5.4. Absena fierberii n cazul n care piesele de oel turnat au destinaii nepretenioase nu se impune o tenacitate mare elaborarea oelului se poate dispensa de fierbere. Astfel, la topire, coninutul de carbon corespunde mediei coninutului de carbon din oelul propus a fi elaborat. Nu se adaug n cuptor minereu de fier. n condiii de temperatur mare, are loc regenrarea siliciului din zgur iar viteza de oxidare a carbonului este foarte mic, deoarece zgura este slab oxidant. Spre finalul elaborrii, oelul conine mai mult hidrogen i azot dect ncrctura metalic solid dei zgura acid este "impermeabil" la zot, iar coninutul de incluziuni nemetalice afecteaz proprietile de plasticitate. 2.6. Dezoxidarea Procedeul acid de elaborare nu dispune de dezoxidarea prin difuzie deoarece adaosul de cocs de petrol sau ferosiliciu n zgur mresc viscozitatea zgurii, zgura devenind inactiv din punct de vedere metalurgic.
69
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
n cazul fierberii linitite cu regenerare parial a siliciului, dar i n cazul fierberii reduse sau n cazul absenei fierberii, se realizeaz dezoxidarea prin precipitare cu mangan se adaug n baia metalic feromangan corespunztor unui adaos de 0,40,6% mangan, considerndu-se pierderile prin oxidare de 0,100,15%, sau se adaug silicomangan. Ulterior, se introduce n baia metalic ferosiliciu n vederea obinerii coninutului de siliciu din oelul propus s se elaboreze. n cazul utilizrii fierberii reduse i absenei fierberii, imediat dup fierberea redus, respectiv dup topire, se execut dezoxidarea prin precipitare prin adaos n baia metalic de feromangan i apoi de ferosiliciu, nainte de mrirea temperaturii n vederea evacurii oelului. n cazul n care se elaboreaz oeluri de calitate superioar, se realizeaz i dezoxidarea prin precipitare n oala de turnare, cu aluminiu (pn la 1,8 kg/t) sau cu silicocalciu i silicocalciumangan (1,02,2 kg/t) ce se adaug n oel, nainte, o dat cu aluminiul sau dup acesta. Performanele oelului elaborat cresc dac se utilizeaz pentru dezoxidarea prin precipitare Ti sau Zr sau mimetal (5055% Ce, 0,51,5% Fe, 2225% La, 1012% Nd, 16% Pr, 13% Sm, 12% pmnturi ytrice i urme de C, S i Si) rezult oxizi, carburi i nitruri ce sunt insolubile n oel , aceti dezoxidani introducnduse n oala de turnare dup aluminiu. 2.7. Alierea Alierea se face ca la procedeul bazic de elaborare. 2.8. Evacuarea Evacuarea se efectueaz ca la procedeul bazic de elaborare. 2.9. Tratarea oelului n stare lichid n afara cuptorului Deoarece procedeul acid de elaborare este destinat elaborrii
70
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
oelurilor nealiate i cu grad de aliere mic, n principiu, oelul lichid nu este supus tratamentelor metalurgice indicate la procedeul bazic de elaborare. Avnd n vedere c diferitele variante de elaborare determin coninuturi relativ mari de incluziuni nemetalice i gaze, oelul se poate trata prin barbotare cu gaze inerte. 2.10. Turnarea Turnarea respect procedurile de la procedeul bazic de elaborare, subliniindu-se particularitatea unei fluiditi mai mari n cazul oelului obinut prin procedeul acid. 2.11. Tratamentul termic primar al pieselor turnate Tratamentul termic primar este acelai cu cel ntlnit la piesele brut turnate din oel obinut prin procedeul bazic de elaborare. 3. Modul de lucru Modul de lucru este identic ca la lucrarea O1. 4. Msuri speciale de asigurare a securitii muncii Asigurarea securitii muncii este aceeai ca la lucrarea O1. 5. Interpretarea rezultatelor Rezultatele obinute se interpreteaz ca la lucrarea O1. 6. Bibliografie 1. Ru, A. i Tripa, I. Metalurgia oelului. Editura Didactic i Pedagogic. Bucureti. 1973; 2. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i
71
Elaborarea oelului n cuptoare electrice cu nclzire prin arc electric, cptuite acid
turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 3. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975.
72
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
O3. Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez 1. Scopul lucrrii Scopul lucrrii este prezentarea particularitilor privind elaborarea oelurilor prin comparaie cu elaborarea fontelor. 2. Consideraii generale n general, fluxul tehnologic de elaborare este urmtorul: 1. pregtirea ncrcturii; 2. pregtirea cuptorului; 3. ncrcarea; 4. topirea; 5. supranclzirea; 6. dezoxidarea primar; 7. alierea; 8. dezoxidarea intermediar; 9. dezoxidarea final; 10. decantarea incluziunilor nemetalice; 11. evacuarea. n cuptoarele cu inducie fr miez se pot elabora oeluri de calitate i oeluri speciale, de compoziii chimice foarte diverse (cu orice coninut de carbon, lundu-se n consideraie i tratarea oelului n stare lichid n afara agregatului de elaborare n cuptor se pot elabora, de exemplu, oeluri inoxidabile de tipul 18/8, adic 18% crom i 8% nichel, apelnd la metoda de elaborare prin retopire, cu utilizare de deeuri aliate n ncrctur alturi de ferocrom ce are maximum 0,03% C, tehnologie de elaborare prin care se obine un oel cu un coninut de incluziuni nemetalice i de gaze mai mare dect cel al oelului obinut n cuptorul electric cu nclzire prin arc electric, pentru elaborarea cruia se execut fierberea cu oxigen).
73
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
2.1. Pregtirea ncrcturii n cea mai mare parte pregtirea ncrcturii respect regulile de la elaborarea fontei n cuptorul cu inducie fr miez magnetic. ncrctura metalic poate fi i lichid, cu provenien la cuptorul electric cu arc. Coninutul de carbon al ncrcturii metalice trebuie s fie egal cu limita inferioar a coninutului de carbon din oelul propus s fie elaborat, [1]. n mod curent se utilizeaz la scar industrial cuptoarele cu inducie fr miez cptuite acid. Cuptoarele cptuite bazic se utilizeaz, n special, pentru elaborarea oelurilor aliate cu mangan, cu grad de aliere mare, deoarece, dac s-ar elabora n cuptoare cptuite acid, silicea din cptueal ar interaciona chimic cu manganul din baia metalic manganul ar reduce silicea din cptueal. ncrctura metalic trebuie s fie compact. n cazul n care se urmrete ca ncrctura metalic s asigure toate elementele chimice din compoziia chimic a oelului propus s fie elaborat, se calculeaz proporiile elementelor chimice din ncrctur cu relaia (1/O3).
< %E >=
[%E ]final
100 - %a E
100,
(1/O3)
n care <%E> reprezint proporia de element chimic din ncrctur; [%E]final proporia de element chimic din oelul propus s fie elaborat, considerat ca fiind media aritmetic a limitelor; %aE proporia de element chimic E ce se oxideaz n timpul elaborrii. n tabelul (1/O3) se prezint %aE pentru elementele chimice uzuale, n cazul cptuelii acide.
74
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
Tabelul 1/O3 Pierderile prin oxidare, pentru toat durata de elaborare, a elementelor chimice uzuale, n cazul cptuelii acide. Denumirea elementului C Mn Si Cr Ni Mo W V Ti Co chimic 5 10 10 2 10 20 Arderea, * 0** 0** 0** n % 10 20 20 8 15 30
* arderea cromului este de 35%, dac ncrctura metalic conine maximum 5% Cr i este de 717% dac ncrctura metalic conine 627% Cr; ** exist pierderi prin ardere, ns, se pot neglija.
n cazul cptuelilor bazice, dac oelurile ce se elaboreaz sunt aliate cu mangan (cu grad de aliere mare) sau sunt refractare, arderile pentru C, Si, Ni i Co sunt aceleai ca la cptueala acid iar pentru celelalte elemente chimice arderile sunt urmtoarele: 35% pentru mangan cnd ncrctura conine 1214% mangan, 2030% pentru Ti cnd ncrctura conine max. 1% Ti, max. 2% pentru W cnd ncrctura conine 413% W, max. 3% pentru Cr cnd ncrctura conine max. 5% Cr, 0% pentru Mo cnd ncrctura conine 0,10,6% Mo, 3% pentru Mo cnd ncrctura conine min. 1% Mo, 3% pentru V cnd ncrctura conine max. 1% V i 5% pentru V cnd ncrctura conine min. 1% V, de exemplu. 2.2. Pregtirea cuptorului Pregtirea cuptorului comport aceleai reguli ca la elaborarea fontei n cuptoare cu inducie. Pentru cptueala acid se recomand utilizarea cuaritei cu urmtoarele mrimi de granule: 65% pentru 24 mm, 1523% pentru 0,751,25 mm i restul pentru maximum 0,75 mm. n cazul cptuelii bazice se recomand magnezit (35% granule de 23 mm i restul particule prfoase) n amestec cu 1% acid boric (la partea superioar a creuzetului, ca i n cazul cptuelii
75
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
acide, acidul boric se poate nlocui cu silicat de sodiu). Se recomand ca s se lucreze fr pauze ntre arje din cauza rezistenei la oc termic mici i coeficientului de dilatare mare ale cptuelii refractare granulare bazice, n principal. 2.3. ncrcarea La partea inferioar a creuzetului se ncarc puin fier vechi uor i circa 0,50% ferosiliciu cu 45% Si. Urmeaz ncrcarea bucilor grele iar printre acestea bucile uoare i materialele de aliere. Marea majoritate a bucilor uoare i strunjiturile se adaug n cuptor dup ce topirea s-a realizat n proporie de 7090%. 2.4. Topirea Iniial, se lucreaz cu tensiunea maxim i cu intensitatea curentului mic, acest regim electric utilizndu-se pn ce temperatura ncrcturii metalice depete temperatura punctului Curie (circa 7700C) pentru ca s nu scad inductana ce influeneaz capacitatea bateriei de condensatoare. Urmeaz mrirea intensitii curentului i micorarea tensiunii, datorit acest regim accelerndu-se topirea. Topirea dureaz, n general, 5560 min, n cazul cuptoarelor cu capacitatea de 0,53,0 t. Dup terminarea topirii se elimin zgura din cuptor deoarece zgura este susceptibil de antrenare n baia metalic i de a forma emulsii. 2.5. Supranclzirea n cazul elaborrii oelului, supranclzirea are ca rol principal obinerea temperaturii necesar dezoxidrii prin precipitare i alierii (corectrii compoziiei chimice).
76
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
2.6. Dezoxidarea primar Dezoxidarea primar se realizeaz prin precipitare cu ferosiliciu deoarece n aceast faz cantitatea de oxigen din baia de oel este mare iar SiO2 rezultat nu prezint pericol pentru cptueala acid (dac s-ar fi fcut dezoxidarea prin precipitare cu feromangan, MnO format ar fi interacionat chimic cu SiO2 din cptueala acid i ar fi format silicai distribuii n baia metalic). Pierderile de siliciu pentru dezoxidare sunt de 1020%. 2.7. Alierea Alierea reprezint mai mult o corectare a compoziiei chimice i const n introducerea materialelor de aliere calculate n urma cunoaterii compoziiei chimice a probei prelevate dup terminarea topirii i eliminarea zgurii din cuptor. 2.8. Dezoxidarea intermediar Dezoxidarea intermediar prin precipitare se realizeaz cu feromangan afinat. Pierderile de mangan pentru dezoxidare sunt de 1020%. 2.9. Dezoxidarea final Dezoxidarea final se realizeaz prin precipitare cu aluminiu n cantitate de 0,1 kg/100 kg oel lichid, [3]. Urmeaz formarea unei zguri protectoare cu sprturi de sticl (sprturile de sticl se pot utiliza i n ncrctura metalic solid). 2.10. Decantarea incluziunilor nemetalice Dup formarea zgurii, urmeaz decuplarea inductorului de la reeaua electric, baia metalic meninndu-se n creuzet pentru
77
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
decantarea n zgur a produilor reaciilor de dezoxidare prin precipitare. Timpul de meninere a bii metalice n creuzet este dictat de obinerea temperaturii de evacuare (se poate face meninerea bii metalice n creuzet i n condiiile n care intensitatea curentului este redus la o treime din intensitatea normal). n timpul meninerii n stare lichid, n creuzet, temperatura bii metalice scade cu circa 60C/min. 2.11. Evacuarea nainte de evacuare, se elimin zgura din cuptor. 3. Modul de lucru Se elaboreaz un oel cu 0,300,40% C, 0,400,80% Mn, 0,250,50% Si, max. 0,040% P i max. 0,040% S, n cuptorul electric cu inducie cu capacitatea de 35 kg de oel i care funcioneaz cu frecven medie. Se elaboreaz o arja de oel lund n consideraie instruciunile tehnologice prezentate n aceast lucrare coroborate cu conducerea cuptorului din punct de vedere electric. Se preleveaz probe pentru analiza incluziunilor nemetalice la finalul topirii, dup dezoxidarea cu aluminiu i de trei ori n timpul meninerii oelului n stare lichid n creuzet, cu inductorul decuplat de la tensiune. nainte de evacuare, se preleveaz o prob de oel pentru analiza structurii metalografice n stare brut turnat. 4. Msuri speciale de asigurare a securitii muncii Msurile speciale de asigurare a securitii muncii sunt cele de la lucrarea C1.
78
Elaborarea oelului n cuptoare electrice cu nclzire prin inducie fr miez
5. Interpretarea rezultatelor Se face o comparaie ntre fluxurile tehnologice de elaborare a oelului i fontei n cuptoarele electrice cu inducie fr miez, cu cptueal acid. Se analizeaz prin punctaj incluziunile nemetalice din probele prelevate n variantele neatacate i atacate cu reactivi chimici i structura secundar a oelului brut turnat. 6. Bibliografie 1. Ru, A. i Tripa, I. Metalurgia oelului. Editura Didactic i Pedagogic. Bucureti. 1973; 2. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 3. Brabie, V., Toboc, P., Bratu, C. i Neagu, G. Tehnologia elaborrii i turnrii oelului. Institutul Politehnic Bucureti. 1985.
79
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
O4. Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora 1. Scopul lucrrii Analiza modului de formare a constituienilor metalografici i implicaiile acestora asupra caracteristicilor mecanice de rezisten ale oelurilor turnate nealiate. 2. Consideraii generale 2.1. Structura oelului n stare lichid Studierea structurii oelului n stare lichid (n general, a aliajelor Fe-C) este o problem dificil. Cercetrile efectuate pe mai multe ci, [1], nclin spre concluzia c factorii temperatur i coninutul de carbon determin unele modificri structurale. Structura oelului lichid poate fi abordat, la modul general, ca structura unei bi metalice a unui aliaj lichid. Astfel, se pleac de la considerarea, fundamentat pe baze experimentale, c metalele lichide au energie potenial i fore de coeziune ntre particule de valori mijlocii, considerndu-se extremele ca fiind considerate pentru solide i gaze. Ordinea dintre atomi pentru metalele lichide se situeaz ntre valorile celei corespunztoare strilor solid i gazoas ale metalelor respective. Ordinea dintre particule n metalul lichid este de ordinul a ctorva zeci de distane interatomice, adic, se consider c este o ordine apropiat, spre deosebire de ordinea ndeprtat ce se constat la metalele n stare solid i absena ordinii la metalele n stare gazoas, [2], [3] unele investigaii spectrometrice, n cazul unor metale, au indicat n stare gazoas grupri de particule specifice strii solide (la germaniu, staniu i plumb).
80
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Procedeele ce stau la baza analizei structurii metalelor lichide sunt statistice i bazate pe modele. Este de reinut ipoteza de baz structura microneomogen a metalelor lichide, [4]. n majoritatea cazurilor se ia n consideraie starea sibotaxic a metalelor lichide, [5]. Astfel, prin sibotaxis sau cluster (dar i denumirea de cvasicristal) se nelege o grupare de particule (atomi, ioni, molecule) un aranjament ordonat de particule n apropiere de temperatura corespunztoare liniei lichidus din diagramele de echilibru. Printre clusteri exist particule ce se mic n mod haotic. Pe msur ce crete temperatura, peste cea din apropierea liniei lichidus, se mrete numrul de particule ce se mic n mod haotic, ceea ce nseamn c un numr din ce n ce mai mare de particule prsesc clusterii, adic se schimb ordinea apropiat din clusteri (n centrul clusterului gradul de ordine are valoarea maxim, pentru ca n zona periferic a clusterului acesta s se reduc la valoarea zero). n apropierea temperaturii critice, ordinea apropiat dispare, nu mai exist un aranjament ordonat al particulelor, particulele micndu-se n mod haotic. ntr-o baie metalic multicomponent, timpul t de existen a unui cluster depinde de perioada de oscilaie a particulei (de exemplu, a atomului), t0, de energia legturilor dintre particule, E i energia agitaiei termice KT relaia (1/O4). t = t0 exp (E/KT) (1/O4)
Conform relaiei (1/O4), cu ct energia legturilor dintre particule este mai mare cu att durata de existen a unui cluster este mai mare, ceea ce nseamn c n cazul oelului, la care compoziia chimic poate fi foarte diferit iar gradul de aliere poate fi foarte mare, energia legturilor s poat fi foarte diferit. Dac ntre nite particule exist legturi mai puternice, asemenea particule au o existen mai ndelungat, la temperaturi mai mari. Se apreciaz c ordinea apropiat din clustere se menine pn
81
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
la temperaturi ce depesc cu 100 3000C temperatura corespunztoare liniei lichidus. Structura aliajelor n stare lichid este microneomogen, complex. Experimentele au artat, [1], c n cazul aliajelor Fe-C, n stare lichid, exist particulariti structurale, la 0,2 0,3% C i la circa 2% C, particulariti confirmate de faptul c pn la concentraia de 0,2%C viscozitatea aliajului scade intens, n intervalul 0,2 2,2% viscozitatea rmne practic constant iar n cazul concentraiilor mai mari de 2,2%, scade treptat. Schimbrile viscozitii de la concentraiile de carbon de 0,2% i 2,2% arat o schimbare a ordinii apropiate din structura acestor aliaje din structura clusterilor. Unii autori, [1], [6], consider c aliajele Fe-C cu coninutul de carbon mai mare de 2% au o structur coloidal, n stare lichid , n apropierea liniei lichidus. Pe lng teoria sibotaxisurilor clusterilor exist i teoria golurilor a vacanelor , teorie ce consider foarte probabil existena unor microcaviti ntre particule, goluri ce se constat i n starea solid, de alt fel. Numrul de goluri i dimensiunile acestora se schimb n permanen, ceea ce nseamn c ele apar, cresc i dispar n mod permanent. Prin teoria golurilor se explic i fenomenul de topire ce are loc la atingerea unui numr critic de goluri n stare solid, [2]. Nu trebuie neglijat nici teoria roiurilor sau coloniilor, coloniile fiind o extindere a noiunii de cluster, ns, bazate pe existena golurilor. O colonie se caracterizeaz printr-o grupare de particule ceva mai mari 10 100 , o ordine apropiat bine definit i dimensiuni variabile n timp i n spaiu. 2.2. Structura primar Din punctul de vedere al structurii, oelurile nealiate fac parte din clasa perlitic. Oelurile din clasa perlitic, n timpul solidificrii, se caracterizeaz prin separarea din lichid a feritei d i austenitei primare, sub form de dendrite, ncepnd cu temperaturile
82
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
corespunztoare liniilor AB, respectiv BC, din diagrama de echilibru Fe-C figura 1/O4. Din clasa perlitic fac parte i oelurile slab aliate. Lund ca baz oelurile nealiate, definite anterior ca structur primar, n practic se mai utilizeaz i urmtoarele clase de oeluri: clasa martensitic. La aceast clas, constituientul metalografic principal al structurii primare este austenita aliat ce se transform n, bainit i martensit, n diferite proporii, n amestec sau nu cu austenita ce poate rmne i netransformat pn la temperatura mediului ambiant (oeluri cu grad de aliere mediu i mare cu Cr, Ni, Mo); clasa feritic. La aceast clas, constituentul metalografic principal al structurii primare este ferita ce nu sufer transformri pn la temperatura mediului ambiant (oeluri cu grad de aliere mare cu crom) ; clasa austenitic. La aceast clas, constituentul metalografic principal al structurii primare este austenita ce nu sufer transformri pn la temperatura mediului ambiant (oeluricu grad de aliere mare cu nichel i mangan). Structura primar a oelurilor nealiate depinde, n principal, de coninutul de carbon, dar i de viteza de rcire, gradul de modificare, tratamentul cu ultrasunete, solidificarea prin vibrare etc. Prin prisma formrii structurii primare, oelurile nealiate se clasific n urmtoarele trei grupe : oeluri fr transformare peritectic, cu coninutul de carbon mai mic dect cel corespunztor punctului H din diagrama de echilibru termodinamic Fe-C. La aceste oeluri, din lichid, cristalizeaz ferita delta, denumit i ferit primar, F'. Ferita delta cristalizeaz sub form de dendrite, conform unui mecanism specific. Aadar, din lichid, nu se formeaz cristale de form holoedric (calitate a unui sistem cristalin de a avea simetrie maxim ; holo = holos, n limba greac = ntreg, tot ; edric = edrie = hedra, n limba greac = baz, fa; [7]) ci sub form de dendrite, o dendrit fiind reprezentat schematic n figura 2/O4, [8] se observ
83
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
axa de simetrie de ordinul I (principal), respectiv axele de ordinele al II-lea i al III-lea (secundare i teriare) ; oeluri cu transformare peritectic, cu coninutul de carbon mai mare dect cel corespunztor punctului H i mai mic dect cel corespunztor punctului B. La aceste oeluri, din lichid, cristalizeaz ferita delta, F', ce, de asemenea, este sub form de dendrite. Peritecticul (n limba greac, periteko nseamn topesc) reprezint o topitur n echilibru cu faze cristaline (combinaii chimice sau soluii solide) al cror numr este egal cu numrul componenilor sistemului i care la scderea temperaturii se micoreaz la unu. Transformarea peritectic este transformarea n urma creia, n procesul de cristalizare, din dou faze rezult o a treia faz, [9], adic din lichid i ferit primar rezult austenit;
84
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
85
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora Figura 1/O4. Diagrama de echilibru termodinamic Fe-C: d ferita d; g austenit; a ferit; A3=GS; A2= punct Curie = 7700C; A1= PSK; A4 = NJ; T temperatur. n domeniile din diagram sunt reprezentai constituienii metalografici ai echilibrului fier cementit. C C' = 4,26% ; C E' = 2,08% ; C S' = 0,68% ; CB= 0,54% ; CJ=0,16% ; CH=0,1% ; D=1.2270C ; D' =3.7270C; L lichid; K' cementit primar.
oeluri fr transformare peritectic, cu coninutul de carbon mai mare dect cel corespunztor punctului B. La aceste oeluri, din lichid, cristalizeaz austenita primar, A', sub form de dendrite.
Figura 2/O4. Reprezentarea schematic a unei dendrite: I axa de simetrie de ordinul I (ramur primar); II axe de simetrie de ordinul al II-lea (ramuri secundare); III axe de simetrie de ordinul al III-lea (ramuri teriare).
n concluzie, rezult c din lichid se separ dendrite de ferit primar i austenit primar F' + A' adic se formeaz structura dendritic, [10]. Principalele cauze ce determin formarea structurii dendritice sunt urmtoarele: separarea cldurii latente de cristalizare; separarea n frontul de cristalizare a impuritilor ce segreg; anizotropia conductibilitii termice a cristalului, [11].
86
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Creterea fiecrei dendrite se ntrerupe n momentul ntlnirii acesteia cu o alt dendrit, ramurile ngrondu-se ca urmare a solidificrii oelului lichid din spaiile interdendritice. Structura dendritic se caracterizeaz prin defecte de structur i segregaii ale elementelor chimice i reprezint structura primar a oelurilor. Fenomenul de segregare const n aceea c n zona axelor de simetrie ale dendritelor, elemente chimice precum Mn, Si, Cr, W, dar i S, P, H etc. au concentraia mai mic dect n spaiile dintre axele de simetrie. Se apreciaz c fenomenul de segregare se accentueaz o dat cu micorarea temperaturii i creterea coninutului de carbon. n spaiul interdendritic apar faze nemetalice denumite incluziuni interdendritice ca rezultat al concentrrii incluziunilor nemetalice solide i lichide aflate n oelul lichid n timpul solidificrii i al interaciunilor chimice dintre fier i elementele chimice cu care are afinitate chimic mare i care se afl n cantitate mai mare ca urmare a fenomenului de segregare de exemplu, FeS, Fe3P etc. Unii reactivi chimici interacioneaz tocmai cu unele din aceste incluziuni nemetalice interdendritice ce i pstreaz amplasarea n spaiu, fcnd, astfel, posibil punerea n eviden, la microscop, a structurii primare ce este ntotdeauna dendritic (indiferent de tipul oelului). Incluziunile nemetalice interdendritice pot fi sulfuri, fosfuri, nitruri, carburi, hidruri etc. Structura primar dendritic poate influena caracteristicile mecanice de rezisten prin cele dou cazuri extreme de existen, acestea fiind urmtoarele : structur dendritic grosolan. Dendritele au dimensiuni mari i sunt dezvoltate preferenial de-a lungul axei de simetrie de ordinul I i se mai numesc cristale (sau cristalite) columnare iar zona n care se afl aceste cristale alungite se mai numete zon columnar sau zon de transcristalizare. Axele de simetrie ale cristalelor columnare sunt paralele cu direcia fluxului termic. Mrimea zonei columnare depinde de compoziia chimic a oelului i viteza de rcire, n circumstanele n care nu se intervine artificial, prin alte metode, asupra solidificrii. n cazul n care cristalele sunt alungite
87
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
columnare se precizeaz c dendritele sunt orientate, definindu-se noiunea de grad de orientare. Gradul de orientare al dendritelor crete cu att mai mult cu ct gradientul de temperatur pe seciunea peretelui piesei turnate, n timpul solidificrii, este mai mare (vitez de rcire mare mpreun cu coeficientul de conductibilitate i cldur specific mici). Mrimea zonei columnare este proporional cu temperatura de turnare i se micoreaz o dat cu mrirea concentraiei elementelor chimice de aliere (exist situaii la oelurile inoxidabile n care zona columnar se afl pe toat seciunea pereilor pieselor). De regul, zona columnar, n seciunea peretelui unei piese turnate, se afl ntre un strat de cristale fine, echiaxiale (dezvoltate n mod relativ uniform de-a lungul celor trei axe de simetrie I, II i III sau aa, cum se mai numesc, primar, secundare i teriare), strat ce se formeaz la marginea peretelui piesei, ca urmare a condiiilor de germinare eterogen favorizate de peretele formei, orientarea cristalelor fine fiind ntmpltoare grad de orientare foarte mic i un strat de cristale echiaxiale i uniforme amplasat n zona axei termice a peretelui piesei, mrimea acestor cristale fiind superioar celei a cristalelor echiaxiale fine, de la marginea piesei, [12]. n figura 3/O4 se prezint, schematic, trecerea de la zona cu cristale echiaxiale fine de la marginea pereilor piesei la zona columnar. Structura dendritic grosolan poate fi i cu grad de orientare foarte mic, adic dendritele sunt dezvoltate n mod uniform de-a lungul celor trei axe de simetrie ;
Figura 3/O4. Schema trecerii de la zona cu cristale echiaxiale fine de la marginea peretelui piesei la zona columnar.
88
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
structur dendritic fin. Dendritele au dimensiuni mici i sunt dezvoltate n mod uniform de-a lungul celor trei axe de simetrie se numesc cristale echiaxiale, aa cum s-a prezentat anterior, la marginea pereilor piesei i n zona axei termice a pereilor piesei. Cu ct temperatura de turnare este mai mare, cu att se micoreaz tendina de formare a cristalelor echiaxiale se mresc dimensiunile cristalelor echiaxiale (alierea accentueaz tendina de formare a structurii dendritice fine). Cristalele echiaxiale din zona axei termice a pereilor pieselor turnate, se apreciaz c se formeaz din urmtoarele cauze (cauze posibile): fenomene de segregare ce creeaz condiii de germinare eterogen n zona axei termice a pereilor; germenii cristalelor echiaxiale se formeaz la nceputul procesului de solidificare (la contactul oelului lichid cu peretele formei) i sunt antrenai de curenii din oelul lichid spre axa termic; retopirea parial a unor ramuri ale dendritelor columnare i, astfel, formarea de cristale echiaxiale. Retopirea este cauzat de fluctuaii de temperatur ca urmare a conveciei naturale n timpul formrii zonei columnare ; germenii de cristale echiaxiale se formeaz la suprafaa liber a piesei turnate, au masa specific mai mare dect cea a oelului lichid (a matricei metalice lichide), ceea ce determin deplasarea lor n baia metalic, n faa zonei columnare, crescnd pe msur ce se deplaseaz. Structura dendritic nu se poate obine doar prin solidificare, din lichid, ci i prin cretere din vapori sau prin depunere electrolitic. n figura 4/O4 se prezint structura primar dendritic a unui oel turnat nesupus tratamentului termic de recoacere pentru omogenizare (a) i cristale dendritice de oel nealiat (b).
89
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
a.
b.
Figura 4/O4. Structur primar (dendritic) pentru un oel fr recoacere de omogenizare (mrirea x 25) a i dendrite la un oel nealiat b.
Cu ct dendritele sunt mai fine i gradul de orientare este mai mic, cu att caracteristicile mecanice de rezisten sunt mai bune. Explicaia acestei corelaii are la baz faptul c elementele chimice segregate i incluziunile nemetalice interdendritice sunt repartizate pe o suprafa mai mare (ntr-un volum mai mare) se micoreaz grosimea peliculei interdendritice. Dac oelul are gradul de puritate foarte mare, caracteristicile mecanice de rezisten, dar i proprietile fizice, nu depind de gradul de finee al structurii dendritice. 2.3. Granularea structurii primare (dendritice) Rcirea n continuare a oelului, dup finalizarea structurii primare, determin procesul de granulare a structurii dendritice. Dendritele de ferit d se transform parial n austenit granular dup linia NJ. Ferita d se transform n dendrite de austenit primar dup linia JB. Dendritele de austenit primar se transform n austenit granular dup linia JE. Aadar, structura dendritic, primar, se transform n austenit granular. Austenita granular este sub form de gruni metalografici, dezvoltai mai mult sau mai puin echiaxial. Numrul de gruni de austenit este mai mare dect numrul de dendrite de ferit primar i austenit primar din care provin datorit numrului mare de germeni de cristalizare formai ca urmare a
90
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
vitezei de difuzie a carbonului relativ mare (n cazurile oelurilor aliate, numrul cristalelor poliedrice al grunilor de austenit este egal cu numrul de dendrite de ferit i austenit primare). n cazul n care rcirea oelului se face cu vitez mic, poate avea loc creterea grunilor de austenit, cretere ce poate fi semnificativ. Creterea grunilor de austenit, la temperaturi mari, se bazeaz pe tendina de micorare a energiei de suprafa a sistemului. Ca urmare a micorrii solubilitii sulfului, oxigenului, azotului i aluminiului n oelul solid n grunii de austenit , o dat cu micorarea temperaturii, n intervalul de temperaturi 1.050 9000C, la limita dintre grunii de austenit iau natere incluziunile nemetalice intergranulare ca urmare a desfurrii unor reacii chimice de forma (1/O4). m [A] + n[B] = [AmBn], (1/O4)
n care A i B sunt elementele chimice segregate din grunii de austenit sau care se afl la limita intergranular, iar AmBn reprezint incluziunea nemetalic incluziunea nemetalic intergranular. Procesele chimice de tipul (1/O4) sunt exoterme dizolvarea lor n matricea metalic se realizeaz numai prin nclzirea ulterioar a oelului, dup solidificare i rcire n form, adic prin tratament termic. Incluziunile nemetalice de tipul AmBn se mai numesc incluziuni nemetalice endogene i fiindc se formeaz la limita intergranular se mai numesc de tipul II. Incluziunile nemetalice intergranulare au form de reea discontinu sau continu. Dac tensiunea interfazic incluziune nemetalic intergranularematrice metalic este mare, incluziunile nemetalice intergranulare se separ la colurile grunilor de austenit. Dac tensiunea interfazic incluziune nemetalic intergranular-matrice metalic are valori moderate, incluziunile nemetalice intergranulare se separ la muchiile grunilor de austenit, pentru ca n cazul n care, tensiunea interfazic incluziune nemetalic
91
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
intergranular-matrice metalic are valori mici, incluziunile nemetalice intergranulare s se separe pe toat suprafaa grunilor de austenit. Dac repartizarea incluziunilor nemetalice intergranulare este la colurile grunilor de austenit, caracteristicile mecanice de rezisten sunt afectate foarte puin. Foarte periculoase sunt incluziunile nemetalice intergranulare ce se separ pe toat suprafaa grunilor, de asemenea, din punct de vedere al proprietilor de plasticitate (alungirea i striciunea) i al tenacitii (reziliena) forma periculoas se mai numete pelicul continu (caracteristicile mecanice de rezisten sunt afectate mai puin). Incluziunile nemetalice intergranulare cele mai periculoase sunt sulfurile de fier i mangan i, de asemenea, nitrurile de aluminiu, ceea ce nseamn c dac oelul este desulfurat i degazat n mod corespunztor n stare lichid, se mbuntesc proprietile de plasticitate. Cu ct austenita granular este mai fin, cu att incluziunile nemetalice intergranulare se repartizeaz pe o suprafa mai mare, ceea ce nseamn c forma de pelicul continu a incluziunilor nemetalice intergranulare se transform n form de pelicul discontinu iar forma de pelicul discontinu se transform n form de irag (incluziuni nemetalice intergranulare globulare). O dat cu micorarea temperaturii, crete puterea de dezoxidare a elementelor chimice cu afinitatea mare fa de oxigen, adic i a celor ce se afl la limita grunilor de austenit, ceea ce nseamn favorizarea formrii oxizilor de mangan, fier, aluminiu, fier etc. Prin dezoxidarea oelului cu aluminiu, mrirea vitezei de rcire, modificarea, tratarea cu ultrasunete, vibrarea etc., incluziunile nemetalice intergranulare sunt influenate s se separe sub form de iragglobular, astfel obinndu-se caracteristici de plasticitate i de rezisten mecanic bune. Cantitatea mare de incluziuni nemetalice intergranulare poate determina ruptura intergranular a pieselor de oel (ruptura are aspect de conglomerat reliefat puternic, cu proeminene
92
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
rotunjite, spre deosebire de ruptura interdendritic, ce are un aspect zimuros, reliefat). Deoarece viteza de rcire influeneaz semnificativ structura dendritic i prin aceasta i structura de austenit granular, rezult anizotropia proprietilor mecanice i de plasticitate pe grosimea pereilor pieselor turnate, aceast consecin soldndu-se, de exemplu, cu micorarea alungirii n proporie de pn la 70% i cu micorarea striciunii i rezilienei n proporie de pn la 50%, o dat cu creterea grosimii pereilor pieselor (o dat cu micorarea vitezei de rcire). 2.4. Structura secundar Dac se are n vedere c structura secundar este structura metalografic de la temperatura de exploatare a pieselor de oel, nseamn c trebuie analizate toate transformrile structurale ce au loc de la temperaturi corespunztoare domeniului structural al austenitei granulare pn la temperatura mediului ambiant, temperatur ce coboar la 400C sau chiar 500C. Ca transformri structurale ce se refer la apariia de constituieni metalografici noi, trebuie luate n consideraie transformri structurale la temperaturi mai mici dect temperatura eutectic, adic de 1.1480C, dac se face referin la diagrama de echilibru termodinamic Fe-C Fe-cementit. Primele transformri au loc dup linia ES, transformri ce sunt dictate de mrimea grunilor de austenit i a vitezei de rcire precum i de cantitatea de carbon. Procesul de cristalizare a constituienilor metalografici din structura secundar poate fi forat (bazat pe incluziunile nemetalice, n special, cele intergranulare, dar i din interiorul grunilor de austenit) i spontan (bazat pe fluctuaiile atomilor de carbon care sunt mai intense la limita grunilor de austenit datorit condiiilor mai bune de difuzie ce exist ntre suprafeele grunilor respectivi). Astfel, cu ct numrul de gruni de austenit este mai mare, cu att suprafaa de contact dintre grunii de austenit este mai mare, ceea ce nseamn c potenialul de germinare este mai mare, i, cu att
93
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
structura secundar este mai fin s-ar putea spune c numrul de gruni metalografici secundari este mai mare dac se consider c grunii de austenit genereaz structura secundar de la temperatura mediului ambiant. Cu ct numrul de gruni secundari de cristalite secundare este mai mare, cu att se mrete gradul de dispersie al constituienilor metalografici i se mbuntesc caracteristicile mecanice de rezisten ale oelului. 2.4.1. Oelurile hipoeutectoide n diagrama de echilibru Fe-C, oelurile hipoeutectoide au coninutul de carbon pn la 0,77%. Transformrile structurale ce se refer la apariia de constituieni metalografici noi ncep la temperaturile corespunztoare liniei A3 (denumit Ar3 n timpul rcirii) GS. n circumstanele n care viteza de rcire este de maximum 30C/min, din austenita granular se separ gruni metalografici de ferit hipoeutectoid.
Figura 5/O4. Reprezentarea schematic a formrii feritei hipoeutectoide obinuite (granulare) a, b, c i d i a feritei Widmannsttten e, f, g i h: GF germeni de ferit; Fcr ferit de cretere; lim. limita gruntelui iniial de austenit; Pperlit; F ferit; FW ferit Widmannsttten; FWcr ferit Widmannsttten n cretere; A austenit.
94
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Ferita hipoeutectoid cristalizeaz n intervalul de temperaturi A3 A1 Ar3 Ar1, aa cum se mai obinuiete n timpul
rcirii.
Germenii de ferit se formeaz la limita grunilor de austenit lim. din figura 5/O4 i sunt notai cu GF n figura 5/O4. Formaiunile de ferit cresc n toate direciile, ajungnd la o form mai mult sau mai puin compact gruni metalografici n figura 5/O4, b i c reprezentnd dou aspecte intermediare ale creterii feritei n intervalul Ar3 Ar1. La temperatura eutectoid, austenita netransformat n intervalul de temperaturi Ar3 Ar1, denumit i austenit remanent, [13], se transform n perlit figura 5/O4 d. Raportul dintre suprafaa ocupat de ferit i suprafaa ocupat de perlit este n funcie de coninutul de carbon din oel. Toate cristalele de ferit toi grunii de ferit se afl amplasate n zonele periferice ale fotilor gruni de austenit. Coninutul de carbon din grunii de ferit este de maximum 0,0218%, la temperatura eutectoid. Ferita hipoeutectoid sub form de gruni cu geometrie relativ compact se consider a fi normal. n timpul rcirii de la temperatura eutectoid la temperatura mediului ambiant, ferita hipoeutectoid devine suprasaturat n carbon, motiv pentru care cantitatea de carbon n exces iese din soluia de interstiie i formeaz cemetita teriar (K'''). Cantitatea de cementit teriar este foarte mic, deoarece i cantitatea de carbon ce interacioneaz cu fierul este foarte mic, adic 0,0218 0,006 = 0,0158% (la mriri obinuite de investigaie la microscopul metalografic, cementita teriar nu poate fi pus n eviden). i din ferita existent n perlit se separ cementita teriar. n cazul n care grunii de austenit au dimensiuni mari, viteza de rcire are valori cuprinse n intervalul 50 1000C/min sau chiar mai mari iar coninutul de carbon este de maximum 0,3% C , numrul de germeni de ferit hipoeutectoid devine mult mai mare dect n cazul prezentat anterior cel referitor la viteze de rcire de
95
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
maximum 30C/min , aa nct o parte din germenii de cristalizare a feritei formndu-se n interiorul grunilor de austenit, [13]. Creterea germenilor de ferit determin creterea volumului fontei deoarece masa volumic a austenitei este mai mare dect masa volumic a feritei. Creterea n volum a fontei determin o deformare plastic a fontei alunecri pe suprafeele de dislocaie. Ferita ce se separ este o faz de suprasaturaie. Pentru ca energia de deformare plastic s fie ct mai mic, cristalele de faz suprasaturat de ferit hipoeutectoid se vor dezvolta sub form de plci (sub form acicular, n plan). n cazul structurilor normale, obinuite, germeniide ferit de la limita grunilor de austenit asigur cristalizarea ntregii cantiti de ferit hipoeutectoid figura 5/O4.d. O structur normal corespunde unei structuri fine, adic unei structuri ce provine dintr-un numr mare de gruni de austenit din gruni de austenit de mrime mic. Dac grunii de austenit au mrime mare, numrul de gruni de austenit devine mic, limitele grunilor de austenit devin mici (cu suprafa i volum mici), ceea ce nseamn c se va forma un numr mai mic de germeni de cristalizare a feritei hipoeutectoide ce sunt insuficieni pentru formarea ntregii cantiti de ferit hipoeutectoid. Aa apare necesitatea formrii unor germeni suplimentari de ferit, acetia formndu-se n interiorul grunilor de austenit. Germenii de ferit din interiorul grunilor de austenit se formeaz n zonele cu dislocaii, de alunecri unde exist vacane, defecte de reea i impuriti, [14]. Deoarece suprafeele de dislocaie de alunecare au form liniar, ferita crete sub form lamelar la suprafaa probelor metalografice, lamelele de ferit apar sub form acicular. Deoarece suprafeele de dislocaie/alunecare se intersecteaz i cu limita grunilor de austenit, formaiunile de ferit hipoeutectoid ce cresc n interiorul grunilor de austenit se ntretaie cu formaiunile de ferit hipoeutectoid de la limita grunilor de austenit, rezultnd forme foarte diferite de faz suprasaturat.
96
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Se subliniaz, n mod suplimentar, rolul, la fel de important ca al grunilor mari de austenit, al vitezei de rcire mari ce genereaz un numr mare de germeni de cristalizare, ce nu-i gsesc locul, n ntregime, la limita grunilor de austenit i, astfel, aprnd i n interiorul grunilor de austenit. Ferita acicular n plan, n general, dar lamelar n volum, n toate cazurile, se numete ferit Widmannsttten, dup numele lui Count Alois Van Widmannsttten care a descoperit structura tip Widmannsttten n meteoriii fier-nichel. Coninutul de carbon din ferita Widmannsttten este de 0,030,05%. Deoarece mai mult de 70% din producia mondial de oel reprezint oel cu un coninut mic de carbon (sub 0,3%), nseamn c ferita Widmannsttten are o mare arie de rspndire. Proporia de ferit Widmannsttten este semnificativ n cazul oelurilor sudate (n zona nvecinat custurii sudate), semifabricatelor forjate ce necesit un regim termic care conduce la formarea unei structuri cu gruni mari de austenit, pieselor tratate termic la temperaturi mari etc. Cel puin la nivelul anului 2003, peste 200.000.000 t piese sudate, forjate i turnate/an conin oel cu ferit Widmannsttten. n condiiile unor viteze mari de rcire, de exemplu, la nceput cristalizeaz ferita la limita grunilor de austenit ntr-un numr mare de cristale, cristale ce cresc (figura 5/O4, e i f), dup care se formeaz germeni de cristalizare n interiorul grunilor de austenit ce genereaz creterea feritei Widmannsttten (figura 5/O4, g) i apoi are loc finalizarea acesteia la temperatura eutectoid, naintea transformrii eutectoide (figura 5/O4, h). n timpul transformrii eutectoide austenita remanent se transform n perlit figura 5/O4, h. Raportul cantitativ dintre ferita echiaxial i ferita Widmannsttten este n funcie de cantitatea de carbon, mrimea grunilor de austenit i viteza de rcire.
97
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Se apreciaz c, n sistemul binar Fe-C, pentru oelurile ce conin o cantitate de carbon ntre limitele 0,5 0,77% ferita Widmannsttten nu se formeaz. 2.4.2. Oelurile eutectoide n sistemul Fe-C oelul eutectoid corespunde coninutului de carbon de 0,77%. n cazul oelurilor industriale se utilizeaz n locul coninutului de carbon, atunci cnd se apeleaz la diagrama de echilibru Fe-C, coninutul de carbon echivalent a crui valoare este n funcie de compoziia chimic a oelului. Aadar, exist o multitudine de oeluri eutectoide nealiate sau aliate. Oelurile eutectoide nu au transformri ale austenitei dup liniile Ar3 i Acem, aa cum au oelurile hipoeutectoide, respectiv hipereutectoide, i nici transformrile din intervalele Ar3 A1, respectiv AcemA1, ci se caracterizeaz doar prin transformarea eutectoid, ce n sistemul Fe-C are loc la temperatura de 7270C, ntr-o perioad de timp. n timpul transformrii eutectoide, austenita granular se transform doar n perlit lamelar. Deoarece perlita este un amestec mecanic de ferit i cementit se pare c exist standarde sau norme ce consider doar ca atare ferita i cementita, lamelare, ce se separ la temperatura eutectoid din austenit, i nu ca formnd un tot unitar, un sistem termodinamic ca atare (o faz termodinamic cu denumirea de perlit) n timpul rcirii oelului, ntre temperatura eutectoid i temperatura mediului ambiant, din ferit se separ cementita teriar, ce, ns, este n cantitate foarte mic. Se apreciaz c procesul de difuzie limitat permite ca interaciunea chimic Fe-C s aib loc doar la marginea formaiunilor de ferit, cementita teriar, aa cum s-a mai subliniat, fiind pus n eviden, metalografic, cu dificultate. Pentru oelurile eutectoide nealiate se poate folosi i denumirea de oeluri perlitice. 2.4.3. Oelurile hipereutectoide n sistemul binar Fe-C, oelurile hipereutectoide sunt oelurile ce conin carbon n cantitate de 0,772,11%.
98
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Structura secundar ncepe s se formeze prin transformarea austenitei granulare n cementit secundar dup linia Acem i n intervalul de temperaturi cuprinse ntre liniile AcemAr1 n timpul rcirii. n cazul n care viteza de rcire este mic (maximum 0 3 C/min), datorit micorrii solubilitii carbonului n austenit (solubilitatea scade de la 2,11% ct este la temperatura de 1.1480C, la 0,77%, la temperatura de 7270C), la limita grunilor metalografici de austenit, carbonul, ntr-o cantitate apreciabil (2,11% 0,77% = 1,34%), interacioneaz chimic cu fierul i formeaz cementita secundar (K'') ce se mai numete normal sau obinuit. Germenii de cementit (figura 6/O4, a), se formeaz doar la limita grunilor de austenit, cresc n intervalul de temperaturi corespunztoare liniilor AcemAr1 figura 6/O4, b i formeaz o reea de cementit secundar n jurul grunilor de austenit (figura 6/O4,c), pn la temperatura eutectoid. La temperatura eutectoid , austenita se transform n perlit, ceea ce nseamn, de exemplu, c ntr-un "ochi" de reea de cementit secundar se afl mai muli gruni de perlit figura 6/O4, d. n timpul rcirii oelului ntre temperatura eutectoid i temperatura mediului ambiant, din ferita ce se afl n amestec mecanic cu cementita n perlit se separ cementita teriar (K'''), ce, aa cum sa mai precizat, este n cantitate foarte mic i este nesesizabil la analiza microscopic n condiii obinuite de investigaie de fapt, cementita teriar este neglijat n ceea ce privete influena sa asupra caracteristicilor mecanice de rezisten sau asupra proprietilor fizice, de exemplu. Structura secundar a oelurilor hipereutectoide nealiate, n circumstanele unei viteze de rcire de maximum 30C/min, este format din perlit i cementit secundar, cementita teriar fiind n proporie foarte mic. Cantitatea de cementit secundar variaz ntre limitele 020%, n funcie de coninutul de carbon, 0% corespunznd punctului S din diagrama de echilibru Fe-C iar 20% corespunznd punctului E, din aceeai diagram.
99
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Figura.6/O4. Reprezentarea schematic a formrii cementitei secundare normale, obinuite(a, b, c i d) i cementitei Widmannsttten (e, f, g i h): ' formaiuni de cementit G '' germeni de cementit secundar; K 'cr K secundar n cretere; K " Wcr cristalite de cementit Widmannsttten n cretere; K" cementit secundar normal; K " W cementit Widmannsttten; lim. limita gruntelui de austenit; P perlit; A austenit.
n cazul n care viteza de rcire este de ordinul de mrime 50 100 C/min, sau mai mari chiar, iar coninutul de carbon are, n principiu, valori cuprinse n intervalul 0,92,11%, viteza de rcire mare determin un numr mare de germeni de cristalizare pentru cementita secundar, germeni ce nu se pot forma n totalitate la limita grunilor de austenit, aadar, formndu-se n interiorul grunilor de austenit. ntr-o prim faz, se formeaz germeni de cementit secundar normal la limita grunilor de austenit, dup care ncep s creasc cristalitele de cementit secundar normal (figura 6/O4,e) lund natere cristalite de cementit secundar normal (K") la limita grunilor de austenit (figura 6/O4, f). n a doua faz, iau natere germeni de cementit secundar n interiorul grunilor de austenit
0
100
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
din care cresc lamele de cementit denumite cementit Widmannsttten, conform unui mecanism similar cu cel ce st la baza formrii feritei Widmannsttten (paragraful 2.4.1) figura 6/O4,g. Cristalitele de cementit Widmannsttten cresc, finalizndu-se pn la temperatura eutectoid figura 6/O4,g. La temperatura eutectoid, austenita granular remanent se transform n totalitate n perlit figura 6/O4,h. Cementita Widmannsttten, n timpul creterii, ntlnete i cementita secundar normal, n plan, cementita Widmannsttten avnd, n general, form acicular, ns, n spaiu avnd form lamelar datorit formei liniare a planurilor de alunecare din austenit. 2.4.4. Aspecte generale Se apreciaz c structurile tip Widmannsttten nu se formeaz n intervalul de concentraii de carbon de 0,50,9%, n sistemul binar Fe-C i relativ n cazul oelurilor nealiate. Caracteristicile mecanice de rezisten sunt influenate puin de ctre structurile Widmannsttten, practic acestea determinnd creterea lor cu 5 10%. Caracteristicile de plasticitate scad puin dac oelul conine structuri Widmannsttten alungirea, de exemplu, scade cu 5 10%. n figura 7/O4 se prezint rapoartele dintre ferita obinuit i ferita Widmannsttten precum i dintre cementita secundar normal i cementita Widmannsttten, n funcie de coninutul de carbon, pentru sistemul Fe-C, la diferite valori ale regimului vitez de rcire mrime de gruni de austenit. La temperatura eutectoid, ferita obinuit deine proporia de 100% pn la 0,0218% C i apoi scade pn la 0% atunci cnd coninutul de carbon este de 0,77% figura 7/O4,b. De asemenea, cementita secundar obinuit variaz de la 0%, ceea ce corespunde la un coninut de carbon de 0,77%, la 20%, ceea ce corespunde la un coninut de carbon de 2,11% i, apoi, scade la 0%, atunci cnd coninutul de carbon este de 4,3%.
101
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
n cazul n care piesele de oel nealiat sunt rcite n aer iar grunii de austenit iniiali au dimensiunile de 80 100 mm figura 7/O4, c alturi de ferita obinuit se formeaz i ferita Widmannsttten n proporie de maximum 35% n raport cu ferita obinuit i se formeaz pn la 0,5%C. Proporia de cementit Widmannsttten este de maximum 10% din proporia maxim de cementit secundar obinuit ce este de 20%. Conform [15], proporia de ferit Widmannsttten se obine la concentraia de circa 0,1%C. Cementita Widmannsttten se formeaz pentru coninuturi de carbon ce variaz ntre limitele 0,9 4,3%. n cazul n care piesele de oel nealiat se rcesc cu viteza de 200 2500C/min figura 7/O4, d ferita Widmannsttten are proporia maxim de circa 50% n raport cu ferita obinuit i se formeaz pn la 0,5% C. Proporia maxim de cementit Widmannsttten este de circa 10% n raport cu cementita secundar. i n acest caz, cementita Widmannsttten se formeaz pentru coninuturi de carbon ce variaz ntre limitele 0,9 4,3%. Din figura 7/O4 rezult c cementita Widmannsttten se formeaz i la fontele albe hipoeutectice. Structurile tip Widmannsttten nu lipsesc doar de la oelul eutectoid ci i de la oelurile cvasiperlitice ce corespund unor coninuturi de carbon ce se situeaz n intervalul 0,50,9%. Austenita eutectic din coloniile eutectice nu genereaz cementit Widmannsttten dect dac grosimea austenitei eutectice este mai mare de 10 mm.
102
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Figura 7/O4. Rapoarte ntre cantitile de ferit obinuit -ferit Widmannsttten i cementit secundar obinuit - cementit Widmannsttten, n funcie de coninutul de carbon, prin coresponden cu diagrama de echilibru Fe-C: a secven din diagrama Fe-C ; b viteza de rcire este de maximum 30C/min (condiii de echilibru) ; c piesele din oel sunt rcite n aer iar dimensiunile grunilor iniiali de austenit variaz ntre limitele 80 100mm ; d viteza de rcire este de 200 2500C/min ; F ferita obinuit ; FW ferita Widmannsttten; ' cementit Widmannsttten. K" cementita secundar obinuit; K 'W
103
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
n figura 8/O4 se prezint variaia proporiei de ferit Widmannsttten cu mrimea grunilor de austenit (a) i mrimea vitezei de rcire (b). Astfel, se observ c exist o mrime critic a grunilor metalografici de austenit i o mrime critic a vitezei de rcire, pn la care ntreaga cantitate de ferit este obinuit se repartizeaz n zonele periferice ale grunilor de austenit i ncepnd de la care apar formaiuni de ferit Widmannsttten. Pe msur ce diametrul grunilor de austenit i viteza de rcire se mresc peste valori critice, se mrete i proporia de ferit Widmannsttten.
Pentru un oel cu coninutul de carbon de 0,2%, n figura 9/O4, se prezint variaia diametrului critic al grunilor de austenit cu viteza de rcire, observndu-se c pe msur ce viteza de rcire se mrete, diametrul critic al grunilor de austenit se micoreaz. Aa, chiar i n cazul vitezelor de rcire foarte mici specifice echilibrului dac diametrul grunilor de austenit este foarte mare, exist condiii de separare a feritei Widmannsttten, i, de asemenea, a cementitei Widmannsttten (relativ uor se obin structuri de tip Widmannsttten n cazul rcirii cu vitez foarte mic atunci cnd piesele de oel se trateaz termic recoacere de omogenizare, de
Figura 8/O4. Variaia proporiei de ferit Widmannsttten cu diametrul grunilor de austenit (a) i viteza de rcire (b): F ferit obinuit; FW ferit Widmannsttten; Dcr diametrul critic al grunilor de austenit; Vcr viteza critic de rcire.
104
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
exemplu).
n figura 10/O4, n cazul unei viteze de rcire de 80 100 C/min, se prezint dependena diametrului critic al grunilor de austenit de coninutul de carbon. Se observ c cu ct coninutul de carbon este mai mare, cu att mai uor se face trecerea de la o structur obinuit la o structur Widmannsttten, adic se obin structuri Widmannsttten i dac grunii de austenit au dimensiuni mai mici (dac structura este fin).
0
Figura 9/O4. Dependena diametrului critic al grunilor de austenit de viteza de rcire pentru un oel cu 0,2% C : SW structuri de tip Widmannsttten ; SO structuri de tip obinuit.
Figura 10/O4. Variaia diametrului critic al grunilor de austenit cu coninutul de carbon, n cazul unei viteze de rcire de 80 1000C/min, pentru un oel dat : SW structuri Widmannsttten ; So structuri obinuite.
105
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Raportul dintre structurile obinuite i structurile Widmannsttten depinde de mrimea grunilor metalografici de austenit, viteza de rcire i coninutul de carbon. n figura 11/O4 se prezint structura secundar ce indic urmtoarele trei tipuri de ferit, [16] : figura 11/O4, a ferit poliedric ntr-un oel recopt ce conine 0,048% C, 0,005% Si, 0,27% Mn, n principal, la mrirea x200. Ferita este normal ; figura 11/O4, b ferit n reea, separat la limita grunilor de austenit. Se poate anticipa uor care a fost limita grunilor de austenit i cum austenita remanent s-a transformat n perlit. Oelul conine 0,55% C. Ferita este normal. Mrirea este de x 40 ; figura 11/O4, c ferit Widmannsttten ntr-un oel cu 0,4% C. Se observ ferita acicular i ferita normal de la limita fotilor gruni de austenit. Mrirea este de x200.
a.
b.
c.
Figura 11/O4. Structuri secundare reprezentnd trei tipuri de ferit: a ferit poliedric (0,048% C), x200; b ferit n reea (0,55% C), x40; c ferit Widmannsttten (0,4% C), x200
3. Modul de lucru Se elaboreaz un oel nealiat, cu coninut de carbon ntre 0,1 0,2%. Oelul se elaboreaz ntr-un cuptor electric cu nclzire prin inducie cu capacitatea de 30 kg de oel, cu creuzet, ce funcioneaz la frecven medie. n ncrctur se utilizeaz doar deeuri de oel laminat. Se elaboreaz dou arje de oel arjele 1 i 2.
106
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
Oelul se toarn n forma consacrat obinerii epruvetelor brute din care se preleveaz epruvetele pentru ncercarea la traciune. Oelul elaborat n arja 1 se toarn n form fr s i se aplice tratamente metalurgice suplimentare. Oelurile arjele 1 i 2 se elaboreaz conform tehnologiei prezentate n lucrarea O3. Oelul elaborat n arja 2 se modific prin adugarea pe jetul de metal lichid de SiCa cu dimensiunile granulaiei de 1 5 mm, n cantitate de 0,15%. Prin prelevare de epruvete (apelnd la prelucrri mecanice), conform STAS 600-65 reactualizat, se determin rezistena la traciune, alungirea i striciunea. Din deeurile epruvetelor se preleveaz cte o prob cu dimensiunile f 12x15, din cele dou arje, se pregtesc pentru analiza metalografic i se investigheaz la microscoapele metalografice. 4. Instruciuni speciale de asigurare a securitii muncii Se va ine seama de instruciunile speciale de asigurare a securitii muncii ce s-au prezentat la lucrarea C1. 5. Interpretarea rezultatelor Se vor compara rezistena de rupere la traciune, alungirea, striciunea i structura metalografic ale probelor atacate cu reactiv chimic Nital, pentru oelurile din cele dou arje. 6. Bibliografie 1. Tripa, I., Oprea, F. i Dragomir, I. Bazele teoretice ale metalurgiei extractive. Editura Tehnic. Bucureti. 1967; 2. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 3. Oprea, F., Taloi, D., Constantin, I. i Roman, R. Teoria proceselor metalurgice. Editura Didactic i Pedagogic. Bucureti.
107
Influena structurii oelurilor nealiate, turnate sub form de piese, asupra caracteristicilor mecanice de rezisten ale acestora
1978; 4. Baum, B.A. Topituri metalice. Editura Tehnic. Bucureti. 1982; 5. Dragomir, I. Teoria proceselor siderurgice.Editura Didactic i Pedagogic. Bucureti. 1985; 6. Andrei, V. Dicionar etimologic de termeni tiinifici. Editura tiinific i Enciclopedic. Bucureti. 1987; 7. Ripoan, I. i Sofroni, L. Fonta cu grafit vermicular. Editura tehnic. Bucureti. 1984; 8. Malev, M.V. Modificarea structurii metalelor i aliajelor. Editura Tehnic. Bucureti.1966; 9. Tripa, I., Htrscu,O. Iordnescu, P. i Rozolimo, P. Mic enciclopedie de metalurgie. Editura tiinific i Enciclopedic. Bucureti. 1980; 10. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975; 11. Efimov, V.A. Turnarea i cristalizarea oelurilor. Editura Tehnic. Bucureti. 1980; 12. Sofroni, L., Brabie, V. i Bratu, C. Bazele teoretice ale turnrii. Editura Didactic i Pedagogic. Bucureti. 1980; 13. Todorov, R.P. i Hristov, H.G. Despre mecanismul structurilor obinuite i Widmannsttten. Revista de Turntorie, nr. 11, 12, 2003. Traducere de Sofroni, L. p. 7 10 ; 14. Todorov, R.P. i Hristov, H.G. Structuri Widmannsttten n aliajele fier-carbon. Revista de Turntorie, nr. 9, 10, 2003. Traducere de Sofroni, L. p. 29 30 ; 15. Todorov, R.P. i Hristov, H.G. Factorii care determin cristalizarea structurilor obinuite i Widmannsttten. Revista de Turntorie, nr. 1, 2, 2004. Traducere de Sofroni, L. p. 13 16.
108
Modelarea insuflrii cu oxigen n oelul lichid
O5. Modelarea insuflrii cu oxigen n oelul lichid 1. Scopul Implicarea presiunii de insuflare, a locului de insuflare i a distanei dintre duza de insuflare i suprafaa bii metalice asupra dinamicii curenilor ce iau natere n baia metalic. 2. Consideraii generale Oxigenul se insufl n oelul lichid cu urmtoarele dou scopuri: mrirea temperaturii bii metalice cu scopul mririi vitezei de desfurare a unor procese chimice i fizice ce s conduc, inclusiv, la micorarea duratei de elaborare la eficientizarea elaborrii oelului, [1]. n cazul elaborrii oelului n cuptorul cu arc electric, n timpul etapei de topire, dup ce pe vatr s-a format o cantitate relativ mic de baie metalic, dup ce o mare parte din ncrctura metalic este nclzit la temperaturi de 8009000C, se insufl oxigen n cuptor prin evi cu diametrul de 810 mm, la presiuni de 315 at, n modul urmtor: se taie punile de ncrctur dinspre cptueala cuptorului i dintre cei trei electrozi i ulterior se insufl oxigenul n baia de oel. Astfel, cu o durat de insuflare de 1015 min, la cuptoare cu arc electric avnd capacitatea de 1,55,0 t, consumnduse 1015 m3 oxigen/t de oel, se realizeaz o reducere a duratei de topire cu 1020%, reducerea duratei de topire fiind de 35 min/t. Micorarea duratei de topire determin mbuntirea calitii oelului elaborat deoarece se micoreaz coninutul de gaze i de incluziuni nemetalice, [2]. Prin insuflarea de oxigen n baia de oel, n timpul etapei de topire, temperatura bii metalice poate crete cu valoarea Dq relaia 1/O5.
Dq =
DMe QMeO
M mc m + M zg c zg
(1/O5)
109
Modelarea insuflrii cu oxigen n oelul lichid
n care Dq se exprim n 0C; DMe cantitatea de elemente Me oxidate prin intermediul oxigenului insuflat, n kg/100 kg; QMeO cantitatea de c ldur rezultat, n kcal/kg de Me, din reaciile de oxidare (efectele termice); Mm masa bii metalice, n kg; Mzg masa zgurii, n kg; cm cldura specific medie (cldura masic medie) a bii metalice (circa 0,2000,300 kcal/kg 0C, pentru temperaturi uzuale din practica elaborrii); czg cldura specific medie (cldura masic medie) a zgurii (circa 0,1700,190 kcal/ kg 0C, pentru temperaturi uzuale din practica elaborrii). n relaia (1/O5) s-a considerat c baia metalic i zgura se nclzesc n mod egal de la cldura degajat de reaciile de oxidare; intensificarea reaciilor de oxidare n mod special, decarburarea avansat n cazurile n care se cere un coninut de carbon n baia metalic de oel mai mic de 0,05%. Oxigenul se utilizeaz pentru afinare n exclusivitate sau n combinaie cu minereul de fier. Conform [3], viteza de decarburare n timpul insuflrii oxigenului variaz ca n figura 1/O5. Astfel, n perioada I de nceput de oxidare a carbonului straturile superioare ale bi metalice conin o cantitate mai mare de oxigen ca urmare a difuziei oxigenului prin baie, a difuziei atomilor de carbon spre aceeai zon i a reinerii bulelor de monooxid de carbon formate n profunzimea bii metalice, de asemenea, n aceeai zon. n perioada a II-a, denumit perioada cderii liniare, viteza de decarburare este proporional cu admisia de oxigen cu debitul de oxigen i este dependent de coninutul de carbon al bii metalice (relaia (2/O5)).
Fig.1/O5.Variaia coninutului de carbon din baia de oel n timpul insuflrii: I perioada de nceput de oxidare a carbonului; II perioada cderii liniare; III perioada cderii abrupte; IV perioada de sfrit a oxidrii carbonului.
110
Modelarea insuflrii cu oxigen n oelul lichid
I m o Q O , (2/O5) V n care v C II reprezint viteza de decarburare a bii de oel n perioada a II-a; I frecvena formrii de nuclee de interaciune C-O, n nuclee/m3 s; V volumul bii metalice, n m3; mO raportul dintre cantitatea de oxigen consumat pentru decarburare i cantitatea de oxigen introdus n baia metalic; QO debitul de oxigen. n perioada a II-a decarburarea se produce prin interaciunea chimic C-O la suprafaa bii metalice lipsite de zgur. n cazul n care oxigenul se insufl printr-un strat de zgur, nucleele de CO se formeaz la interfaa zgur-baie metalic. n perioada a III-a, curba oxidrii carbonului are o cdere abrupt i corespunde vitezei maxime de decarburare. n perioada a IV-a de sfrit al oxidrii carbonului sub coninutul critic de carbon al bii metalice (n intervalul 0,40,1%) , viteza de decarburare, v C IV , depinde de coninutul de v C II = carbon i este de forma (3/O5). A v C IV = b D[C], (3/O5) V n care A reprezint suprafaa de reacie, n m2; b coeficient de transfer de mas n stratul limit; V volumul bii metalice; D[C]=[C]m[C]fr diferena dintre coninutul de carbon mediu din interiorul bii metalice i coninutul de carbon din frontul de reacie. n perioada a IV-a viteza de decarburare depinde de viteza de difuzie a carbonului prin baia metalic. n funcie de coninutul de carbon al bii metalice, prin variaia debitului de oxigen, n figura2/O5 se prezint viteza de decarburare. Din aceast figur se observ c doar la coninuturi de carbon mici i mari ale bii metalice viteza de decarburare depinde de coninutul de carbon. Pentru o plaj mare de coninuturi de carbon (n figur, intervalul 0,503,00% carbon) viteza de decarburare nu depinde de coninutul de carbon al bii metalice, depinznd de mrimea debitului de oxigen viteza de decarburare a bii metalice este cu att mai mare cu ct debitul de oxigen este mai mare. ntre
111
Modelarea insuflrii cu oxigen n oelul lichid
coninuturile de carbon de 0,4% i 0,1% exist o valoare critic ncepnd de la care spre coninuturi mai mici, ntre viteza de decarburare i coninutul de carbon al bii metalice exist o dependen relativ liniar viteza de decarburare scade o dat cu coninutul de carbon al bii metalice. n momentul n care se atinge concentraia critic de carbon respectiv, fierul din baia metalic ncepe s se oxideze conform reaciei chimice (4/O5). [Fe] + [O] = (FeO) (4/O5)
Fig. 2/O5. Variaia vitezei de decarburare n funcie de coninutul de carbon al bii metalice, n cazul mai multor debite de oxigen.
n cazul coninuturilor de carbon mai mari dect cel critic, carbonul protejeaz fierul de o oxidare puternic. Din figura 2/O5 se observ creterea coninutului critic de carbon o dat cu mrirea debitului de oxigen. nainte de cderea liniar a vitezei de decarburare toate curbele din figura 2/O5 prezint un maxim. n practic trebuie s se cunoasc coninutul critic de carbon pentru fiecare marc de oel cu scopul adoptrii regimului de insuflare a oxigenului. Corelaia dintre debitul de oxigen i presiunea oxigenului pentru diferite diametre ale evii de insuflare a oxigenului este prezentat n figura 3/O5. Pentru temperatura bii de oel, n momentul iniial al
112
Modelarea insuflrii cu oxigen n oelul lichid
insuflrii oxigenului, de 1.6000C, consumul de oxigen, exprimat n m3N/t de oel lichid, n funcie de cantitatea de carbon propus s se elimine din baia de oel, n cazul mai multor coninuturi iniiale de carbon, se prezint n figura 4/O5.
Fig. 3/O5. Dependena debitului de oxigen de presiunea de insuflare a oxigenului n funcie de diametrul, n mm, al evii de insuflare.
Interaciunea oxigen-carbon se realizeaz n urmtoarele patru faze: difuzia carbonului n baia de oel spre zona de reacie; difuzia oxigenului n baia de oel spre zona de reacie; reacia omogen a carbonului cu oxigenul; trecerea monooxidului de carbon rezultat din reacia omogen n faza gazoas. Concluzionnd sintetic, n cazul coninuturilor mari de carbon, viteza de decarburare a oelului lichid depinde de difuzia oxigenului iar n cazul coninuturilor mari de oxigen i mici de carbon finalul decarburrii viteza de decarburare depinde de difuzia carbonului. Efectele afinrii cu oxigen sunt urmtoarele: n zona de impact oxigen-baie metalic temperatura ajunge pn la valoarea de 2.5000C; temperaturile mari ce se obin determin frnarea termodinamic a reaciilor de oxidare a elementelor chimice din
113
Modelarea insuflrii cu oxigen n oelul lichid
compoziia oelului lichid; temperaturile mari ale bii metalice conduc la disocierea carburilor; gradul de agitare al bii metalice crete semnificativ, ceea ce nseamn mrirea suprafeelor de reacie i accelerarea fenomenului de eliminare a bulelor de monooxid de carbon; se obin concentraii locale de oxigen, n baia metalic, mari; unele proprieti ale bii metalice se schimb, aa cum ar fi micorarea tensiunii superficiale, mrirea fluctuaiilor de energie etc. consecina este favorizarea germinrii bulelor de monooxid de carbon etc. Viteza de decarburare maxim poate ajunge la valori de 1,82,4% C/h n cazul coninuturilor de carbon mari i se menine la valori de 0,150,20% C/h n cazul coninuturilor de carbon mici chiar sub 0,05% (n domeniul elaborrii oelurilor aliate, finalul decarburrii, pentru oeluri cu un coninut de carbon mai mic de 0,05%, poate fi asigurat numai prin afinare cu oxigen).
Fig. 4/O5. Variaia consumului de oxigen n funcie de cantitatea de carbon propus s se elimine din baia de oel n cazul diferitelor coninuturi de carbon iniial.
Oxigenul se insufl n cuptor n urmtoarele dou moduri: pe baie metalic figura 5/O5.a;
114
Modelarea insuflrii cu oxigen n oelul lichid
n baia metalic figura 5/O5.b.
a. b. Fig. 5/O5. Schema modalitilor de insuflare a oxigenului n cuptor: a insuflare pe baie; b insuflare n baie; O oxigen atomic rezultat sub influena arcului electric (din disocierea moleculelor de oxigen din atmosfera cuptorului).
n baia metalic, oxigenul se insufl prin intermediul unei lnci ce conine eava de insuflare prevzut cu un sistem de rcire cu ap. eava de insuflare este prevzut la capt cu duz ce are orificii sau cu duz continu. n figura 6/O5 se prezint o lance format dintro eav de cupru prevzut cu sistem de rcire cu ap, n figura 7/O5 este artat un capt de lance prevzut cu o duz de evacuare iar figura 8/O5 indic un capt de lance prevzut cu trei duze de evacuare (duzele prezentate n figurile 7/O5 i 8/O5 se folosesc mai mult n cazul convertizorului).
Fig. 6/O5. Schia unei lnci de insuflare a oxigenului prevzut cu sistem de rcire cu ap.
115
Modelarea insuflrii cu oxigen n oelul lichid
Fig.7/O5.Desenul unui corp de lance prevzut cu o duz de evacuare.
n baia metalic, oxigenul se insufl prin intermediul unei evi cu diametrul interior de 1025 mm, izolat, [4], sau neizolat. De exemplu, pentru oelurile cu grad de aliere mare pentru crom, oxigenul se insufl n momentul n care temperatura bii metalice a atins valoarea de 1.6500C i prin intermediul unei evi de oel moale cu diametrul interior de 1,01,5 oli 1 ol = 1 inch =25,4 mm , cu o presiune de minimum 8 at n mod curent 912 at , cu un debit specific de 1,01,5 m3N/t min, consumul de oxigen fiind de 20 m3N/t de oel lichid, [5]. Temperatura final a bii metalice dup terminarea insuflrii oxigenului este de circa 1.8200C dac oelul are iniial circa 8% crom, este de circa 1.8600C dac oelul are iniial circa 12% crom i este de circa 1.9100C dac oelul are iniial circa 15% crom. Se precizeaz c la terminarea insuflrii oxigenului, zgura obinut conine circa 20% crom, ceea ce impune, din motive de eficien economic, desfurarea, obligatoriu, a unui proces de reducere a zgurii n vederea recuperrii cromului din zgur n baia metalic. n vederea alimentrii cu oxigen, se utilizeaz o instalaie de alimentare, oxigenul provenind de la o fabric de oxigen sau de la o baterie de butelii de oxigen (figura 9/O5), [6].
116
Modelarea insuflrii cu oxigen n oelul lichid
Fig. 8/O5. Desenul unui cap de lance, de insuflare a oxigenului, prevzut cu trei duze de evacuare a oxigenului.
Dac eava de insuflare nu este protejat refractar, n general, poate avea diametrul de 28 mm i grosimea peretelui de 4 mm, este din oel moale, i se monteaz ntr-o eav de cupru ce face legtura cu instalaia de alimentare cu oxigen prin intermediul unui tub flexibil (furtun). Se recomand ca n timpul insuflrii cu oxigen, zgura s se menin fluid. Pe toat durata insuflrii cu oxigen, n cazul elaborrii n cuptorul electric cu arc, este obligatoriu ca s se scoat de sub tensiune cuptorul iar electrozii s fie ridicai. n timpul insuflrii oxigenului n baia metalic, n funcie de procedeul de elaborare bazic sau acid , n cuptor se introduc adaosuri pentru fluidificarea zgurii iar cuptorul se nclin cu scopul evacurii zgurii. n timpul insuflrii oxigenului, eava de insuflare, se deplaseaz ntr-un plan ce are nclinarea de 200, n stnga i n dreapta, cu scopul evitrii pericolului formrii de gropi n vatr sau n peretele
117
Modelarea insuflrii cu oxigen n oelul lichid
cuvei i al ngrorii peretelui cuvei n vecintatea zgurii.
Fig. 9/O5. Schema instalaiei de alimentare cu oxigen: 1 baterie de tuburi (butelii); 2 reductoare de presiune (150:25 at); 3 robinete cu ventil pentru oxigen; 4 conducte de cupru (f 30x5mm) colectoare; 5 ventile de trecere (f 10); 6 manometru indicator al presiunii oxigenului pe coloan, la panoul de comand (02.450 N/cm2); 7 ventil de comand a debitului i presiunii oxigenului insuflat prin lance; 8 manometru indicator al presiunii cu care se insufl oxigenul (0245 N/cm2 sau 25 at); 9 tub manometric U pentru msurarea debitului de oxigen insuflat montat pe o conduct de cupru f 60 x 5 mm (sau debitmetru consacrat); 10 supap de siguran de 25 at (245 N/cm2).
Se recomand ca profunzimea ptrunderii lncii n cuptor, pe orizontal, s fie de 1/3 din diametrul bii metalice iar adncimea de ptrundere n baia metalic s fie 1/3 din n limea bii metalice, [7]. Insuflarea oxigenului n cuptor determin desfurarea unor reacii de oxidare puternic exoterme cu consecina supranclzirilor locale ale bii metalice i, astfel, a vaporizrii intense a fierului. Aa, se degaj vapori de fier de culoare cafenie, tensiunea de vapori a fierului crescnd conform relaiei (5/O5). Oxidarea unui kilogram de fier determin degajarea unei cantiti de cldur de 4,408106 J. - Qv log p Fe = + 6,144, (5/O5) 4,575 T n care pFe reprezint tensiunea de vapori a fierului; Qv cldura
118
Modelarea insuflrii cu oxigen n oelul lichid
latent de vaporizare. n cazul insuflrii de oxigen n cuptor se formeaz 2.5005.000 m3N gaze/t de oel lichid, iar n urma amestecrii cu aer fals, cantitatea de gaze ce se degaj poate ajunge la valori cuprinse n intervalul 7.50011.000 m3N/t de oel lichid. Gazele dagajate conin o cantitate de praf de 4,510 g/m3N de gaze i conin n cea mai mare parte oxizi de fier. Balana de considerare a modului de oxidare a elementelor chimice din compoziia chimic a oelului lichid nclin spre oxidarea direct a elementelor chimice cu oxigenul insuflat, cel mai important proces ce are loc n timpul afinrii cu oxigen fiind cel prezentat cu mecanismul de desfurare a reaciilor chimice (6/O5), (7/O5) i (8/O5) reaciilor chimice (6/O5) i (7/O5)
{CO2} + [C] = 2{CO} 2[C] + {O2} = 2{CO}
[C] + {O2} = {CO2}
(6/O5) (7/O5) (8/O5)
Li s-a aplicat legea lui Hess. Reacia chimic (6/O5) are loc la contactul dintre bulele de oxigen i baia metalic, n aceast zon oxigenul fiind n exces. Reacia chimic (7/O5) are loc n traiectoriile bulelor de CO2 prin baia metalic. Se accept i cazul ca oxigenul molecular insuflat n baia metalic s reprezinte germeni pentru formarea monooxidului de carbon. Cu ct temperatura bii metalice este mai mare, cu att tensiunea superficial a acesteia este mai mic, ceea ce nseamn favorizarea condiiilor de formare a bulelor de CO. Conform [4], oxigenul se poate insufla n cuptoare electrice cu arc i prin bolt, distana de la capul lncii de insuflare i pn la suprafaa bii metalice fiind, de exemplu, de minimum 0,25 m. Studiul fenomenelor ce au loc n timpul insuflrii oxigenului pe i n baia metalic, prin modelare, comport dificulti din cauza fenomenelor complexe ce au loc n baia metalic.
119
Modelarea insuflrii cu oxigen n oelul lichid
De regul se modeleaz procesele ce au loc n realitate, corelndu-se ulterior rezultatele obinute. n condiii de laborator se poate modela uor insuflarea prin bolt a oxigenului n cuptorul electric cu arc, analizndu-se ca variabil dependent cantitatea de stropi mprocai variaia n timp n funcie de mai muli parametri, cum ar fi nlimea de la care se realizeaz insuflarea (poziia capului lncii de insuflare fa de suprafaa bii metalice), adncimea de insuflare n baie, debitul de insuflare, presiunea de insuflare, diametrul duzei, num rul de duze etc. Analiza parametrilor menionai conduce la micorarea uzurii cptuelii refractare a cuvei, micorarea consumului de oxigen, intensificarea insuflrii oxigenului etc. Practic se poate modela un cuptor electric cu arc, mrimea caracteristic fiind diametrul bii metalice, alegndu-se scara modelului ce se noteaz cu l i care are valoarea dat de relaia (9/O5). Astfel se aplic similitudinea geometric. D real l= , (9/O5) D mod el n care Dreal reprezint diametrul suprafeei bii metalice iar Dmodel reprezint diametrul suprafeei lichidului de modelare. Raportul dintre valoarea unei mrimi ce caracterizeaz o proprietate a lichidului sau gazului de modelare i valoarea analoag a cuptorului electric cu arc trebuie s fie constant, acest lucru obinnduse prin similitudinea fizic. Parametrii dimensionali ce deriv din ecuaiile difereniale de micare sau din raportul forelor ce particip la procesul examinat trebuie s fie egal n model i n cuptorul cu arc electric, aceast situaie fiind reglementat de similitudinea dinamic. Criteriile de similitudine ce se aplic sunt urmtoarele: criteriul de similitudine al lui Reynolds relaia (10/O5); v rl Re = = cons tan t, (10/O5) h n care Re reprezint criteriul de similitudine al lui Reynolds; v
120
Modelarea insuflrii cu oxigen n oelul lichid
viteza; r densitatea; l dimensiunea linear caracteristic; h viscozitatea dinamic; criteriul de similitudine al lui Euler, Eu relaia (11/O5); Dp Eu = = cons tan t, (11/O5) v2 n care Dp reprezint pierderea de presiune iar v viteza; criteriul de similitudine al lui Froude, Fr relaia (12/O5); v2 = cons tan t, (12/O5) gl n care g reprezint acceleraia gravitaional iar celelalte simboluri au semnificaiile anterioare; criteriul de similitudine al lui Froude modificat, Fr' relaia 13/O5. Fr = , (13/O5) r lichid g l n care rgaz reprezint densitatea gazului; vgaz viteza gazului; rlichid densitatea lichidului; g acceleraia gravitaional; l dimensiunea linear caracteristic. De asemenea, trebuie ndeplinit similitudinea de contur ce se refer la similitudinea condiiilor iniiale i condiiilor limit (n seciunea de intrare a modelului trebuie s fie creat aceeai distribuie a vitezelor ca i la cuptorul cu arc electric). Pe lng respectarea similitudinii geometrice trebuie s se respecte i teorema Bedermann Buckingham criteriile de similitudine determinante. 3. Modul de lucru n figura 10/O5 se prezint schia modelului. Ca lichid de modelare se utilizeaz apa iar ca gaz de modelare se utilizeaz aerul sau bioxidul de carbon. Se analizeaz urmtoarele fenomene: Fr' = r gaz v 2 gaz
121
Modelarea insuflrii cu oxigen n oelul lichid
influena nlimii de insuflare asupra cantitii de stropi (se menin constani urmtorii parametri: nlimea lichidului de modelare 52 mm , debitul gazului de modelare, presiunea gazului de modelare, diametrul duzei i numrul de duze). Stropii de lichid de modelare se colecteaz ntr-un vas colector i li se m soar volumul. Se efectueaz experimentri pentru urmtoarele distane dintre capul lncii i suprafaa lichidului de modelare: +70 mm, +50 mm, +30 mm, 0 mm (capul lncii este amplasat la suprafaa lichidului de modelare) i 20 mm (capul lncii este imersat n lichidul de modelare). Timpul de insuflare este de 1 minut. Se traseaz graficele Ql = f(hins.), n care Ql reprezint volumul de stropi recuperai n vasul colector iar hins. este distana dintre capul lncii i suprafaa lichidului de modelare; influena n limii lichidului de modelare asupra cantitii de stropi (se menin constani urmtorii parametri: distana dintre captul lncii de insuflare i suprafaa lichidului de insuflare, debitul gazului de modelare, presiunea gazului de modelare, diametrul duzei i numrul duzelor). Se efectueaz experimentri pentru urmtoarele nlimi ale lichidului de modelare: 65 mm, 55 mm i 45 mm. Se traseaz Ql = f(hl.m.), n care hl.m. reprezint nlimea lichidului de modelare (timpul de insuflare este de 1 minut). influena unghiului format de lancea de insuflare cu verticala, asupra cantitii de stropi (se menin constani urmtorii parametri: nlimea lichidului de modelare 52 mm , debitul gazului de modelare, presiunea gazului de modelare, diametrul duzei i numrul de duze). Se efectueaz experimentri pentru urmtoarele unghiuri ale lncii de insuflare cu verticala: 100, 200 i 300. Se studiaz dou distane dintre capul lncii i suprafaa lichidului de modelare, respectiv +20 mm i 20 mm. Se traseaz graficele Ql = f(a), n care a reprezint unghiul lncii cu verticala, pentru cele dou poziii ale capului lncii fa de suprafaa lichidului de modelare. 4. Msuri speciale de asigurare a securitii muncii Se au n vedere aceleai msuri speciale ca i la lucrarea C1.
122
Modelarea insuflrii cu oxigen n oelul lichid
Fig. 10/O5. Schia modelului: 1 cadru de susinere; 2 recipientul modelului; 3 brae de insuflare; 4 corp de insuflare; 5 tub flexibil; 6 dop de blocare I; 7 orificiu prelungitor; 8 orificii de distribuire; 9 vas de colectare; 10 tub flexibil II; 11 tu; 12 dop de blocare II; 13 orificii de colectare; 14 capac; 15 urub de fixare; 16 sistem flexibil de acionare a lncii pe orizontal i n sensul rotirii; 17 buc de fixare; 18 tub flexibil III; 19 lance model; 20 raportor gradat; 21 inel de recuperare a lichidului de modelare; 22 lichid de modelare.
123
Modelarea insuflrii cu oxigen n oelul lichid
5. Interpretarea rezultatelor Se analizeaz cele 18 grafice trasate, trgndu-se concluzii n legtur cu parametrii optimi implicai n erodarea cptuelii refractare. 6. Bibliografie 1. Ru, A. i Tripa, I. Metalurgia oelului. Editura Didactic i Pedagogic. Bucureti. 1973; 2. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975; 3. Vacu, S. .a. Elaborarea oelurilor aliate. Editura Tehnic. Bucureti. Vol. I. 1980; 4. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 5. Vacu, S. .a. Elaborarea oelurilor aliate. Editura Tehnic. Bucureti. Vol.al II-lea, 1983; 6. Tripa, I., Vacu, S., Berceanu, E. i Butnaru, I. Lucrri practice de metalurgia oelului. Universitatea Politehnica. Bucureti. 1975; 7. Brabie, V., Bratu, C., Toboc, P. i Neagu, G. Tehnologia elaborrii i turnrii oelului lucrri practice. Universitatea Politehnica. Bucureti. 1985.
124
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
O7. Influena maselotrii asupra gradului de compactitate al pieselor de oel 1. Scopul lucrrii Cauzele ce genereaz utilizarea maselotelor i metode de eliminare a microcavitilor de la piesele turnate din oel. 2. Consideraii generale Factorul principal ce determin mecanismul explicrii formrii retasurii este volumul specific. Volumul specific este volumul unitii de mas i se exprim n cm3/g, de exemplu. Volumul specific variaz cu temperatura conform relaiei (1/O7). (1/O7) v = v 0 ( 1 + b q ), 3 n care v reprezint volumul specific, n cm /g, la temperatura q; v0 volumul specific la temperatura de 00C; b coeficient de dilatare cubic, n 0C-1 ; q temperatura la care s-a realizat nclzirea metalului, n 0C. Relaia (1/O7) se poate explicita i pentru dimensiunile liniare de exemplu, lungimea , coeficientul de dilatare cubic, b, nlocuind-se cu coeficientul de dilatare liniar, a. ntre coeficienii a i b exist relaia (2/O7). b = 3a (2/O7)
Relaia 1/O7 este valabil pentru strile de agregare condense (solid i lichid), coeficientul de dilatare volumic n stare lichid fiind mai mare dect coeficientul de dilatare volumic n stare solid. Fie c oelul se toarn n form la temperatura de turnare q i c se adopt urmtoarele notaii : ql temperatura liniei lichidus; qs temperatura liniei solidus; q0 temperatura mediului ambiant; V volumul cavitii formei.
125
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
Volumul cavitii formei ar trebui s fie ocupat de o cantitate de oel solid egal cu m, conform relaiei (3/O7). V ms = gs V = , (3/O7) vs n care indicele s provine de la starea solid; g masa specific ; m = V/vs rezult din definiia volumului specific, respectiv v = V/m, n cm3/g. Aa cum s-a precizat,
v l > vs ,
(4/O7)
n care l se refer la starea lichid. Masa oelului lichid ce se toarn n cavitatea formei de volum V este dat de relaia (5/O7). V ml = gl V = , (5/O7) vl n care indicele l se refer la starea lichid. Avnd n vedere inegalitatea (4/O7) rezult c ml < ms (6/O7)
Prin urmare, analiznd inegalitatea (6/O7), rezult c masa de oel lichid turnat pentru obinerea unei piese, de exemplu, este mai mic dect masa piesei respective de la temperatura mediului ambiant, [1]. Diferena de mas este dat de relaia (7/O7).
D m =ms -ml =
V vs
V vl
= V
vl - vs vl vs
(7/O7)
La diferena de mas Dm corespunde o diferen de volum DV relaia (8/O7). (v - vs ) . DV = Dm v s = V l (8/O7) vl
126
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
DV reprezint un gol n pies provocat de compactizarea oelului lichid i se numete retasur. DV din relaia (8 /O7) se mai poate scrie i sub forma (9/O7). V v l - v q l + v ql - v s , (9/O7) vl n care v q l reprezint volumul specific la temperatura liniei lichidus; V Deoarece = m l , relaia (9/O7) devine (10/O7). vl (10/O7) DV = m 1 [ ( v 1 - v q 1 ) + ( v q 1 - v s ) ] DV = Din relaia (10/O7) rezult c retasura este proporional cu masa de oel lichid (volumul piesei turnate), contracia oelului lichid ntre temperatura de turnare i temperatura liniei lichidus i contracia oelului din intervalul de solidificare (ntre temperatura liniei lichidus i temperatura liniei solidus). Contracia n stare solid nu particip la formarea retasurii, [2], ns, influeneaz mrimea ei o micoreaz sau o mrete nesemnificativ. Din relaia (10/O7) se trage concluzia c factorul ml este specific fiecrei piese, prin volumul acesteia, diferena (vl v ql ) poate fi influenat prin temperatura de turnare temperatur de turnare mare nseamn contracie n stare lichid mare iar o temperatur de turnare mic nseamn contracie n stare lichid mic iar diferena v q l - v s este specific fiecrei mrci de oel. De la temperatura de turnare pn la temperatura mediului ambiant se disting urmtoarele trei tipuri de contracie: contracia oelului n stare lichid, n intervalul de temperaturi qtql qt = temperatura de turnare; ql temperatura liniei lichidus; contracia oelului n timpul solidificrii, n intervalul de temperaturi qlqs qs = temperatura liniei solidus;
[(
) (
)]
127
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
contracia oelului n stare solid, n intervalul de temperaturi qsq0 q0 = temperatura mediului ambiant. Eliminarea retasurii din piesele turnate de oel se realizeaz prin alimentarea continu cu oel lichid a cavitii formei aferente piesei propriu-zise, alimentare ce se realizeaz din nite adaosuri tehnologice denumite maselote. Retasura total corespunztoare piesei i maselotelor este amplasat n maselot, adic n afara piesei. Contracia n stare lichid se manifest prin scderea nivelului oelului lichid din maselote. Atunci cnd se vorbete despre retasur trebuie s se ia n consideraie rcirea oelului turnat, adic se apeleaz la contracie, ce, pe lng exprimarea cu diferenele ( v l - v ql ) i ( v ql - v s ) are i forma e, (se exprim n %), cu variantele urmtoare: e vl = a vl (q t - q l ) 100; e vcr = a vcr ( q l - q s ) 100 ; (11/O7) (12/O7) (13/O7)
e vs = a vs (q s - q 0 ) 100,
n care evl contracia volumic a oelului n stare lichid; evcr contracia volumic a oelului n timpul cristalizrii; evs contracia volumic a oelului n stare solid; avl coeficient de contracie volumic n stare lichid; avcr coeficient de contracie volumic n timpul cristalizrii; avs coeficient de contracie volumic n stare solid. Coeficientul de contracie n stare lichid depinde de temperatur, compoziia chimic a oelului i cantitatea de gaze ce se degaj din oel ca urmare a scderii solubilitii lor n oelul lichid o dat cu micorarea temperaturii i are o valoare ce se ncadreaz ntre limitele (0,4 1,6)10-4 oC-1. Pentru un procent de carbon, evl crete cu 2%. Variaia contraciei n stare lichid, pentru un procent de element de aliere, este urmtoarea : +0,0585% pentru Mn, +1,03% pentru Si, +1,70% pentru Al, +0,12% pentru Cr, 0,0354% pentru Ni, 0,53% pentru W, +0,50% pentru P etc. Contracia n timpul cristalizrii este cauzat de micorarea
128
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
brusc a volumului specific la trecerea oelului din starea lichid n starea solid i depinde de compoziia chimic a oelului. De exemplu, pentru un oel dat, contracia n timpul solidificrii are urmtoarele valori n funcie de coninutul de carbon: 0,10% pentru 2,0% C, 0,35% pentru 3,0% C, 0,45% pentru 4,3% C, 0,70% pentru 5,3% C etc. Echivalent cu coeficientul de dilatare volumic b relaia 2/O7 coeficientul de contracie volumic n stare solid avs este legat de coeficientul de contracie liniar n stare solid, als, prin relaia (14/O7). avs depinde de avs = 3als (14/O7) temperatur i de transformrile alotropice ce au loc n stare solid. De exemplu, pentru fier pur (echivalent cu un oel ce conine carbon n cantitate mic), als are urmtoarele valori n funcie de temperatur: 11,610-6 0C-1 pentru 0 0C, 12,710-6 0C-1 pentru 1000C, 13,510-6 0C-1 pentru 2000C, 14,810-6 0C-1 pentru 4000C, 16,010-6 0C-1 pentru 6000C etc. Contracia volumic total evt este dat de relaia (15/O7). evt = evl + evcr + evs (15/O7)
n tabelul (1/O7) se prezint estimativ, contracia volumic total pentru oeluri nealiate, n funcie de coninutul de carbon, precum i contracia volumic n stare lichid (la o supranclzire de 1000C), n timpul cristalizrii i n stare solid. Mecanismul formrii retasurii poate fi explicat i schematic, prin intermediul figurii 1/O7. Astfel, n faza iniial se toarn oelul lichid (7) prin alimentatorul (8) n cavitatea formei figura 1/O7, a. n momentul n care temperatura oelului lichid atinge temperatura liniei lichidus, la contactul metalului lichid cu amestecul de formare (sau cu pereii formei metalice) ncepe procesul de solidificare apare o crust (5) figura 1/O7,b. Ulterior, grosimea crustei crete (6) i ncepe s apar retasura (2*) din cauz c valoarea contraciei oelului n stare lichid este mult mai mare dect cea n stare solid (din crust) figura 1/O7, c. n acelai timp, se remarc apariia unei depresiuni n
129
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
retasur. Tabelul (1/O4) Valori estimative ale contraciei volumice totale pentru oeluri nealiate mpreun cu contraciile volumice n stare lichid la un grad de supranclzire de 1000C, n timpul cristalizrii i n stare solid, n funcie de coninutul de carbon.
Coninutul de carbon, % Contracia volumic n stare solid, evs, % Contracia volumic n timpul cristalizrii, evcr , % Contracia volumic n stare lichid, evl, % Contracia volumic total, evs, %
0,00 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00 1,50 2,00
6,67 6,50 6,47 6,41 6,38 6,35 6,38 6,37 6,35 6,34 6,29 6,10 5,85
1,98 3,12 3,39 3,72 4,03 4,13 4,04 4,08 4,05 4,02 3,90 3,13 2,50
1,51 1,50 1,50 1,59 1,59 1,62 1,62 1,62 1,68 1,68 1,75 1,96 2,11
10,16 11,12 11,36 11,72 12,00 12,10 12,04 12,07 12,08 12,04 11,94 11,19 10,46
130
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
Figura 1/O7. Schem reprezentnd modul de formare a retasurii: a faza iniial a umplerii cavitii formei ; b formarea unui strat solidificat (crust); c faz de solidificare n care contracia n stare lichid este mult mai mare dect contracia n stare solid; d faza final a solidificrii piesei; e faza final a solidificrii ansamblului pies - maselot; 1 maselot; 2 retasur principal n stadiul final; 2* retasur principal n formare; 3 cvasiretasur secundar cauzat de depresiune; 4 piesa turnat fr retasur; 4* pies turnat cu retasur (rebut); 5 crust n stadiul iniial; 6 crust cu grosimea n cretere avansat; 7 oelul lichid turnat n cavitatea formei n stadiul iniial; 8 zona de alimentare a cavitii formei.
Dac oelul lichid nu a fost tratat, prin metode consacrate, pentru degazare, el conine gaze dizolvate n stare molecular i atomic, gazele dizolvndu-se conform unor procese de tipul (16/O7). {G2} = 2[G] (16/O7)
Procesul (16/O7) este reversibil, avnd loc de la stnga spre dreapta n timpul creterii temperaturii oelului lichidul i de la dreapta spre stnga n timpul micorrii temperaturii oelului lichid. Echilibrul reaciei chimice (16/O7) este definit de constanta de echilibru K relaia (17/O7).
131
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
K=
2 a[ G]
p {G 2 }
f [2 [G ]2 G] p {G 2 }
(17/O7)
n care a[G] este activitatea termodinamic a gazului G n oelul lichid; p {G 2 } presiunea parial la echilibru a gazului G ; f[G] coeficientul de activitate termodinamic a gazului G n oelul lichid; [G] concentraia gazului G n oelul lichid. Din relaia (17/O7) se expliciteaz concentraia gazului G din oelul lichid, rezultnd relaia (18/O7).
[G] =
C f [G ]
p1/ 2 ,
{G 2 }
(18/O7)
n care C este o constant la o temperatur dat C = K . Relaia (18/O7) arat c proporia de gaz G din oelul lichid este cu att mai mic cu ct presiunea parial la echilibru a gazului G deasupra bii metalice este mai mic. Prin urmare, n atmosfera de depresiune creat n retasura n cretere (2*) se vor acumula gaze din oelul lichid aflat n zona central a piesei. Acumularea de gaze n interiorul piesei reprezint un efect negativ ce se adaug efectului negativ creat de retasur, efecte ce micoreaz caracteristicile mecanice de rezisten i, foarte accentuat, proprietile de plasticitate. Gradul de depresiune ce se creeaz n retasura n cretere (2*) este att de mare, nct, la nceputul solidificrii piesei, crusta de la partea superioar se deformeaz, aprnd o cvasiretasur la partea superioar a piesei turnate (3) , adic o concavitate. Dup terminarea solidificrii se obine piesa turnat (4*) ce, ns, reprezint un rebut deoarece este deformat (are concavitatea (3) la partea superioar) i are retasura (2). Eliminarea retasurii, dar i a concavitii de la partea superioar, din piesa turnat, se realizeaz prin alimentarea umplerea retasurii ce se formeaz n timpul solidificrii cu oel lichid din
132
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
maselot sub influena forelor gravitaionale. n acest caz retasura (2) se formeaz n maselot (1) ca de alt fel i concavitatea de la partea superioar a piesei (3), piesa (4) obinndu-se fr retasur sau deformaii cauzate de retasur. Din cauza depresiunii mari din retasur, crusta de sub concavitatea de la suprafaa piesei sau a ansamblului pies-maselot se poate crpa. Conform sursei [2], volumul de retasur se calculeaz cu relaia (19/O7).
DV = 100[ a vl ( q ml - q s ) + e v cr - 0,5a vs ( qs - q ms )] [1 - ( k t / 2 g )] ,
(19/O7)
n care qml reprezint temperatura medie a oelului lichid la sfritul turnrii n form; qms temperatura medie a oelului solid (solidificat) la sfritul turnrii n form; k coeficient de solidificare; g grosimea echivalent de perete ; t timpul de turnare; DV se exprim n %. n relaia (19/O7) k t / 2 g reprezint cantitatea de oel solidificat n timpul turnrii iar 1 k t / 2 g reprezint cantitatea de oel lichid care particip la formarea retasurii.
Figura 2/O7. Tipuri de retasur din punctul de vedere al gradului de dispersare: a concentrat ; b dispersat ; c mixt.
133
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
Din relaia (19/O7) rezult i c volumul retasurii scade dac viteza de turnare este mic i dac viteza de solidificare este mare.
Figura 3/O7. Tipuri de retasur din puntul de vedere al locului n care se formeaz: a deschis ; b deschis i lateral ; c nchis i cu o geometrie simpl ; d nchis i cu o geometrie complex ; e principal i secundar n nodul termic ; f principal i secundar n axa termic ; g axial ; retasura reprezint zona nnegrit.
Din punctul de vedere al gradului de dispersare, retasura poate fi concentrat macroretasur (figura 2/O7, a), dispersat microretasur (figura 2/O7, b) i mixt (figura 2/O7, c), [4]. Din punctul de vedere al locului n care se formeaz, lund n consideraie aceeai poziie a piesei n timpul turnrii i solidificrii figura 3/O7 exist urmtoarele tipuri de retasuri: deschis (a), deschis i lateral (b), nchis i cu o geometrie complex (c), nchis i cu o geometrie simpl (d), principal (e i f), secundar n nodul termic (e), secundar n axa termic (f) i axial (g). Aceast clasificare este relativ, n realitate existnd diferite combinaii ntre retasurile prezentate anterior. Se remarc i prezena curent a retasurilor nchise ce se formeaz n zona de influen a alimentatorului. Macroretasurile rezult n urma solidificrii unor cantiti mari de oel lichid iar microretasurile se formeaz prin solidificarea unor cantiti mici de oel lichid.
134
Influena maselotrii, asupra gradului de compactitate al pieselor de oel Figura 4/O7. Tipuri de microretasuri zonale: a n axa termic ; b n nodurile termice ; c n vecintatea alimentatorului.
n figura 4/O7 se prezint principalele tipuri de microretasuri zonale n axa termic (a), n nodurile termice (b) i n vecintatea alimentatorului (c). La modul general, retasura este influenat de urmtorii factori : compoziia chimic a oelului. Estimativ, volumul de retasur al oelului variaz ntre limitele 3 5%, volumul de retasur maxim obinndu-se n cazul coninutului de carbon de 0,5 0,7%. Oelurile cu un coninut de carbon mai mare sunt susceptibile de formarea microretasurilor ca urmare a creterii diferenei dintre temperaturile lichidus i solidus precum i a nrutirii condiiilor de autoalimentare a microretasurilor cu oel lichid. Deoarece elementele de aliere micoreaz conductivitatea termic a oelului i mresc diferena de volum specific dintre strile lichid i solid, volumul de retasur al oelurilor aliate este mai mare dect cel al oelurilor carbon. Volumul macroretasurilor, la oelurile cu grad de aliere mare, este cu mult mai mare dect cel al oelurilor carbon, cu acelai coninut de carbon. Cu excepia oelurilor cu grad de aliere mare pentru mangan, consumul de oel lichid, n cazul oelurilor cu grad de aliere mare este mai mare dect cel de la oelurile carbon cu 10 30%. Deoarece gazele creeaz contrapresiune n microretasuri, volumul microretasurilor se mrete. Microretasurile cresc i dac exist valori mari ale conductivitii termice, capacitii termice masice i cldurii latente de solidificare ale oelului ; natura formei. O dat cu creterea coeficientului de acumulare al cldurii formei, s mresc vitezele de rcire i de solidificare, ceea ce nseamn micorarea zonei bifazice, rezultatul fiind creterea volumului macroretasurii ;
135
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
condiiile de turnare. O dat cu mrirea temperaturii de turnare se mrete contracia n stare lichid, ceea ce nseamn mrirea volumului retasurii. Cu ct durata de turnare este mai mare, deoarece o parte din contracie este compensat n timpul umplerii formei, volumul total al retasurii se micoreaz. Modul de amplasare a alimentatorului cavitii formei influeneaz gradientul de temperatur, respectiv condiiile de solidificare dirijat (pentru piesele la care se asigur solidificarea dirijat i care se toarn direct, se indic o temperatur de turnare mare i o vitez mic de turnare ; pentru piesele la care se asigur o solidificare simultan i care se obin prin turnare n sifon, se indic o temperatur mic de turnare i o vitez mare de turnare); geometria pieselor turnate. Geometria piesei turnate se implic asupra volumului, formei i poziiei retasurii. Construcia piesei turnate trebuie s corespund unuia din cele dou principii ce stau la baza obinerii de piese cu compactitate mare solidificarea simultan (se consum mai puin oel, maselota este mai mic, adaosurile de prelucrare pot lipsi, apar microretasuri n axa termic scade compactitatea pieselor) sau solidificarea dirijat (este abordat n cazul pieselor de importan mare). n figura 5/O7 se prezint modificri constructive ale unei piese turnate cu scopul obinerii unei solidificri dirijate a i a unei solidificri simultane b (s-a utilizat metoda cercurilor nscrise rostogolirea sferelor de la partea inferioar a pieselor spre partea lor superioar). Dac piesa are o grosimea uniform de perete, solidificarea are loc simultan, rezultnd o retasur concentrat la partea superioar ce se continu cu microretasuri n axa termic denumite porozitate axial. Dac piesa are la partea superioar pereii mai groi, rezult n zona superioar o retasur concentrat (zona groas alimenteaz cu oel lichid zona subire a peretelui). Dac piesa are noduri termice, n acestea se formeaz retasuri concentrate denumite i secundare.
136
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
Figura 5/O7. Modificri constructive ale unei piese turnate n vederea obinerii unei solidificri dirijate (a) i simultane (b) : AP adaosul de prelucrare.
Cu scopul eliminrii riscului de apariie a retasurii n piesele turnate de oel, se apeleaz la maselote, rcitoare interioare, rcitoare exterioare i modificri constructive ale piesei. Pentru ca o maselot s-i ndeplineasc rolul trebuie s ndeplineasc urmtoarele trei condiii: s fie corect amplasat; s se solidifice n zona de alimentare dup ce s-a solidificat peretele piesei pentru care acioneaz; n tot timpul solidificrii peretelui pentru care acioneaz, n maselot trebuie s existe un exces de metal lichid necesar compensrii contraciei volumetrice din peretele respectiv. Utilizarea maselotelor pentru obinerea pieselor turnate de oel este obligatorie i conduce i la creterea consumului de oel lichid micorarea indicelui de scoatere (conform [5], oelul lichid din maselot poate fi nlocuit i cu materiale nemetalice, cum ar fi bazaltul lichid supranclzit etc.) i la cheltuieli suplimentare pentru detaarea lor. Maselotele ce se utilizeaz n practic se clasific dup mai multe criterii, cele mai utilizate fiind urmtoarele : cu aciune direct (aezate deasupra piesei i pot fi nchise sau deschise) ; cu aciune indirect (aezate lateral fa de pies i sunt
137
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
numai nchise) ; nchise (nu au contact direct cu atmosfera); deschise (au contact direct cu atmosfera); cilindrice, tronconice, prismatice, ovale, combinate etc.; amplasate n contact cu amestecul de formare; izolate termic de amestecul de formare cu materiale ce au conductibilitatea termic mic; izolate de amestecul de formare sau nvelite n materiale exoterme ; nc lzite cu surse calorice exoteme (arc electric, ardere de combustibil etc.); care acioneaz fr msuri suplimentare privind presiunea ; care acioneaz cu presiune atmosferic sau cu presiunea unor gaze; strangulate la contactul cu piesa, cu scopul elimin rii prin oc mecanic (manual sau cu ciocane); fr stangulare la contactul cu piesa (se elimin prin tiere cu flacr oxiacetilenic sau alte metode); alctuite din alt material dect oelul etc. Amplasarea maselotelor trebuie s respecte urmtoarele reguli, [2]: se amplaseaz n prile cele mai groase ale piesei; se amplaseaz n prile cele mai nalte ale piesei ; s determine accelerarea solidificrii nodurilor de la partea inferioar a piesei ; s asigure solidificarea piesei de jos n sus n cazul n care sunt amplasate la niveluri diferite, n caz contrar existnd riscul ca maselotele amplasate la partea superioar s alimenteze doar zonele de perei din imediata vecintate iar zonele intermediare s nu fie alimentate cu oel lichid; nu trebuie s fie amplasate n zonele cu tensiuni mari generate de frnarea contraciei de ctre form genereaz crpturi; se amplaseaz, de regul, pe suprafeele ce sunt prevzute cu prelucrare mecanic n caz contrar se impun msuri consacrate de finisare a respectivelor suprafee afectate de metodele de eliminare a
138
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
maselotelor; nu se amplaseaz n apropierea alimentatoarelor deoarece oelul lichid din alimentator i din maselot nclzete n mod suplimentar amestecul de formare din zona respectiv, astfel micorndu-se viteza de solidificare; s nu creeze noduri termice suplimentare; s nu frneze contracia piesei; s nu creeze dificulti la tehnologia de obinere a formei; s nu afecteze dezbaterea piesei turnate; amplasarea n mod optim, cu scopul ca s alimenteze cu oel lichid mai multe zone ale piesei; dac n form se obin mai multe piese, se amplaseaz maselotele n aa fel nct s alimenteze mai multe piese; se prefer maselotele nchise deoarece se umplu n mod corespunztor (se elimin deficitul sau surplusul de metal lichid), se elimin riscul de acces n cavitatea formei de impuriti (inclusiv de amestec de formare), este posibil mbuntirea alimentrii cu oel lichid prin utilizarea presiunii atmosferice sau a unor gaze etc. Geometria maselotelor trebuie s aib n vedere c o maselot trebuie s se solidifice n urma piesei, adic trebuie s asigure un raport minim ntre suprafa i volum, adic pierderi minime de cldur. Deoarece sfera, ce corespunde pierderilor minime de cldur, este dificil de abordat ca geometrie pentru maselote, din considerente practice, se recomand forma cilindric (varianta cea mai bun este cu terminaie sferic) i apoi cea oval, urmnd forma ptrat i n final cea dreptunghiular. Zona de influen a unei maselote este n funcie de presiunea pe care aceasta o exercit asupra oelului lichid ce trebuie s alimenteze retasurile i de grosimea pereilor piesei. La modul general, n cazul maselotelor ce acioneaz fr msuri suplimentare privind presiunea, zona de influen a unei maselote se ncadreaz ntre limitele urmtoare (conform autorului B.B. Guleaev): 200 300 mm, n cazul pieselor cu grosimea de perete mai mic de 20 mm ; 300 400 mm, n cazul pieselor cu grosimea de perete
139
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
cuprins n intervalul 20 40 mm ; 350 450 mm, n cazul pieselor cu grosimea de perete de ordinul a 50 mm. Autorii H.F. Bishop i W. Pellini, [2], consider c la captul plcilor, barelor etc. exist un efect de capt pe o distan mai mare dect grosimea peretelui de 2,5 ori, distan n care nu exist retasuri, datorit schimbului de c ldur mai intens la muchii i la coluri. Amplasarea maselotelor la o distan fa de capt de maximum 4,5 ori mai mare dect grosimea peretelui, a artat c nu exist retasuri n zona de la capt pn la maselot. Aadar, zona de influen a unei maselote ar fi dublul grosimii peretelui, n zonele din afara acestei distane constatndu-se apariia porozitii axiale. Esenial este, ns, ca de la captul piesei pn la maselot s existe un gradient de temperatur n timpul solidificrii, adic temperatura oelului lichid dinspre captul peretelui s fie mai mic dect temperatura oelului lichid dinspre zona situat n apropierea maselotei n caz contrar, dac peretele se solidific simultan din toate prile, rezultnd porozitatea axial. 3. Modul de lucru Se elaboreaz o marc de oel ce conine 0,4 0,5% C, n cuptorul electric cu nclzire prin inducie cu capacitatea de 30 kg de oel. Se realizeaz dou forme ale cror caviti au geometriile prezentate n figura 6/O7 a, cavitate fr maselot ; b, cavitate cu maselot. Alimentarea cavitii formei se realizeaz prin planul de separaie, frontal. Se toarn oelul n cele dou forme la aceeai temperatur. Dup rcire i dezbatere se secioneaz cele dou piese turnate prin axa de simetrie longitudinal, prin mijloace mecanice. 4. Msuri speciale de asigurare a securitii muncii Se aplic msurile de la lucrarea O3.
140
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
Figura.6/O7. Desenele pieselor ce se toarn pentru analiza influena maselotrii asupra gradului de compactitate al lor : a pies fr maselot ; b pies cu maselot.
5. Interpretarea rezultatelor
Se analizeaz vizual cele dou piese, n seciune longitudinal, din punct de vedere al gradului de compactitate, trgndu-se concluzii n ceea ce privete toate aspectele de la paragraful consideraii generale. 6. Bibliografie 1. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 2. Bratu, C., Butnaru, I., Munteanu, V. i Sofroni, L. Maselote pentru piese i lingouri turnate din oel. Editura Tehnic. Bucureti. 1993; 3. Vacu, S., .a. Elaborarea oelurilor aliate. Vol. I. Editura Tehnic. Bucureti. 1980; 4. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975;
141
Influena maselotrii, asupra gradului de compactitate al pieselor de oel
5. Barbu, G. i Cojocaru-Filipiuc, V. Procedeu de diminuare a consumului de metal n maselote n cazul aliajelor turnate. Brevet Romnia, nr. 105.665, 1992.
142
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
O/11. Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate 1. Scopul lucrrii Importana eliminrii inconvenientelor structurii secundare i mecanismul acesteia. 2. Consideraii generale Constituienii metalografici ai structurii secundare, prezentai la lucrrile O4 i F9, sunt ferita normal i Widmannsttten, perlita, cementita secundar i cementita Widmannsttten. Piesele turnate au, de regul, configuraii complexe i grosimi de perete diferite, turnarea realizndu-se n forme temporare sau permanente ce au coeficieni de conductibilitate termic foarte diferii. Aceste particulariti, alturi de temperatura de turnare, tehnologia de formare i turnare etc. fac ca viteza de rcire s fie diferit la aceeai pies, ceea ce n final determin neomogeniti structurale i chimice, cristalite cu geometrii diferite, acestea variind de la forme relativ echiaxiale, la forme aciculare, grade de dispersie diferite ale constituienilor metalografici, adic anizotropii structurale i, n final, anizotropii ale caracteristicilor mecanice i fizice. Semnificativ este i starea de tensiuni determinat de formaiunile structurale aciculare, cu vrfurile ascuite, stare de tensiuni suplimentare cauzat de fenomenul de cretere. De exemplu, se prezint n figura 1/O11 structura secundar a unui oel hipoeutectoid cu 0,32% C, n stare brut turnat, reprezentnd o bar cu seciunea transversal cilindric (diametrul de 50 mm), mrirea x200, structur ce const din ferit i perlit ferita are o geometrie foarte diferit, ns predomin formele alungite, chiar aciculare a nu se confunda cu ferita Widmannsttten. n secvena a. se prezint structura secundar de la marginea probei, adic n condiii de rcire cu vitez mare iar n secvena b. se prezint structura secundar din mijlocul probei, adic n condiii de rcire cu vitez mic. Se observ influena vitezei de rcire asupra gradului de fine e al structurii secundare la marginea probei, prin comparaie cu mijlocul
143
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
probei, cristalitele de ferit fiind mai fine. ns, indiferent de mrimea vitezei de rcire, formaiunile structurale au forme alungite i aciculare coluroase ceea ce este necorespunztor, [1]. Oelurile nealiate ce se utilizeaz pentru obinerea de piese prin turnare, n mod curent, se mai numesc oeluri cu coninut mediu de carbon, au coninutul de carbon ce se situeaz n intervalul 0,250,55%, au proporia de perlit variind ntre 30% i 60% i se mai numesc oeluri de turntorie universale. Oelurile cu coninut mediu de carbon sunt standardizate n funcie de rezistena de rupere la traciune, dup tratamentul termic de recoacere de omogenizare, aceasta variind ntre limitele 500 600 N/mm2. Coninutul de carbon depinde de caracteristicile mecanice de rezisten, configuraia pieselor i tratamentul termic propus s fie aplicat. Mai puin utilizate sunt oelurile de turntorie ce au coninut mic de carbon (maximum 0,25%), conin circa 20% perlit, sunt hipoeutectoide ca i oelurile de turntorie universale, au rezistena la traciune de 400 500 N/mm2 i au ca particularitate important reziliena (KCU) mare 4 5 daJ/cm2. Proprietile de turnare ale acestor oeluri sunt mai puin corespunztoare.
a.
b.
Figura 1/O11. Structura secundar a unui oel hipoeutectoid, cu 0,32% C, pentru o bar cilindric cu diametrul de 50 mm : a la marginea probei; b n mijlocul probei; mrirea x200.
144
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
De asemenea, se mai utilizeaz n practic, la o scar redus fa de oelurile de turntorie universale, oelurile cu un coninut de carbon mare (0,55 2,00). Aceste oeluri sunt hipoeutectoide, eutectoide i hipereutectoide. De exemplu, se prezint n figura 2/O11 structura secundar a unui oel hipoeutectoid (0,65% C) a. , a unui oel eutectoid (0,85% C) b. i a unui oel hipereutectoid (1,3% C) c. Structura secundar este perlitoferitic, la oelurile hipoeutectoide,
a.
b.
Figura 2/O11. Structura secundar a trei oeluri cu coninut de carbon mare: a 0,65% (hipoeutectoid) ; b 0,85% (eutectoid) ; c 1,3% (hipereutectoid); mrirea x100.
c.
145
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
perlitic, la oelurile eutectoide i perlitocementitic, la oelurile hipereutectoide. Se observ ferita sub form de reea ce s-a format la limita grunilor de austenit, ntr-un "ochi" de ferit fiind mai muli gruni de perlit structura a. , o mas metalic n totalitate perlitic structura b. i o reea de cementit secundar la limita fotilor gruni de austenit, ntr-un "ochi" de cementit secundar fiind mai muli gruni de perlit structura c. Asemenea oeluri au drept caracteristici de baz rezistena la uzare abraziv i susceptibilitatea de tensionare n condiii de rcire cu vitez mare. Cele trei categorii de oel menionate anterior se mai pot numi i oeluri carbon. Transformrile structurale pe care le suport oelurile carbon n timpul tratamentelor termice se studiaz cu diagrama Fe-C, metastabil, n figura 3/O11 prezentndu-se partea din diagrama de echilibru n care sunt reprezentate oelurile carbon i domeniile de temperaturi maxime pn la care se nclzesc oelurile n vederea unor tratamente termice. Oelurile carbon nu se utilizeaz n stare brut turnat. Tratamentele termofizice ce se pot aplica oelurilor carbon sunt recoacerea, clirea, revenirea i tratamente termomecanice. Recoacerea poate fi de omogenizare, normalizare, nmuiere (globulizare), recristalizare (regenerare sau recoacere complet) i detensionare. 2.1. Recoacerea de omogenizare Recoacerea de omogenizare urmrete uniformizarea prin difuzie a pieselor brut turnate din punct de vedere chimic, fizic i structural. Obiectivul principal al acestei lucrri este omogenizarea structural a oelurilor carbon. La lucrarea O4 s-a prezentat fenomenul de segregare i de separare a incluziunilor nemetalice, consecinele negative respective putnd fi diminuate semnificativ. Recoacerea de omogenizare const din urmtoarele etape:
146
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
nclzire n domeniul austenitic, meninere, rcire pn la temperatura de 6800C i rcirea n aer pn la temperatura mediului ambiant. Viteza de nclzire trebuie s fie mic din cauza nivelului relativ ridicat de tensiuni din piesele turnate. Se recomand o vitez de nclzire, fr paliere de meninere de maximum 1000C/h, [3]. Sursa [1] indic o vitez de nclzire de 501000C/h, sursa [2] indic o vitez de nclzire de maximum 500C/h iar sursa [4] indic valori de 20400C/h. Meninerea se face la o temperatur cuprins n intervalul 1.000 1.2500C, adic la circa 2000C sub temperatura corespunztoare liniei solidus din diagrama de echilibru Fe-C. Prin urmare, meninerea se realizeaz n domeniul austenitei granulare. Timpul de meninere este de 23 min/1 mm din grosimea maxim a pereilor pieselor sau de 1h/25 mm din grosimea maxim a pereilor pieselor, [1], [4], la care se adaug 46 h pentru difuzia carbonului i a celorlalte elemente chimice (primii timpi menionai au ca scop egalizarea temperaturii pe toat grosimea pereilor pieselor). Dup meninere, urmeaz rcirea pn la temperatura de 0 680 C sau pn la o temperatur sub cea eutectoid (chiar pn la temperatura de 4000C) cu o vitez de 20 500C/h pentru a nu introduce tensiuni suplimentare n piese. De la temperatura de 6800C (sau mai mic) rcirea se face n aer liber. Meninerea n domeniul austenitic este cea care activeaz procesul de difuzie pe toat grosimea pereilor pieselor, determinnd o omogenizare chimic a pieselor. Pentru unele piese, durata de meninere se poate extinde pn la 40 ore, adic o durat foarte mare, ceea ce poate determina creterea excesiv a dimensiunilor grunilor de austenit, cu att mai mult cu ct temperatura de meninere este mai mare. Conform [5], exist o dimensiune critic a grunilor de austenit, ncepnd de la care, pentru dimensiuni mai mari, chiar i n cazul vitezelor de rcire foarte mici (de ordinul de mrime cu cel al echilibrului) se obine ferita Widmannsttten sau, dup caz, cementita Widmannsttten, la temperatura A3, respectiv temperatura Acem.
147
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
Figura 3/O11. Diagrama Fe-C metastabil reprezentare parial (partea referitoare la oelurile carbon) cu specificarea domeniilor de temperaturi maxime pn la care se nclzesc oelurile pentru unele tratamente termice.
148
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
Durata recoacerii de omogenizare poate dura pn la 50 ore sau chiar mai mult, ceea ce mrete costul pieselor turnate. Structura secundar rezultat este omogen, ns, se apreciaz c mrimea granulaiei este destul de mare, ceea ce impune combinarea recoacerii de omogenizare cu alte tratamente termofizice sau aplicarea acestora ulterior. Recoacerea de omogenizare se recomand pieselor din oel pentru automate ce conin 0,08 0,20% sulf cu scopul atenurii fragilitii la rou n timpul laminrii la cald i oelurilor complex aliate cu molibden. Sursa bibliografic [6] indic pentru recoacerea de omogenizare denumirea de recoacere de difuzienormalizare detensionare. Deoarece recoacerea de omogenizare are la baz desfurarea proceselor de difuzie cu scopul micorrii segregaiilor elementelor chimice, n literatura de specialitate mai este cunoscut cu denumirea de recoacere de difuziune sau recoacere de difuzie. Ca regul general, recoacerea de omogenizare se aplic pieselor de dimensiuni mari (cu perei groi) ce sunt puternic segregate. n timpul meninerii n domeniul austenitic are loc oxidarea puternic a carbonului i deci decarburarea semnificativ a oelului. elul final al recoacerii de omogenizare este mrirea caracteristicilor mecanice de rezisten i a tenacitii pieselor de oel. nclzirea se poate realiza i n dou trepte, adic cu dou paliere de meninere intemediar. n timpul nclzirii, prima transformare ce are loc este disocierea cementitei teriare n fier i carbon i apoi difuzia carbonului prin ferit. Disocierea cementitei teriare are loc datorit instabilitii cementitei teriare, instabilitate ce crete o dat cu mrirea temperaturii. n plus, solubilitatea carbonului n ferit se mrete odat cu mrirea temperaturii, de la 0,006% punctul Q la 0,0218% punctul P. Cementita teriar se descompune att de la limita cristalitelor de ferit ct i de la limita formaiunilor de ferit din perlit. Descompunerea cementitei teriare are loc de la temperatura
149
mediului ambiant pn la temperatura eutectoid (7270C n sistemul binar Fe-C metastabil). La temperatura eutectoid perlita se transform n austenit granular. Mai precis ferita i cementita din perlit se transform n austenit. Practic se transform ferita ce are 0,0218% C i cementita ce are 6,67% C, austenita avnd la temperatura eutectoid 0,77% C. Transformarea perlitei n austenit este un fenomen de difuzie i are loc cu micorarea de volum deoarece masa specific a austenitei este mai mare dect masa specific a cementitei ntregul proces este dictat de mrimea vitezei de nclzire ce trebuie s aib valori mici, structura iniial i compoziia chimic a oelului. Perlita poate fi lamelar sau globular. Germenii de austenit se formeaz la interfeele dintre ferita i cementita din perlit. n figura 4/O11 se prezint, schematic, germinarea austenitei n cazul perlitei lamelare a. i n cazul perlitei globulare b.
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
Figura 4/O11. Schema germinrii austenitei, n timpul nclzirii, la temperatura eutectoid: aperlita lamelar ; b perlita globular.
Procesul de omogenizare n carbon i alte elemente chimice a austenitei are loc n urmtoarele trei etape, prezentate n figura 5/O11: etapa I formarea austenitei n ntregul volum (Ia, Ib, Ic); etapa a II-a dizolvarea particulelor de carburi (II); etapa a III-a omogenizarea austenitei n carbon, dar i n alte elemente chimice. Deoarece transformarea perlitei n austenit este iniiat la interfeele ferit-cementit, va fi cu att mai rapid cu ct interfeele respective au o suprafa mai mare, ceea ce nseamn c n cazul perlitei lamelare viteza de transformare a perlitei n austenit este cea mai mare.
150
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
Figura 5/O11. Schema omogenizrii austenitei n carbon i alte elemente chimice : F ferit ; K cementit ; A* austenit cu un coninut mai mare de carbon i alte elemente chimice ; A austenit omogen din punct de vedere chimic.
Cu ct carburile din perlit au dimensiuni mai mici, cu att omogenizarea austenitei se face ntr-un timp mai mic. nclzirea cu viteze mari deplaseaz spre temperaturi mai mari dect cea eutectoid transformarea perlitei n austenit. Dac n compoziia oelului intervin elemente de aliere ce formeaz carburi (Cr, V, Mo etc.), viteza de transformare a perlitei n austenit se micoreaz, iar dac intervin elemente de aliere ce nu formeaz carburi (de exemplu, Ni) viteza de transformare a perlitei n austenit se mrete. La temperaturi mai mari dect temperatura eutectoid, are loc transformarea feritei hipoeutectoide n austenit la oelurile hipoeutectoide i transformarea cementitei secundare n austenit la oelurile hipereutectoide. Transformarea feritei hipoeutectoide n austenit este un proces pe baz de difuzie. Ferita hipoeutectoid este amplasat la limita fotilor gruni de austenit. Prin urmare, carbonul din cristalele de ferit difuzeaz i se aranjeaz ntr-o reea cubic cu fee centrate numit austenit, austenita avnd masa specific mai mare dect a feritei. Acelai fenomen de difuzie are loc i n cazul transformrii feritei Widmannsttten n austenit, ferita Widmannsttten fiind amplasat (sub form lamelar n spaiu) n interiorul fotilor gruni de austenit. Cementita secundar se disociaz n fier i carbon, carbonul
151
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
difuznd n fier i determinnd formarea soluiei de interstiie de carbon n fier gama, adic a austenitei. Cementita secundar este amplasat la limita fotilor gruni de austenit. i cementita Widmannsttten disocieaz n fier i carbon, carbonul difuznd n fier i formnd austenita. Cementita Widmannsttten se afl, sub form de lamele n spaiu sau sub form acicular n plan, n interiorul fotilor gruni de austenit. Mrimea vitezei de nclzire dicteaz temperatura la care se finalizeaz transformarea feritei hipoeutectoide i cementitei secundare (normale i Widmannsttten) n austenit. Dup ce oelul a ajuns n domeniul austenitic, se observ, o dat cu creterea temperaturii, mrirea grunilor de austenit. Mrimea iniial a grunilor de austenit depinde de structura perlitei. Dac perlita este globular, fiecare cristalit de cementit constituie un germene din care se dezvolt un grunte de austenit figura 4/O11. Prin urmare, se obine, iniial, un numr mic de gruni de austenit i gruni de mrime mare. n cazul n care perlita este lamelar, numrul de germeni de austenit este mare (figura 4/O11, a), rezultnd un numr mare de gruni de austenit de mrime mic. Din punctul de vedere al capacitii de cretere a grunilor de austenit, n timpul nclzirii, exist urmtoarele dou categorii de oeluri: oeluri cu tendin redus de cretere a grunilor de austenit; oeluri cu tendin accentuat de creterea a grunilor de austenit. Capacitatea de cretere a grunilor de austenit, n timpul nclzirii, pentru un oel, se numete grunte ereditar. Aadar, oelurilor cu tendin redus de cretere a grunilor de austenit au grunii ereditari mici iar oelurile cu tendin accentuat de cretere a grunilor de austenit au grunii ereditari mari. La oelurile cu gruni ereditari mici, grunii de austenit ncep s creasc la temperaturi de 1.0001.1000C, creterea fiind brusc, n timp ce la oelurile cu gruni ereditari mari, grunii de austenit ncep s creasc imediat dup temperatura eutectoid.
152
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
Dac un oel cu grunte ereditar mic este nclzit n domeniul austenitic la temperaturi mici, poate avea gruni reali de dimensiuni mici, ns, dac este nclzit, n aceleai domeniu, la temperaturi mari, structura austenitic se obine grosolan gruni reali de dimensiuni mari, [7]. Oelurile hipereutectoide au gruntele ereditar mai mic n raport cu oelurile hipoeutectoide. Titanul, wolframul, vanadiul reduc tendina de cretere a grunilor de austenit. Oelurile dezoxidate numai cu feromangan (necalmate) sau cu feromangan i ferosiliciu, au gruntele ereditar mare, oelurile dezoxidate suplimentar i cu aluminiu, fiind oeluri cu gruntele ereditar mic (particulele de Al2O3 ce se depun la limita dintre grunii de austenit, frneaz creterea grunilor respectivi, ns, dac oelul se supranclzete n mod avansat, particulele de Al2O3 se dizolv n matricea metalic iar grunii de austenit cresc foarte mult, chiar depind mrirea grunilor cu grunte ereditar mare). n timpul rcirii oelului din domeniul austenitic, n condiiile n care viteza de rcire este mic, germenii de ferit preeutectoid, la oelurile hipoeutectoide, se formeaz la limita grunilor de austenit ncepnd cu temperatura corespunztoare liniei Ar3 i pn la temperatura liniei Ar1. Astfel, grunii de perlit vor fi nconjurai de grunii de ferit preeutectoid. O asemenea structur se numete celular. n timpul rcirii oelurilor hipereutectoide, ntre liniile Acem i Ar1, la limita grunilor de austenit germineaz i cresc cristalite de cementit secundar. Grunii de perlit sunt nconjurai de o reea de cementit secundar. La temperatura eutectoid, austenita se transform n perlit conform unui mecanism nc neclarificat, n condiii de echilibru. n realitate, rcirea nu este de acelai ordin de mrime cu cea n condiii de echilibru, transformarea austenitei avnd loc ntr-un interval de temperaturi. La oelurile hipoeutectoide viteza de rcire, prin cretere, deplaseaz punctul S al diagramei de echilibru Fe-C metastabile nspre stnga i n jos, iar la oelurile hipereutectoide, nspre dreapta i
153
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
n jos. O dat cu mrirea vitezei de rcire, peste cea de echilibru, se micoreaz i temperaturile liniilor Ar3, Ar1 i Acem, Ar3 i Acem mai mult dect Ar1, respectiv Ar3 mai mult dect Ar1, pentru ca la o vitez critic de rcire intervalul dintre Ar3 i Ar1, i de asemenea, dintre Acem i Ar1 s dispar nu se mai separ din austenit, ferit preeutectoid i cementit secundar. 2.2. Recoacerea de recristalizare recoacerea complet (regenerare) sau
Scopul recoacerii complete este frmiarea, nlturarea structurii Widmannsttten i obinerea unei structuri fine i uniforme. Recoacerea complet const n nc lzirea continu cu viteza de maximum 500C/h pn n domeniul austenitic, la o temperatur de Ac3+30 500C, pentru oelurile hipoeutectoide, i de Acem +30 500C, pentru oelurile hipereutectoide. Urmeaz meninerea de o or pentru fiecare 25 mm din grosimea celui mai gros perete, adic att timp ct structura s devin austenitic n toat piesa. n final, piesa se rcete n cuptor cu o vitez de maximum 500C/h (se recomand 1020 0C/h) pn la temperatura de 4000C (n general, pn la o temperatur subeutectoid) i apoi n aer liber pn la o temperatura mediului ambiant. Prin recoacere complet se obine un numr mai mare de gruni de ferit i perlit lamelar, uniform repartizai pe grosimea pereilor pieselor, la oelurile hipoeutectoide, i un numr mai mare de gruni de perlit i de cementit secundar fin cu grad de uniformitate mare pe grosimea pereilor pieselor, la oelurile hipereutectoide. Tratamentul termofizic de recoacere complet nu schimb proporia constituienilor metalografici din piesele brut turnate. Recoacerea complet mrete rezistena la traciune i proprietile de plasticitate datorit uniformizrii structurii, creterii numrului de gruni secundari, obinerii grunilor echiaxiali i finisrii cristalitelor de cementit secundar. De exemplu, n tabelul 1/O11 se prezint influena recoacerii complete asupra unui oel de
154
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
turntorie universal, hipoeutectoid. nclzirea pentru recoacerea complet se poate realiza i n dou trepte de prenclzire (cu dou paliere de meninere), la temperatura de 6000C, respectiv la temperatura de 8000C. 2.3. Recoacerea de normalizare Recoacerea de normalizare se aplic, n general, dup recoacerea complet, cu scopul mbuntirii proprietilor. Scopul recoacerii de normalizare este obinerea unei granulaii fine, uniformizarea structurii pe grosimea pereilor pieselor i creterea gradului de dispersie al perlitei lamelare. n general, normalizarea se recomand oelurilor hipoeutectoide nealiate i slab aliate ce conin 0,20,4% C. Recoacerea de normalizare const n nclzirea pieselor de oel n mod continuu, cu viteza de nclzire de 500C/h, sau n trepte, cu trepte de prenclzire la temperaturile de 6000C i 8000C, pn la temperaturi de AC3+ 50 800C, n cazul oelurilor hipoeutectoide (oelurile hipereutectoide se normalizeaz prin nclzire la temperatura Acem+50800C, numai dup clire). Durata de meninere n domeniul austenitic este, n general, de 1 h pentru fiecare 25 mm din grosimea maxim a pereilor pieselor din ncrctura cuptorului de tratament termofizic. Dup meninerea n domeniul austenitic, urmeaz rcirea n aer linitit sau n aer vehiculat cu ajutorul ventilatoarelor, pn la temperatura mediului ambiant. Rcirea n aer determin ca la temperatura eutectoid viteza de rcire s fie 2.5006.0000C/h, rezultnd un mare numr de gruni secundari. Viteza mare de rcire determin crearea de tensiuni n piesele turnate, ceea ce impune aplicarea respectivelor piese a unei recoaceri de detensionare. Rcirea n aer liber se face pentru piesele cu perei subiri. n cazul pieselor cu perei groi rcirea se face n curent de aer sau n cea. Trebuie s se acorde importan i distanei dintre piese, nct
155
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
acestea s nu se influeneze reciproc. Tabelul 1/O11 Influena recoacerii complete, a recoacerii de normalizare simpl i a recoacerii de normalizare dubl asupra unor caracteristici de rezisten mecanic i de plasticitate, pentru un oel turnat cu 0,34% C, 0,80% Mn, 0,40% Si, 0,05% S, 0,057% P i 0,042% Al.
Caracteristici mecanice i de plasticitate Limita a StriciuTipul tratamentului Rezisten Alungide Reziliena, Duritatea, la nea termofizic curgere, rea, n traciune, (gtuirea), n daJ/cm2 n HB % n n % n N/mm2 N/mm2 179 Stare brut turnat 508 310 14,5 16,3 1,9
Recoacere complet (nclzire la temperatura de 9000C, rcire n cuptor pn la temperatura de 4000C i apoi rcire n aer) Normalizare simpl (nclzire la temperatura de 9300C i apoi rcire n aer liber) Normalizare dubl (prima normalizare cu nclzire la temperatura de 9300C iar a doua normalizare cu nclzire la temperatura de 8300C, rcirile ulterioare fiind n aer liber)
588
330
18,8
23,0
2,8
179
678
439
15,0
18,5
4,9
183
650
415
18,8
21,0
5,3
175
Dac piesele de oel brut turnat se supun unui tratament dublu
156
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
de recoacere de normalizare, gradul de finisare a structurii secundare se mrete. n tabelul 1/O11 se prezint mbuntirea unor caracteristici mecanice de rezisten i a unor proprieti de plasticitate, pentru un oel de turntorie universal, printr-o recoacere de normalizare simpl i o recoacere de normalizare dubl. 2.4. Recoacerea de detensionare Scopul recoacerii de detensionare este eliminarea tensiunilor interne provenite din turnare sau din remanierea prin sudare a eventualelor defecte de turnare, dar i provenite din recoacerea de normalizare cauzate de geometria complex. Recoacerea de detensionare const n nclzirea pieselor de oel cu viteza de 101000C/h pn la temperaturi de 4006500C, n mod curent, pn la temperatura de 600100C urmat de meninerea timp de 1 or pentru fiecare 25 mm din grosimea maxim a pieselor din cuptorul de tratament termofizic. Se recomand ca durata de meninere s nu fie mai mic de o or iar la durata calculat prin metoda anterioar, s se mai adauge 24 h, cu scopul eliminrii complete a tensiunilor interne. Aadar, n timpul recoacerii de detensionare, nu au loc transformri de faz. Dup meninerea la temperaturi subeutectoide, urmeaz rcirea n cuptor, pn la temperatura de 2000C, cu viteza de maximum 500C/h, iar ulterior se face rcirea n aer linitit pn la temperatura mediului ambiant. 2.5. Recoacerea de nmuiere (globulizare) Recoacerea de nmuiere are ca scop mbuntirea prelucrabilitii prin achiere. Recoacerea de nmuiere se aplic oelurilor eutectoide i hipereutectoide i nu se recomand oelurilor hipoeutectoide ce au coninutul de carbon mai mic de 0,4%. Recoacerea de nmuiere privete, n principal, globulizarea
157
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
perlitei. Astfel, cementita trece din forma lamelar sau de reea (cementita secundar de la oelurile hipereutectoide) n form globular, rezultnd perlita globular. Recoacerea de nmuiere se face n mai multe variante, unele dintre acestea prezentndu-se n figura 6/O11.
Cel mai simplu procedeu de recoacere de nmuiere const n nclzirea pieselor pn la o temperatur inferioar transformrii eutectoide, adic la 6807200C, urmat de o meninere timp de 210 ore i apoi o rcire lent (cu cuptorul pn la temperatura mediului ambiant) figura 6/O11, a. Procesul de globulizare a perlitei dureaz cu att mai mult cu ct lamelele de ferit i cementit sunt mai mari. Dac perlita are lamelele mari, se recomand tratamentul de recoacere de nmuiere din figura 6/O11, c nclzirea se face la o temperatur cu puin peste temperatura eutectoid (AC1), situaie n care globalizarea dureaz mai puin timp. n cazul n care piesele sunt mici iar arjele sunt mici, globulizarea se efectueaz prin metoda pendulrii figura 6/O11, b ce const n nclzirea oelului pn la temperaturi de AC1 + 10 200C, meninere timp de 1030 min, rcire sub AC1, meninere, acest regim repetndu-se de cteva ori, dup care se face rcirea lent (n
Figura 6/O11. Reprezentarea schematic a diverselor regimuri de recoacere de detensionare: t temperatura; t timpul.
158
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
cuptor) pn la temperatura mediului ambiant. 3. Modul de lucru Se utilizeaz o prob cu structura neomogen i grunii alungii care s-a utilizat pentru analiza structurii secundare de la lucrarea O4. Oelul se supune recoacerii de normalizare. Recoacerea de normalizare se efectueaz ntr-un cuptor electric cu nclzire pe baz de rezistene electrice (bare de silit), n atmosfer normal. Proba ce se recoace, fiind de configuraie foarte simpl (f 15x1520 mm), adic neavnd stare de tensiuni indus n ea, se nclzete cu viteza de circa 500C/h. Temperatura de meninere este de 8609200C. Durata de meninere este de 40 minute. Rcirea se face n aer linitit. Se pregtete proba martor pentru investigaie metalografic. Proba de analiz metalografic se recoace mpreun cu proba brut prelevat din ansamblul brut turnat, de la lucrarea O4, destinat determinrii rezistenei la traciune lungimea de 200 mm i diametrul de circa 30 mm. Proba destinat determinrii rezistenei la traciune, dup rcire la temperatura mediului ambiant, se prelucreaz mecanic i se supune testrii rezistenei la traciune. 4. Msuri speciale de asigurare a securitii muncii Se au n vedere msurile generale ce privesc activitatea desfurat la cuptoarele electrice cu nclzire pe baz de rezisten electric. Se va acorda atenie suplimentar manipulrii cu cletele a probelor la introducerea i la scoaterea probelor din cuptor cu scopul evitrii atingerii barelor de silit i eliminrii riscului de deteriorare a
159
Corectarea prin tratament termofizic de recoacere a structurii metalografice a oelurilor brut turnate nealiate
lor. Introducerea i scoaterea probelor din cuptor se face cu cuptorul deconectat de la tensiune. Dup scoatere din cuptor, probele se aeaz pe un suport metalic. 5. Interpretarea rezultatelor Se compar rezistena de rupere la traciune pentru probele brut i recoapt n coroborare cu structurile metalografice ale celor dou variante, consemnndu-se, n referate, rezultatele i microstructurile. 6. Bibliografie 1. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975; 2. Vermean, G. Tratamente termice. Editura Dacia. ClujNapoca. 1987; 3. Cari. Tratamente termice. Editura Facla. Timioara. 1982; 4. Brabie, V., Bratu, C. i Chira, I. Tehnologia elaborrii i turnrii oelului. Editura Didactic i Pedagogic. Bucureti. 1979; 5. Todorov, R.P. i Hristov, H.G. Factorii care determin cristalizarea structurilor obinuite i Widmannsttten. Revista de Turntorie, nr. 1, 2, 2004. Traducere de Sofroni, L. p. 13 16; 6. tefnescu, C. .a. ndrumtorul proiectantului de tehnologii n turntorii. Volumul al II-lea. Editura Tehnic. Bucureti. 1986 ; 7. Geru, N. Metalurgie fizic. Editura Didactic i Pedagogic. Bucureti. 1981.
160
Influena structurii fontelor nealiate asupra caracteristicilor acestora
F.9. Influena structurii fontelor nealiate asupra caracteristicilor acestora 1. Scopul Corelarea dintre structurile primar i secundar i unele caracteristici n cazul fontelor nealiate i modaliti de mrire a unor caracteristici mecanice de rezisten. 2. Caracteristici generale Sub aspect structural, proprietile fontei sunt influenate de structura n stare lichid i structura n stare solid. Structura n stare solid se accept ca fiind obinut cu participarea fazei metalice lichide i n urma transformrilor n stare solid. Structura ce se obine din lichid cu participarea lichidului se numete structura primar. Structura de la temperatura mediului ambiant se numete structur secundar. Deoarece piesele de font sunt solicitate i la temperaturi mai mari dect temperatura mediului ambiant se consider i structura de la temperatura de exploatare, de asemenea, structur secundar. Structura secundar este structura ce determin caracteristicile fizico-mecanice ale pieselor de font. Structura secundar este influenat de structura primar i de structura din stare lichid iar structura primar este influenat de structura din stare lichid. Structura fontei n stare lichid Temperatura situat n intervalul 1.4001.4100C demarc urmtoarele dou categorii de structur: soluie coloidal. Mediul de dispersie este soluia lichid de 12% C n Fe. Faza dispersat este format din pachete cristaline de grafit ce au dimensiunile de maximum 100. Grafitul are denumirea de grafit remanent ce i mrete stabilitatea nu se dizolv n
161
Influena structurii fontelor nealiate asupra caracteristicilor acestora
matricea metalic lichid n prezena unor coninuturi mari de sulf (se apreciaz c sulful se adsoarbe pe suprafaa separrilor de grafit, mpiedicnd, astfel, dizolvarea) i n cazul n care carbonul echivalent are valori mari. Soluia coloidal corespunde temperaturilor din vecintatea temperaturilor lichidus, adic temperaturilor mai mici de 1.4001.4100C. Soluia coloidal conine i germeni eterogeni ce au o influen necontrolat asupra structurii metalografice a fontei. Germenii eterogeni pot fi oxizi, sulfuri, nitruri, boruri, carburi, compui chimici compleci etc. Grafitul remanent se consider a fi, de asemenea, germene eterogen, [1]; soluia lichid ideal. Atomii elementelor chimice din compoziia chimic a fontei se afl sub form de microgrupri ce nu reprezint faze termodinamice deoarece unii atomi prsesc microgruparea iar ali atomi ptrund n microgrupare. Microgrupri se afl n fonta lichid, n timpul rcirii, pn la temperatura lichidus, [2]. Soluia lichid ideal se ntlnete la temperaturi mai mari de 1.4100C. Prin supranclzirea fontei n stare lichid, o parte din germenii eterogeni se dizolv n matricea metalic lichid, dizolvarea fiind cu att mai avansat cu ct temperatura de supranclzire este mai mare. n cazul n care n ncrctura agregatului de elaborare nu exist sorturi metalice ce au n structur grafit, din soluia coloidal lipsete grafitul remanent. Se apreciaz c o dat cu dispariia germenilor eterogeni structura fontei lichide devine cea corespunztoare soluiei lichide ideale. Distrugerea germenilor eterogeni n timpul supranclzirii determin urmtoarele implicaii structurale: mrirea tendinei de cristalizare n sistemul metastabil Fe-C; mrirea gradului de subrcire la transformarea eutectic; micorarea numrului de celule eutectice; mrirea cantitii de grafit punctiform interdendritic; mrirea cantitii de grafit lamelar interdendritic; mrirea proporiei de ferit din matricea metalic.
162
Influena structurii fontelor nealiate asupra caracteristicilor acestora
Dac se urmrete evitarea cristalizrii fontei n sistemul metastabil evitarea obinerii de font alb sau pestri , cristalizare cauzat de absena germenilor eterogeni prin supranclzire, se refac germenii eterogeni, n mod controlat, prin rcirea forat a fontei lichide, aceast situaie determinnd micorarea solubilitii oxigenului n fonta lichid, oxigen ce este legat sub form de SiO2 datorit adugrii de siliciu n baia metalic sub form de ferosiliciu (de preferin FeSi75) sau CaSi, n proporie de 0,10,6% i cu mrimea granulelor de 15 mm. Structura primar n cazul fontei, structura primar difer substanial, dup cum fonta este hipoeutectic, eutectic sau hipereutectic. n cazul fontei hipoeutectice, din lichid se separ dendrite de austenit primar ce reprezint o soluie solid de interstiie de carbon n fier g. Dendritele de austenit primar se dezvolt cu preponderen de-a lungul axei de ordinul I se dezvolt uniaxial dar se pot dezvolta i de-a lungul celorlalte axe de simetrie. Cristalitele de austenit primar nu sunt idioforme (nu au o structur de echilibru) ci sunt alotrioforme, din multiple cauze. Una din cauze este subrcirea de concentraie cauzat de segregarea carbonului, sulfului, fosforului etc, [3]. Nu toate dendritele de austenit primar au aceleai condiii de cretere. Astfel, dendritele ale cror ax de ordinul I este paralel cu fluxul termic se dezvolt mai mult. Axele dendritelor au coninutul de mangan, siliciu etc. mai mic dect spaiile dintre axele de simetrie. La limita dintre dendrite apar faze nemetalice incluziuni interdendritice ce provin prin concentrarea incluziunilor nemetalice solide sau lichide existente n fonta lichid n timpul solidificrii sau n urma unor interaciuni chimice la care particip fierul, de exemplu, pe de o parte, i elemente chimice cu solubilitate mic, n fonta solid, cum ar fi sulful i fosforul, pe de alt parte. Aa, de exemplu, iau natere FeS, Fe3P etc. Segregarea elementelor chimice creeaz neomogenitate
163
Influena structurii fontelor nealiate asupra caracteristicilor acestora
chimic i apariia de faze nemetalice. Deoarece forma dendritic a austenitei primare se menine la rcirea ulterioar a fontelor, fiind nsoit de procese de recristalizare, nseamn c neomogenitatea chimic se pstreaz pn la temperatura mediului ambiant mpreun cu repartizarea incluziunilor interdendritice, afectnd n felul acesta structura de rezisten a pieselor a fontei. Repartizarea mai omogen a elementelor chimice se obine prin micorarea dimensiunilor dendritelor. Micorarea dimensiunilor dendritelor se realizeaz prin mrirea vitezei de rcire (micorarea grosimii pereilor pieselor i a temperaturii de turnare, de exemplu), modificare, vibrare, tratare cu ultrasunete etc. Cu ct viteza de rcire este mai mare cu att cristalizarea capt un caracter mai volumic (se mrete numrul de germeni de cristalizare).
Fig. 1/F9. Schema creterii dendritelor de austenit primar: a reprezentarea axelor de simetrie de ordinele I, al II-lea i al III-lea (reprezentate cu cifre arabe 1, 2 i 3); b faz de cretere reprezentnd ramurile primar, secundare i teriare; c imaginea unei dendrite reale; d dendrita real dezvoltat foarte mult de-a lungul axei de ordinul I, foarte puin de-a lungul axelor de ordinul al II-lea i deloc de-a lungul axelor de ordinul al III-lea; BB planul de secionare al unei dendrite de austenit primar (imaginea seciunii este prezentat n figura 2/F9).
n cazul n care fonta are un grad de puritate mai mic,
164
Influena structurii fontelor nealiate asupra caracteristicilor acestora
incluziunile interdendritice, n cantitate mare, genereaz adevrate izolri de matrice metalic, ceea ce afecteaz structura de rezisten a fontei. n cazul vitezelor de rcire mari, numrul mare de dendrite ce se obin nseamn o dezvoltare a acestora pe mai multe axe de simetrie (n figura 1/F9 se prezint schema creterii dendritelor), adic nseamn o suprafa mai mare a acestora, incluziunile nemetalice interdendritice repartizndu-se pe o suprafa mai mare (ntr-un volum mai mare) iar caracteristicile mecanice de rezisten ale fontei mbuntindu-se considerabil. Dendritele de austenit primar reprezint scheletul metalic al fontei. Numrul i lungimea dendritelor de austenit primar se mresc o dat cu micorarea coninutului de carbon. Cantitatea de austenit primar se micoreaz o dat cu creterea gradului de eutecticitate, pentru ca s dispar la fontele eutectice. n cazul fontelor hipereutectice fazele primare sunt grafitul primar la fontele cenuii i cementita primar la Fig.2/F9. Imagine a fontele albe. dendritelor de austenit Dac grafitul este lamelar, primar n cretere lungimea separrilor de grafit primar dup planul de secionare ajunge la 5.000 mm, adic de 10100 B B' din figura 1/F9. de ori mai mare dect lungimea separrilor de grafit eutectic ce se separ la temperatura eutectic. n timp ce grafitul eutectic crete n jurul unui centru de cristalizare, grafitul primar are orientri diferite n spaiu i germineaz i crete n intervalul de solidificare, creterea avnd loc i n timpul transformrii eutectice. Cel puin din cauza mrimii, grafitului primar se deosebete uor de grafitul eutectic.
165
Influena structurii fontelor nealiate asupra caracteristicilor acestora
Grafitul primar se pstreaz pn la temperatura mediului ambiant, pe el depunndu-se cantiti foarte mici de grafit secundar, grafit eutectoid i grafit teriar, dup caz. Indiferent de mrime, lamelele de grafit afecteaz structura de rezisten a fontei prin urmtoarele trei fenomene: micoreaz suprafaa masei metalice de baz n seciunea pieselor turnate sau probelor. Cum masa metalic de baz preia solicitrile mecanice n timpul exploatrii, nseamn c grafitul (indiferent de geometria lui) micoreaz seciunea metalic efectiv a pereilor pieselor; izoleaz n special n cazul grafitului interdendritic poriuni din masa metalic de baz, astfel, determinndu-se mari discontinuiti n preluarea sarcinilor de ctre seciunea metalic efectiv (indiferent de geometria grafitului); prin fenomenul de crestare. Fenomenul de crestare este fenomenul de concentrare a tensiunilor n zona vrfurilor lamelelor de grafit. Fenomenul de crestare se numete i fenomenul de trangulare a liniilor de for n zona prezenei grafitului. Fenomenul de crestare se poate extinde la toate incluziunile nemetalice dar i la grunii metalografici aciculari. Cu ct lamelele de grafit sunt mai grosolane, cu att efectul de crestare este mai mare. Prin grafit grosolan se nelege grafitul ce are lungimea i grosimea mari, n cazul grafitului lamelar i grafitul ce are diametrul mare, n cazul grafitului nodular, dac se face apel la cazurile extreme ale grafitului n ceea ce privete gradul de compactitate. Cu ct grafitul lamelar are vrfurile mai ascuite cu att efectul de crestare este mai mare. Pentru exemplificare, se prezint n figura 3/F9 modul de repartizare al liniilor de for la partea superioar a figurii i modul de variaie al tensiunilor la partea inferioar a figurii pentru trei probe de aceleai dimensiuni, supuse la traciune (cu aceeai for de solicitare), reprezentnd aceeai matrice metalic, ns una fiind de oel a , una de font cu grafit lamelar b i una de font cu grafit nodular c.
166
Influena structurii fontelor nealiate asupra caracteristicilor acestora
Fig.3/F9. Schia modului de repartizare al liniilor de for (partea superioar a figurii) i al tensiunilor (partea inferioar a figurii) pentru trei probe de aceleai dimensiuni, supuse la traciune cu fora F: a prob de oel; b prob de font cu grafit lamelar; c prob de font cu grafit nodular; toate problele au aceeai matrice metalic; t tensiune; tmediu tensiune medie; tmax tensiune maxim; F for; S suprafa.
n exemplul dat n figura 3/F9, se observ c liniile de for sunt paralele cu direcia de acionare a forei de traciune F, n cazul probei de oel, sunt strangulate n zona vrfurilor lamelei de grafit, n mod accentuat i sunt strangulate puin n vecintatea grafitului nodular. Stangularea liniilor de for determin apariia unor concentratori de tensiune n zona vrfurilor lamelei de grafit ce pot depi cu 1050 de ori valoarea medie a tensiunilor (tensiunea
167
Influena structurii fontelor nealiate asupra caracteristicilor acestora
maxim tmax este mult mai mare dect tensiunea medie tmediu, respectiv tmax>>tmediu). n zona grafitului nodular, strangularea slab a liniilor de for determin apariia unor concentratori de tensiune slabi ce depesc cu puin tensiunea medie (tmax>tmediu). n cazul n care concentratorii de tensiuni depesc i limita de curgere se poate provoca ruperea pieselor de font. Cu ct forma grafitului este mai puin compact, cu att efectul de crestare este mai mare. n literatura de specialitate, [4], efectul de concentrare al tensiunilor se exprim prin intermediul coeficientului Kt ce se calculeaz cu relaia 1/F9. t l Kt = max = 1+ 2 , (1/F9) t min g' n care tmax i tmin reprezint tensiunea maxim, respectiv, minim, nregistrat din cauza grafitului; l lungimea separrilor de grafit; g' grosimea separrilor de grafit. Efectul de concentrare al tensiunilor se poate calcula i cu relaia (2/F9), n funcie de lungimea i raza de curbur a vrfului lamelelor de grafit. l (2/F9) , r n care K' reprezint un coeficient de proporionalitate; l lungimea lamelelor de grafit; r raza de curbur a vrfurilor lamelelor de grafit. Grafitul influeneaz caracteristicile mecanice de rezisten i proprietile, n general, i prin modul de repartizare. Conform ASTM (standard S.U.A.), n figura 4/F9 se prezint tipurile de grafit, respectiv tip A (lamele dezorientate), tip B (rozete), tip C (grafit specific fontelor hipereutectice), tip D (grafit fin, punctiform, interdendritic de subrcire) i tip E (grafit fin lamelar, orientat, interdendritic). Toate formele de grafit, ce sunt orientate, pot provoca ruperea prematur a pieselor din cauz c poriuni ntregi din masa metalic de baz sunt tot mai mult izolate i nu pot prelua sarcinile mecanice n Kt = K '
168
Influena structurii fontelor nealiate asupra caracteristicilor acestora
timpul exploatrii pieselor. Prin cantitatea sa, grafitul afecteaz rezistena la traciune a fontei deoarece are rezistena la traciune de 2030 N/mm2 fa de 3001.500 N/mm2, ct este rezistena la traciune a masei metalice de baz. Avnd n vedere c grafitul ocup n fontele ce se utilizeaz n practica industrial o suprafa de 625%, rezult ponderea mare pe care o are asupra rezistenei la traciune a fontei. Cantitatea de grafit are, ns, influena cea mai mic asupra caracteristicilor mecanice de rezisten n raport cu forma, dimensiunile i modul de repartizare ale grafitului. Separrile de grafit primar nodular nu se pot deosebi uor de separrile de grafit eutectic deoarece grafitul eutectic, n cazul fontei cu grafit nodular, este sub form de nodule de dimensiuni mai mici.
Fig.4/F9. Formele tipice de grafit conform standardului S.U.A.: tip A lamelar dezorientat; tip B rozete; tip C grafit specific fontelor hipereutectice; tip D grafit fin, punctiform, interdendritic de subrcire; tip E grafit fin lamelar, orientat, interdendritic
n cazul fontelor albe, hipereutectice, faza primar ce se separ din lichid este cementita primar ce are form de plac sau de dendrit plat figura 5/F9. n figura 5/F9 se prezint o dendrit de cementit primar n curs de cretere.
169
Influena structurii fontelor nealiate asupra caracteristicilor acestora
Fig. 5/F9. Schia unei dendrite de cementit primar n curs de cretere.
Cementita primar se ntlnete i la temperatura mediului ambiant, pe ea depunndu-se cantiti mici de cementit secundar i cementit teriar, dup caz. Cementita liber, n cazul fontelor din practica industrial, poate ocupa o suprafa cuprins ntre limitele 2555%, n funcie de coninutul de carbon. Cementita se implic, n structura de rezisten a fontei, cu o rezisten la traciune de maximum 300N/mm2, o duritate de minimum 500 HB i prin absena alungirii. n cazul fontelor eutectice, fazele primare sunt reprezentate de amestecul mecanic austenit eutectic-grafit eutectic, la fontele cenuii i de amestecul mecanic austenit eutectic-cementit eutectic, la fontele albe. La fontele hipoeutectice i hipereutectice, amestecurile mecanice menionate se separ la temperatura eutectic. Amestecul mecanic austenit eutectic - grafit eutectic se numete celul eutectic (CE) iar amestecul mecanic austenit eutectic-cementit eutectic se numete colonie eutectic sau ledeburit netransformat. Celulele eutectice se formeaz la temperatura eutectic, n lichidul dintre dendritele de austenit primar, n cazul fontelor hipoeutectice, n lichidul dintre separrile de grafit primar, n cazul
170
Influena structurii fontelor nealiate asupra caracteristicilor acestora
fontelor hipereutectice i direct din lichid, n cazul fontelor eutectice. Formarea unei celule eutectice are la baz un germene de grafit din care cresc radial ramificaii de grafit, dac fonta este cu grafit lamelar, sau din care crete grafitul nodular, dac fonta este cu grafit nodular, de exemplu figura 6/F9, a, respectiv, c. ntre separrile de grafit eutectic solidific austenit eutectic.
Fig.6/F9. Schema unor celule eutectice: a font cu grafit lamelar; b font cu grafit interdendritic; c font cu grafit nodular. Fondul punctat reprezint austenita eutectic.
n cazul vitezelor de rcire mici, scheletul de grafit eutectic este continuu figura 6/F9.a i figura 7/F9.VR1, n care VR1 reprezint vitez de rcire mic. n cazul vitezelor de rcire moderate, din cauza frnrii difuziei atomilor de carbon, scheletul de grafit eutectic nu se mai obine continuu ci discontinuu figura 7/F9.VR2, n care VR2 reprezint viteza de rcire medie, pentru ca n cazul vitezelor de rcire foarte mari, faza determinat la cristalizare s fie austenita eutectic ce se contopete cu dendritele de austenit primar (n acest de al treilea caz se obin agregate complexe de dimensiuni mari, din faza lichid puternic suprasaturat n carbon cristaliznd la limita agregatelor de austenit primar separri foarte fine aproape punctiforme de grafit eutectic) figura 6/F9.b i figura 7/F9.VR3, n care VR 3 reprezint vitez de rcire foarte mare. n cazul fontei cu grafit nodular, carbonul trebuie s difuzeze prin nveliul de austenit eutectic pentru ca s se depun peste separarea nodular de grafit eutectic pentru fontele hipoeutectice. Celulele eutectice sunt mai mult sau mai puin sferice i au diametrul cuprins n intervalul 50500 mm.
171
Influena structurii fontelor nealiate asupra caracteristicilor acestora
Fig.7/F9. Schema unor celule eutectice de la fonta cu grafit lamelar: Ac austenit eutectic; GC grafit eutectic; VR1 vitez de rcire mic (schelet de grafit continuu); VR2 vitez de rcire medie (separri de grafit izolate); VR3 vitez de rcire foarte mare (grafit lamelar fin interdendritic).
La limita dintre celulele eutectice segreg elemente chimice precum P, S, Mn, Cr etc. iar n centrul celulelor eutectice segreg elemente chimice precum Si, Ni, Cu etc. Austenita din celulele eutectice este supus fenomenului de crestare, mai ales n cazul grafitului lamelar, motiv pentru care are o rezisten macanic mai mic dect austenita primar. Cu ct numrul de celule eutectice este mai mare, cu att suprafaa de contact dintre ele este mare, aceast situaie determinnd ca grosimea incluziunilor nemetalice i a eutecticelor cu coninut mare de sulf i fosfor s se micoreze mult, transformndu-se, de exemplu, din strat continuu n strat discontinuu. n felul acesta caracteristicile mecanice de rezisten ale fontei se mbuntesc substanial. Grafitul lamelar eutectic afecteaz structura de rezisten a fontei prin urmtoarele fenomene: crestare, cantitate, form i mod de repartizare. n cazul fontelor albe, la temperatura eutectic, din lichid se separ echivalentul celulelor eutectice ce se numesc colonii eutectice i au form de blocuri mai mult sau mai puin paralelipipedice, la care fondul este de cementit eutectic iar austenita eutectic reprezint separri izolate n cementita eutectic figura 8/F9 (A reprezint austenita eutectic i este de culoare neagr iar K reprezint cementita
172
Influena structurii fontelor nealiate asupra caracteristicilor acestora
eutectic i este de culoare alb).
Figura 8/F9. Structura coloniilor eutectice. a colonie eutectic paralelipipedic, obinut n condiii normale de rcire ; b colonie eutectic paralelipipedic, obinut n condiii normale de rcire (cilindri mari de austenit eutectic de culoare neagr) i n condiii de vitez de rcire mare (cilindri mici de austenit eutectic, din partea superioar a coloniei eutectice); c colonie eutectic cilindric obinut n cazul alierii cu grad mare de aliere pentru crom (fondul de culoare neagr este de austenit eutectic iar zona alb reprezint carbur (Fe,Cr)7C3); A austenit eutectic; Kcementit eutectic.
Cristalitele de cementit eutectic din coloniile eutectice au alt orientare dect dendritele de cementit primar. Dup terminarea cristalizrii celulelor eutectice i coloniilor eutectice, n lichidul dintre aceste eutectice se separ eutecticul fosforos (dar i alte eutectice cum ar fi cele pe baz de sulf) ce conine 1,962,40% C, 6,89% P i 90,71...91,15% Fe, are temperatura de topire de circa 9530C, este format din Fe3P, Fe3C i soluie ternar de Fe, C i P cu aproximaie austenit , este distribuit sub form de separri izolate sau de reea, are duritatea de 500600 HB, este fragil,
173
Influena structurii fontelor nealiate asupra caracteristicilor acestora
are rezistena la traciune de 3070 N/mm2,afectnd, astfel, caracteristicile mecanice de rezisten ale fontei. Structura secundar Structura secundar este rezultatul unor fenomene de recristalizare ale constituienilor metalografici ai structurii primare. La temperatura eutectoid, din austenit (primar i eutectic), n cazul fontei cenuii, se obine perlit dac viteza de rcire este mare, perlit, ferit i grafit eutectoid dac viteza de rcire este medie i ferit i grafit eutectoid dac viteza de rcire este mic. n cazul fontelor albe, la temperatura eutectoid, austenita primar i austenita eutectic se transform doar n perlit, indiferent de mrimea vitezei de rcire. Ferita se formeaz, n principiu, n jurul separrilor de grafit deoarece n aceast zon austenita n curs de rcire este mai srac n carbon, este susceptibil s se alieze cu siliciu sau alte elemente chimice (se fragilizeaz), are rezistena la traciune de maximum 500 N/mm2, are duritatea de maximum 100 HB, are alungirea de maximum 20%, prin aceste caracteristici influennd caracteristicile mecanice de rezisten ale fontei. Perlita amestec mecanic de ferit i cementit are rezistena la traciune de 5001.500 N/mm2, duritatea de maximum 200 HB, alungirea de maximum 10%, are particularitatea c ferita din ea se aliaz cu siliciu i mangan, astfel, fragilizndu-se, cu aceste caracteristici perlita participnd la structura de rezisten a fontei. Prin mrirea vitezei de rcire, gradul de dispersie al perlitei se mrete (grosimea lamelelor de ferit i cementit se micoreaz), ceea ce nseamn mrirea rezistenei la traciune a fontei. n timpul rcirii fontelor n form, ntre temperatura eutectic i temperatura eutectoid, din austenit se separ grafit secundar, n cazul fontei cenuii, i cementit secundar, n cazul fontei albe. Separarea grafitului secundar i cementiei secundare are loc ca urmare a micorrii solubilitii carbonului n austenit pe msur ce temperatura se micoreaz.
174
Influena structurii fontelor nealiate asupra caracteristicilor acestora
Grafitul secundar se depune peste grafitul eutectic la fontele cenuii hipoeutectice i eutectice i peste grafitul eutectic i grafitul primar la fontele cenuii hipereutectice. Cantitatea de grafit secundar este apreciabil deoarece provine din diferena de concentraie n carbon a austenitei de la temperaturile eutectic i eutectoid, diferen ce n sistemul stabil Fe-C este de 2,08%0,68% = 1,4% . Cementita secundar ce se separ este, de asemenea, n cantitate apreciabil, fiind generat de diferena dintre coninutul de carbon ce corespunde punctului E i coninutul de carbon ce corespunde punctului S (2,11% 0,77% = 1,34%) diagrama metastabil FeC. n cazul n care austenita eutectic are grosimea de maximum 5 mm, n cazul fontei albe, cementita secundar se depune peste cementita eutectic. Dac grosimea austenitei eutectice este de minimum 10 mm, n cazul n care fonta este hipoeutectic iar viteza de rcire este mare, cementita ce se separ din austenita eutectic se numete cementit Widmannsttten, [5], [6], [7]. Cementita Widmannsttten se formeaz numai n interiorul austenitei eutectice i n interiorul cristalitelor de austenit primar. Aadar, n cazul vitezelor mari de rcire, se formeaz cementit Widmannsttten i n interiorul dendritelor de austenit primar, n cazul fontelor albe hipoeutectice. Germenii de cementit secundar se formeaz n interiorul austenitei primare iar creterea lor se face de-a lungul planelor de alunecare, pe suprafeele de dislocaie. Planele de alunecare apar ca o necesitate de deformare plastic din cauza masei specifice mai mici a cementitei fa de austenit formarea cementitei din austenit determin creterea volumului fontei. n condiiile unor viteze de rcire mari, n intervalul de temperaturi eutectic-eutectoid, distana de difuzie a carbonului se micoreaz, cementita crescnd dea lungul planelor de alunecare sub form de lamele. n planul de investigaie a probelor metalografice, cementita apare sub form acicular, asemenea cementit secundar purtnd denumirea de cementit Widmannsttten. O dat cu mrirea vitezei de rcire, formarea cementitei Widmannsttten se deplaseaz spre coninuturi de carbon mai mici.
175
Influena structurii fontelor nealiate asupra caracteristicilor acestora
ntre cementita secundar ce se depune peste cementita eutectic denumit cementit secundar normal sau obinuit i cementita Widmannsttten se stabilete un raport ce este n funcie de mrimea dendritelor de austenit primar, coninutul de carbon i viteza de rcire. De exemplu, n sistemul binar fier-carbon metastabil, dac fonta hipoeutectic se rcete n aer, n cazul n care cristalitele de austenit au o mrime de ordinul 80100 mm, raportul dintre cementita secundar normal i cementia Widmannsttten, ca proporie, este de unu. La fontele eutectice i hipereutectice nu se formeaz cementit Widmannsttten. n cazul fontelor hipereutectice, albe, cementita secundar se depune peste cementita primar. n timpul rcirii fontei ntre temperatura eutectoid i temperatura mediului ambiant, are loc micorarea solubilitii carbonului n ferit de la 0,0218%, adic att ct este la temperatura eutectoid, la 0,006% solubilitatea de la temperatura mediului ambiant. Cantitatea de carbon ce iese din ferit (0,0158%) se depune sub form de grafit teriar peste grafitul existent, n cazul fontelor cenuii, i sub form de cementit teriar la limita grunilor de ferit sau a lamelor de ferit din perlit, dup caz, la fontele albe. Cantitatea de grafit teriar i cementit teriar este foarte mic, nefiind posibil s se sesizeze n condiii de investigare metalografic obinuit. Structura fontelor nealiate se analizeaz prin intermediul diagramei de echilibru termodinamic Fe-C , stabil i metastabil apelnd, ns, la carbonul echivalent n loc de coninutul de carbon i la modificrile pe care le produc siliciul i manganul asupra curbelor de echilibru din diagrama de echilibru Fe-C, [8]. 3. Modul de lucru Pentru lucrare se utilizeaz probe cilindrice, brute, de font cenuie cu grafit lamelar, ce se utilizeaz pentru prelucrarea mecanic a epruvetelor i care au ca destinaie ncercarea la traciune determinarea rezistenei de rupere la traciune conform SR ISO 185,
176
Influena structurii fontelor nealiate asupra caracteristicilor acestora
din punctul de vedere al dimensiunilor i condiiilor de formare. Epruvetele vor avea urmtoarele particulariti: epruveta 1: se toarn din font nesupranclzit; epruveta 2: se toarn din font supranclzit normal (temperatura de turnare este egal cu circa 1.3500C, temperatur msurat cu pirometrul optic); epruveta 3: se toarn din font supranclzit la temperatura de 1.4500C; epruveta 4: se toarn n aceleai condiii ca epruveta 2 ns se dezbate din form la temperatura de circa 8000C. Epruvetele 1, 2 i 3 se dezbat din form la temperaturi mai mici de 5000C. Fonta se elaboreaz n cuptor electric cu nclzire prin inducie. Cele patru epruvete brut turnate se prelucreaz mecanic i sunt supuse la ncercarea la traciune, determinndu-se, n principal, rezistena la traciune i duritatea. n final, din epruvetele ncercate la traciune se preleveaz probe pentru analiza metalografic i se analizeaz la microscop structura metalografic. 4. Msuri speciale de asigurare a securitii muncii n timpul elaborrii fontei n cuptorul electric cu nclzire prin inducie se iau n consideraie msurile speciale de asigurare a securitii muncii prezentate la lucrarea C 1. La turnarea n forme se vor avea n vedere urmtoarele msuri: formele se prenc lzesc la temperatura de cca 6000C; oala de turnare se prenclzete la temperatura de circa 8000C; personalul care toarn fonta trebuie s poarte echipament de protecie (casc de protecie cptuit cu hus de piele, ochelari de protecie, or din estur de azbest sau material nlocuitor al azbestului, m nui de azbest sau nlocuitori ai acestuia i nclminte
177
Influena structurii fontelor nealiate asupra caracteristicilor acestora
specific bocanci de piele cu talp de lemn i jambiere de piele sau de estur de azbest, respectiv nlocuitori ai acestuia); oala de turnare ce se transport i se manevreaz manual prin intermediul furcii de manevrare nu trebuie s fie balansat ca s mprtie cu stropi de font lichid; turnarea se face fr ntrerupere ncontinuu pentru fiecare form. 5. Interpretarea rezultatelor Se vor consemna n referat urmtoarele aspecte: microstructurile metalografice structurile metalografice secundare; rezultatele ncercrilor mecanice; concluziile n legtur cu rezultatele ncercrilor mecanice prin analizarea corelaiilor cu structura metalografic. 6. Bibliografie 1.Ripoan, I. i Sofroni, L. Fonta cu grafit vermicular. Editura tehnic. Bucureti. 1984; 2. Cojocaru-Filipiuc, V. Fonte obinere. Editura Samia. Iai. 2003; 3. Sofroni, L.Ripoan, I., Brabie, V. i Chiamera, M. Turnarea fontei. Editura Didactic i Pedagogic. Bucureti. 1985; 4. Ripoan, I. i Chiamera, M. Tehnologia elaborrii i turnrii fontei. Editura Didactic i Pedagogic. Bucureti. 1981. 5. Tudorov, R.P. i Hristov, Hr.G. Structuri Widmannsttten n aliajele fier-carbon. Traducere de Sofroni, L. Revista de Turntorie, nr.9, 10, 2003, p.2930; 6. Tudorov, R.P. i Hristov, Hr.G. Factorii care determin cristalizarea structurilor obinuite i Widmannsttten. Traducere de Sofroni, L. Revista de Turntorie, nr.1,2, 2004, p.1316;
178
Influena structurii fontelor nealiate asupra caracteristicilor acestora
7. Tudorov, R.P. i Hristov, Hr.G. Despre mecanismul structurilor obinuite i Widmannsttten. Traducere de Sofroni, L. Revista de Turntorie, nr.11, 12, 2003, p.710; 8. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975.
179
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
F 16. Caracterizarea fontelor utiliznd structuri i scri etalon standardizate 1. Scopul
Analiza comparativ utiliznd structuri secundare cu structuri metalografice etalon stabilite de standarde. 2. Consideraii generale
Relaia dintre productor i beneficiar este una relativ. Pentru a se evita divergenele ce pot fi de diverse naturi, ntre productor i beneficiar se stabilete o legtur contractual. n mod normal, o font trebuie s ndeplineasc condiiile impuse de standardele ce o reglementeaz, aceste standarde fcnd referire la caracteristicile mecanice de rezisten, structur metalografic, regimul epruvetelor, regimul loturilor de piese, validitatea ncercrilor, compoziia chimic, tratamentul termic etc., dup caz. Relaia contractual productorbeneficiar poate limita condiiile stipulate de standarde. Sub aspectul structurii metalografice o marc de font poate ndeplini condiii generale din cauz c se pune accentul pe caracteristicile mecanice de rezisten, dar poate impune i ndeplinirea unor aspecte de am nunt impuse de sistem, cum ar fi ncadrarea structurii ntre coordonatele unor scri etalon. n Romnia, structurile metalografice i scrile etalon, pentru fontele turnate sub form de piese, sunt reglementate de STAS 690585 fonta cenuie cu grafit lamelar, fonta cu grafit nodular i fonta maleabil. Conform standardului romnesc SR ISO 185, fonta cenuie cu grafit lamelar este cunoscut cu denumirea de font cenuie. Standardul internaional ce reglementeaz grafitul este ISO 945. Avnd n vedere c literatura de specialitate, [1], [2], [3]
180
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
determin clasificarea fontei, n funcie de forma carbonului, n font cenuie, font alb i font pestri, rezult c se impune o atenie mrit atunci cnd se vehiculeaz cu termenul de "font cenuie ". Fonta cenuie trebuie s se refere, fr echivoc, la fonta cenuie doar cu grafit lamelar, i nu i la celelalte categorii de font cenuie din care fac parte fonta cu grafit compact/vermicular, fonta cu grafit nodular, fonta cu grafit coral, fonta cu grafit n cuiburi (fonta maleabil) dar i alte categorii de font nestandardizate. n continuare se prezint cteva aspecte structurale ce stau n atenia examinrii scri etalon. 2.1. Structura grafitului 2.1.1. Forma separrilor de grafit din fonta turnat sub form de piese. n figura 1/F16 se prezint imaginea formei separrilor de grafit din fonta turnat sub form de piese.
lamelar Gf 1 degenerat Gf 2 Fig. 1/F16. Imaginea formei separrilor de grafit din fonta turnat sub form de piese. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
181
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
vermicular Gf 3
cuiburi Gf 4
nodular neregulat geometric Gf 5
regulat nodular Gf 6
explodat Gf 7 de flotaie Gf 8 Fig. 1/F16. continuare. Imaginea formei separrilor de grafit din fonta turnat sub form de piese. Mrirea 100 :1. Aspecte pariale din etaloane.
182
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
separri izolate; grosime i repartizare uniforme Gr 1
rozete Gr 2
separri izolate; grosime diferit i repartizare uniform Gr 3
interdendritic punctiform Gr 4
Fig.2/F16. Imaginea caracterului repartizrii separrilor de grafit n cadrul fontei cenuii a grafitului lamelar. Mrimea 100:1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
183
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
interdendritic lamelar Gr 5
aglomerri cu grad de izolare mic Gr 6
reea Gr 7 Fig.2/F16. continuare imaginea caracterului repartizrii separrilor de grafit n cadrul fontei cenuii a grafitului lamelar. Mrimea 100 :1. Aspecte pariale din etaloane.
2.1.2. Caracterul repartizrii separrilor de grafit n cadrul fontei cenuii a grafitului lamelar din fonta turnat sub form de piese este prezentat n figura 2/F16.
184
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mic de 5 mm Gl 1
n intervalul 510 mm Gl 2
n intervalul 1040 mm Gl 3
n intervalul 4070 mm Gl 4
n intervalul 70125 mm Gl 5 n intervalul 125250 mm Gl 6 Fig. 3/F16. Imaginea considerrii lungimii separrilor de grafit n cazul fontei cenuii lungimea grafitului lamelar. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
185
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
n intervalul 250500 mm G7 mai mare de 500 mm Gl 8 Fig. 3/F16. continuare imaginea considerrii lungimii separrilor de grafit n cazul fontei cenuii lungimea grafitului lamelar. Mrirea 100 :1. Aspecte pariale din etaloane.
2.1.3. Lungimea separrilor de grafit n cazul fontei cenuii turnat sub form de piese este prezentat n figura 3F/16. 2.1.4. Suprafaa ocupat de separrile de grafit n cadrul fontei cenuii artat n figura 4/F16.
pn la 5% G 3
n intervalul 510% G 8
Fig. 4/F16. Imaginea considerrii suprafeei ocupate de separrile de grafit lamelar n cazul fontei cenuii. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
186
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
pn la 5% G 3
n intervalul 510% G 8
n intervalul 10%...15% G 12
mai mare de 15% G 15
n intervalul 1015 G 12
mai mare de 15% G 15
Fig. 4/F16. Imaginea considerrii suprafeei ocupate de separrile de grafit lamelar n cazul fontei cenuii. Mrirea 100 :1. Aspecte pariale din etaloane.
187
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.1.5. Diametrul separrilor de grafit corespunztoare fontei cu grafit nodular n figura 5/F16.
mai mic de 25 mm GN d1
n intervalul 2540 mm GN d2
n intervalul 4060 mm GN d3
n intervalul 60100 mm GN d4
mai mare de 100 mm GN d5 Fig.5/F16. Imaginea considerrii diametrului nodulelor de grafit n cazul fontei cu grafit nodular. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
188
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.1.6. Suprafaa ocupat de nodulele de grafit la fonta cu grafit nodular figura 6/F16.
n intervalul 510% GN 8
n intervalul 510% GN 8
n intervalul 10.15% GN 12
mai mare de 15% GN 15
n intervalul 10 15% GN 12 mai mare de 15% GN15 Fig. 6/F16. continuare imaginea considerrii suprafeei ocupat de nodulele de grafit n cazul fontei cu grafit nodular. Mrirea 100 :1. Aspecte pariale din etaloane.
189
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.1.7. Numrul nodulelor de grafit la fonta cu grafit nodular figura 7/F16. Raportarea se face la un mm2.
25 GNn 1
50 GNn 2
75 GNn 3
100 GNn 4
125 GNn 5 150 GNn 6 Fig. 7/F16.Imaginea considerrii numrului de nodule de grafit/mm2 n cazul fontei cu grafit nodular. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
190
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
175 GNn 7
200 GNn 8
225 GN 9
250 GN 10
275 GNn 11 300 GNn 12 Fig. 7/F16. continuare imaginea considerrii numrului de nodule de grafit/mm2 n cazul fontei cu grafit nodular. Mrirea 100 :1. Aspecte pariale din etaloane.
2.1.8. Diametrul separrilor de grafit, n cazul fontei maleabile figura 8/F16.
191
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.1.9. Suprafaa ocupat de separrile de grafit, n cazul fontei maleabile figura 9/F16.
mai mic de 25 mm GMd 1
n intervalul 2540 mm GMd 2
n intervalul 4060 mm GMd
n intervalul 60100 mm GMd 4
mai mare de 100 mm GM d5 Fig.8/F16. continuare imaginea considerrii diametrului separrilor de grafit n cazul fontei maleabile. Mrirea 100 :1. Aspecte pariale din etaloane.
192
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mic de 3% GM 2
n intervalul 35% GM 4
n intervalul 58% GM 6
n intervalul 812% GM 10
mai mare de 12% GM 12 Fig.9/F16. continuare imaginea considerrii suprafeei ocupate de sparrile de grafit n cazul fontei maleabile. Mrirea 100 :1. Aspecte pariale din etaloane.
193
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.1.10. Proporia de grafit nodular din grafitul total (gradul de nodulizare) figura 10/F16.
n intervalul 4050% GNN 45
n intervalul 5060% GNN 55
n intervalul 6070% GNN 65
n intervalul 7080% GNN 75
n intervalul 8090% GNN 85 mai mare de 90% GNN 90 Fig. 10/F16. continuare imaginea proporiei de grafit nodular din grafitul total (gradul de nodulizare), n %. Mrirea 100 :1. Aspecte pariale din etaloane.
194
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
Ferit F
Ferit i perlit F+P
Perlit lamelar Pl
Perlit globular Pg
Troostit T Bainit B Fig.11/F16. Imaginea tipului de structur al masei metalice n cazul fontei sub form de piese. Mrirea 500 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
195
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
Martensit M Ledeburit+cementit L + C Fig.11/F16. continuare imaginea tipului de structur al masei metalice n cazul fontei sub form de piese. Mrirea 500 :1. Aspecte pariale din etaloane.
mai mic de 2% FO/P 100
n intervalul 2...5%F3/P97
Fig.12/F16. Imaginea suprafeei ocupate de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cenuie. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
196
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mic de 2% FO/P 100
n intervalul 25% F3/P 97
n intervalul 5...10% F7/P93
n intervalul 10...30% F20/P80
n intervalul 5100% F7/P93 n intervalul 1030% F20/P80 Fig.12/F16. continuare imaginea suprafeei ocupate de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cenuie. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
197
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
n intervalul 3050% F40/P60
n intervalul 5070% F60/P40
n intervalul 3050% F40/P60
n intervalul 5070% F60/P40
n intervalul 7090% F80/P20 mai mare de 90% F90/P10 Fig.12/F16. continuare imaginea suprafeei ocupate de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cenuie. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
198
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
n intervalul 7090% F 80/P20 mai mare de 90% F 90/P10 Fig.12/F16. continuare imaginea suprafeei ocupate de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cenuie. Mrirea 100 :1. Aspecte pariale din etaloane.
mai mic de 2% F0/P100
n intervalul 210% F6/P94
Fig. 13/F16. Imaginea suprafeei ocupat de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cu grafitul nodular. Mrirea 100 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
199
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
n intervalul 1030% F20/P80
n intervalul 3050% F40/P60
n intervalul 5070% F60/P40
n intervalul 7090% F80/P20
mai mare de 90% F 90/P10 Fig. 13/F16. continuare imaginea suprafeei ocupat de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cu grafitul nodular. Mrirea 100 :1. Aspecte pariale din etaloane.
200
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mic de 2% F0/P100
n intervalul 210% F6/P94
n intervalul 1030% F20/P80
n intervalul 3050% F40/P60
n intervalul 5070% F60/P40 n intervalul 7090% F80/P20 Fig.14/F16. Imaginea suprafeei ocupat de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta maleabil. Mrirea 100:1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
201
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mare de 90% F90/P10 Fig.14/F16. continuare imaginea suprafeei ocupat de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta maleabil. Mrirea 100:1. Aspecte pariale din etaloane.
mai mic de 0,3 mm (lamele foarte fine) Pl 0,2
n intervalul 0,30,8 mm (lamele fine) Pl 0,5
Fig. 15/F16. Imaginea gradului de dispersie al perlitei (distana interlamelar). Mrirea 1000 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
202
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
n intervalul 0,81,3 mm (lamele subiri) Pl 1,0
n intervalul 1,31,6 mm (lamele mijlocii) Pl 1,4
mai mare de 1,6 mm (lamele groase) Pl 1,6 Fig. 15/F16. Imaginea gradului de dispersie al perlitei (distana interlamelar). Mrirea 1000 :1. Aspecte pariale din etaloane.
2.2. Structura masei metalice 2.2.1. Tipul structurii masei metalice (al matricei metalice), n cazul fontei turnate sub form de piese figura 11/F16.
203
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mic de 2% LC 1
mai mic de 2% LC 1
n intervalul 2...5% LC3
n intervalul 5...10% LC7
n intervalul 25% LC 3 n intervalul 510% LC 7 Fig. 16/F16. Imaginea suprafeei ocupat de cementit+ledeburit. Mrirea 100:1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
204
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.2.2. Suprafaa ocupat de ferit n cazul n care masa metalic este format din ferit i perlit la fonta cenuie figura 12/F16.
n intervalul 10...20% LC15
n intervalul 20...30% LC25
n intervalul 1020% LC 15
n intervalul 2030% LC 25
Fig.16/F16. Imaginea suprafeei ocupat de cementit + ledeburit. Mrirea 100:1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
205
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
n intervalul 3040% LC 35
mai mare de 40% LC 40
n intervalul 3040% LC 35 mai mare de 40% LC 40 Fig. 16/F16. continuare imaginea suprafeei ocupat de cementit+ledeburit. Mrirea 100:1. Aspecte pariale din etaloane.
2.2.3. Suprafaa ocupat de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta cu grafit nodular figura 13/F16.
206
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
separri izolate mici E Fr 1
separri izolate mari EFr 2
reea discontinu subire EFr 3
reea discontinu groas EFr 4
reea continu EFr 5 Fig. 17/F16. continuare imaginea caracterului repartizrii eutecticului fosforos. Mrirea 100 :1. Aspecte pariale din etaloane.
207
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
2.2.4. Suprafaa ocupat de ferit n cazul n care masa metalic este format din ferit i perlit, la fonta maleabil figura 14/F16. 2.2.5. Gradul de dispersie al perlitei (distana interlamelar) figura 15/F16.
mai mici de 250mm CE d 250
n intervalul 250500mm CE d 400
n intervalul 500750 mmCE d 650
n intervalul 7501.250 mmCE d 1.000 Fig. 18/F16. Imaginea diametrului celulelor eutectice. Mrirea 20 :1. Aspecte pariale din etaloane (continuarea la pagina urmtoare).
208
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
mai mare de 1.250 mm CE d 1.250 Fig. 18/F16. continuare imaginea diametrului celulelor eutectice. Mrirea 20 :1. Aspecte pariale din etaloane
2.2.6. Suprafaa ocupat de cementit + ledeburit figura 16/F16. 2.2.7. Caracterul separrii eutecticului fosforos figura 17/F16. 2.2.8. Diametrul celulelor eutectice figura 18/F16. 3. Modul de lucru
Cu scopul comparaiei structurilor cu etaloanele din STAS 6905-85 determinrile se fac pe cel puin cinci locuri reprezentative pentru configuraia i grosimea de perete a probei. Caracterizarea grafitului i masei metalice se face prin compararea structurii examinate cu structurile etalon din STAS 690585. Lucrarea i pregtirea probelor metalografice se face conform STAS 4203-74. Examinarea la microscop se poate face prin observarea direct, prin proiectare pe geamul mat al microscopului sau prin examinare pe monitorul calculatorului. Cmpul microscopic examinat trebuie s aib aproximativ aceleai dimensiuni cu micrografiile etalon cu diametru de circa 80 mm.
209
Caracterizarea fontelor utiliznd structuri i scri etalon standardizate
Pentru determinarea lungimii sau a diameturlui separrilor de grafit se poate folosi ocularul gradat. n cadrul lucrrii se examineaz zece tipuri de font, stabilindu-se punctajul codul conform STAS 6905-85. Atenie ! Dac pentru stabilirea punctajului se utilizeaz figurile 1/F1618/F16, rezultatele obinute sunt relative deoarece n respectivele figuri se prezint aspecte pariale din etaloanele STASului 6905-85. Prin urmare, trebuie s se utilizeze pentru stabilirea punctajului STAS 6905-85. 4. Msuri speciale de asigurare a securitii muncii
Msuri speciale de asigurare a securitii muncii nu exist. 5. Interpretarea rezultatelor n urma stabilirii punctajului pentru cele zece tipuri de font se trag concluzii asupra particularitilor fiecrui tip de font fa de ceea ce este stipulat n etaloane. 6. Bibliografie
1. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1974; 2. Ripoan, I., Chiamera, M. Tehnologia elaborrii i turnrii fontei. Editura Didactic i Pedagogic. Bucureti. 1981; 3.Sofroni, L.,Ripoan, I., Brabie, V. i Chiamera, M. Turnarea fontei. Editura Didactic i Pedagogic. Bucureti. 1985.
210
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
F20. Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular 1. Scopul Analizarea aspectelor structurale ale fontei cu grafit nodular i variaia structurii metalografice prin tratament termic. 2. Consideraii generale Fonta cu grafit nodular este reglementat de standardul SR ISO 1083. Fonta cu grafit nodular se mai numete i font cu grafit sferoidal. Masa metalic de baz se implic esenial n asigurarea proprietilor mecanice de rezisten. n tabelul 1/F20 se prezint proprietile mecanice determinate pe epruvete prelevate din probe turnate separat i, informativ, duritatea mpreun cu constituientul metalografic predominant n structur. Tabelul 1/F20 Proprieti mecanice determinate pe epruvete prelevate din probe turnate separat i constituientul metalografic predominant n structur.
Limita de Informativ Rezistena la Alungirea curgere Duritatea Constituient traciune, la rupere, Marca convenional, predominant minim,Rm, minim,A, Brinell, minim,Rp0,2, n HBS n structur n N/mm2 n % n N/mm2 bainit sau martensit 9002 900 600 2 280360 de revenire perlit sau structur de 8002 800 480 2 245335 revenire 7002 700 420 2 225305 perlit 6003 600 370 3 190270 perlit+ferit 5007 500 320 7 170230 ferit+perlit 45010 450 310 10 160210 ferit 40015 400 250 15 130180 ferit 40018 400 250 18 130180 ferit 35022 350 220 22 150 ferit
211
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
Fonta cu grafit nodular trebuie s conin grafit de forma V sau VI, conform ISO 945. Valorile minime ale energiei de rupere, prin oc mecanic pe epruvete prelevate din probe turnate separat pentru mrcile de font 400-18 i 350-22 se prezint n tabelul 2/F20. Piesele din font cu grafit nodular se livreaz, n cazul n care se determin proprietile mecanice pe probe turnate separat, respectndu-se rezistena la traciune, limita de curgere convenional i alungirea la rupere pentru fiecare marc de font, conform tabelului 1/F20 reglementat de standardul SR ISO 1083. Prin urmare, structura metalografic nu este impus de standard. Pentru obinerea celor 9 mrci de font cu grafit nodular se poate regla compoziia chimic i structura metalografic. Tabelul 2/F20 Valori minime ale energiei de rupere prin oc determinate pe epruvete prelevate din probe turnate separat
Valori minime ale energiei de rupere la oc, n jouli, pe epruvete cu cresttur n V La temperatura La temperatura de La temperatura de Marca ambiant (235)0C (202)0C (402)0C Valoare Valoare Valoare Valoare Valoare Valoare medie a 3 medie a 3 medie a 3 individual individual individual determinri determinri determinri
40018 40018 L* 35022 35022 L
14 17
11 14
12
12
19
* - litera L indic faptul c mrcile corespunztoare au specificat energia de rupere la temperaturi sczute. n stadiul de piese brut turnate, reglarea proprietilor mecanice ale fontei cu grafit nodular se poate realiza numai prin
212
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
tratament termic. Compoziia chimic i tratamentul termic sunt la alegerea productorului de piese turnate. n principiu, compoziia chimic se stabilete n funcie de grosimea de perete, gradul de aliere, clibilitatea necesar i caracteristicile mecanice prescrise. n cazul n care fonta cu grafit nodular este cu structur bainitic, compoziia chimic informativ este cea prezentat n tabelul 3/F20. Tabelul 3/F20 Compoziia chimic informativ a fontei cu grafit nodular cu structura bainitic
Elementul chimic Carbon Siliciu Mangan Fosfor Sulf Magneziu Nichel Cupru Molibden Coninutul, n % 3,403,50 2,202,60 max. 0,40 max. 0,05 max. 0,02 0,030,06 max. 2,00 max. 0,80 max. 0,30 Abaterea limit, n % 0,20 0,20 0,05 * * * + 0,01 + 0,05 + 0,05
* se stabilesc prin acord ntre productor i beneficiar La compoziia chimic prezentat n tabelul 3/F20, conform SR 13169, se admit coninuturile maxime de impuriti urmtoare: Al0,05%; Sb0,002%; Bi0,002%; As0,02%; B0,002%; Cd 0,005%; Pb0,002%; Se0,03%; Te0,02%; Sn0,02%; Ti0,04%. Carbonul echivalent trebuie s fie cuprins n intervalul 4,34,6% i se calculeaz cu relaia 1/20. Cechiv. = Ct + 0,3 . % Si, (1/F20) n care Cechiv. reprezint carbonul echivalent; Ct proporia de carbon din font; % Si proporia de siliciu din font. Caracteristicile mecanice ale marcilor de font cu grafit nodular cu structur bainitic, conform standardului SR 13169 sunt
213
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
cele prezentate n tabelul 4/F20. Tabelul 4/F20 Caracteristicile mecanice ale marcilor de font cu grafit nodular cu structur bainitic, conform standardului SR 13169
Marca fontei Fgn 800 Fgn 900 Fgn 1.000 Fgn 1.100 Fgn 1.200 Fgn 1.400 B B B B B B Rezistena la rupere, minim,Rm, n N/mm2 800 900 1.000 1.100 1.200 1.400 Limita de Energia curgere Alungirea Duritatea de convenional, la rupere, Brinell, rupere, minim, Rp0,2,n A, n % HB minim, N/mm2 n J 500 600 700 820 850 1.000 10 8 5 3 2 260320 280340 300380 360420 380450 450550 100 90 80 70 50
La modul general, n cazul fontei cu grafit nodular nealiat, compoziia chimic pentru fonta final (dup modificare i solidificare) este cea prezentat, orientativ, n tabelul 5/F20. Tabelul 5/F20 Compoziia chimic, orientativ, pentru fonta cu grafit nodular nealiat, n cazul fontei finale (dup modificare i solidificare)
Elementul chimic C Si Mn P S Mg Coninutul, n %, ntre limite largi 2,8004,000 1,6003,000 0,1500,900 maximum 0,100 maximum 0,015 0,0100,100 Coninutul, n % valori tipice 3,50 2,50 0,50 0,08 0,01 0,05
214
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
Pentru fontele cu grad de aliere mic cu grafit nodular, compoziia chimic de baz este urmtoare: 2,53,9% C, 1,06,5% Si, 0,10,8% Mn, max. 0,05% P i max. 0,03% S. Pentru fontele cu grad de aliere mediu cu grafit nodular, coninutul de carbon este de 2,93,2%, cel de siliciu este de 1,62,6% iar cel de mangan este de 0,61,2%. n cazul fontelor cu grad de aliere mare pentru nichel, cu grafit nodular, coninutul de carbon este de max. 3%, cel de siliciu variaz n intervalul 1,06,0%, cel de mangan este situat ntre limitele 0,57,0% iar cel de fosfor este de max. 0,08%. Fontele cu grad de aliere mare pentru siliciu, cu grafit nodular, au compoziia chimic de baz urmtoare: 0,50,8% C, 1416% Si, 0,30,8% Mn, max. 0,1% P i max. 0,03% S. Fontele cu grad de aliere mare pentru aluminiu, cu grafit nodular, au urmtoarea compoziie chimic: 1,62,5% C, 1,62,0% Si, max. 0,8% Mn, max. 0,2% P i max. 0,03% S. Pentru obinerea fontei cu grafit nodular cu matricea metalic feritic, se recomand ca fonta ce se modific s aib, printre altele, 0,040,4% Mn, 0,0150,100% P i 0,0150,030% S, [1],[2]. Recoacerea grafitizant Exist trei tipuri de recoaceri grafitizante, n funcie de scopul urmrit, acestea fiind urmtoarele: descompunerea cementitei libere i obinerea feritei; descompunerea cementitei libere; descompunerea cementitei legate. n figura 1/F20 se prezint diagrama recoacerii grafitizante de descompunere a cementitei libere i de obinere a feritei. Acest tratament termic se mai numete recoacere de grafitizare complet.
215
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
Fig. 1/F20. Recoacerea grafitizant de descompunere a cementitei libere i de obinere a feritei: I primul stadiu de grafitizare; II stadiul al IIlea de grafitizare; t temperatura.
Recoacerea grafitizant complet Recoacerea grafitizant complet se aplic n cazul n care se urmrete obinerea fontei cenuii cu grafit nodular feritice, pornind de la fonta ce prezint n structur cementit liber iar matricea metalic, de exemplu, este perlitic sau ferito-perlitic. Tratamentul termic const n urmtoarele etape: nclzirea fontei n domeniul austenitic, la o temperatur cuprins n intervalul 9009500C. Viteza de nclzire trebuie s fie mic, cum ar fi, de exemplu, nclzire timp de 1h 25 min (circa 6300C/h). Temperatura de 9009500C se alege pe criteriul c descompunerea cementitei libere, conform reaciei chimice (2/F20), se face cu o vitez suficient de mare, [3]. Fe3C = 3Fe + Cgrafit (2/F20) Dac temperatura de austenitizare s-ar mri, s-ar micora durata de grafitizare, ns ar crete pericolul de deformare a pieselor, de topire a eutecticului fosforos i de suprasolicitare termic a cuptoarelor. Dac temperatura de austenitizare se micoreaz, durata de grafitizare ar fi prea mare.
216
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
Grafitizarea cementitei libere const n disocierea cemenetitei libere, dizolvarea carbonului, difuzia carbonului prin austenit spre germenii de grafit i cristalizarea grafitului; meninerea n domeniul austenitic timp de 12 ore, n funcie de grosimea pereilor pieselor, cu scopul realizrii stadiului I de grafitizare. Atomii de carbon difuzeaz prin austenit i cristalizeaz pe germenii care se formeaz fie la suprafaa de contact austenitcementit, fie la suprafaa de contact grafit-austenit. n timpul meninerii n domeniul austenitic este posibil ca o parte din grafitul existent n structur s se dizolve n austenit. Carbonul rezultat din descompunerea cementitei libere va cristaliza dup geometria grafitului existent n font. Astfel, dac fonta este cu grafitul lamelar, carbonul va cristaliza, de asemenea, lamelar. Dac fonta este cu grafitul nodular, carbonul va cristaliza, de asemenea, nodular. Nu este indicat s se adopte temperaturi prea mari de austenitizare, deoarece o nclzire la temperaturi prea mari n primul stadiu de grafitizare frneaz feritizarea n al doilea stadiu de grafitizare, [4]. Durata de meninere n domeniul austenitic depinde i de cantitatea de cementit liber din structur ce trebuie descompus. n cazul n care se urmrete obinerea unor alungiri mari, este obligatorie nclzirea i meninerea n domeniul austenitic la temperaturi mari (9009500C). Se apreciaz c este nevoie chiar de prelungirea duratei de meninere cu scopul omogenizrii fontei n siliciu i egalizarea concentraiei vacanelor prin autodifuzia atomilor de fier. Viteza de grafitizare este cu att mai mare cu ct dimensiunile separrilor de cementit liber sunt mai mici iar num rul lor este mai mare. Prin mrirea numrului separrilor de cementit liber se mrete suprafaa de contact dintre austenit i cementit, ceea ce determin accelerarea procesului de germinare a grafitului i de difuzie a carbonului; rcirea cu vitez mare pn la o temperatur cuprins n
217
intervalul 7808000C, timp n care din austenita saturat n carbon se separ grafitul secundar ce se depune peste separrile existente de grafit. Viteza de rcire este, de exemplu, 450C/h. Conform [5], fonta se poate rci de la temperatura de 9009500C cu o vitez superioar celei menionate la aliniatul anterior pn la temperatura de circa 5000C rcire forat dup care fonta se renclzete pn la o temperatur din intervalul de 7808000C, cu o vitez de circa 6300C/h; rcirea cu o vitez foarte mic (25500C/h) n intervalul eutectoid de temperaturi, ceea ce reprezint practic o meninere la temperatura eutectoid. Intervalul eutectoid de temperaturi variaz de la 8007800C pn la 7207000C. n intervalul eutectoid de temperaturi austenita se descompune n ferit i grafit eutectoid, aceast transformare fiind stadiul al II-lea de grafitizare; rcirea n cuptor de la intervalul eutectoid de temperaturi pn la temperatura de circa 4000C (viteza de rcire este de ordinul 30400C/h). n timpul rcirii n cuptor pn la temperatura de circa 4000C se realizeaz i detensionarea pieselor; rcirea n aer pn la temperatura mediului ambiant de la temperatura de circa 4000C. Stadiul al doilea de grafitizare poate fi extins pn la 510 h. Rcirea n cuptor dureaz n practic 23 h. Recoacerea de descompunere a cementitei libere n figura 2/F20 se prezint diagrama de recoacere de descompunere a cementitei libere. Recoacerea de descompunere a cementitei libere se aplic, n principiu, fontei cu grafit nodular cu matricea metalic perlitic ce are cementit liber. Aceast recoacere are numai stadiul I de grafitizare i ntotdeauna se obine o matrice metalic perlitic deoarece n intervalul eutectoid de temperaturi fonta se rcete cu vitez relativ mare de exemplu, 750C/h. Prin urmare, nu este exclus ca s se trateze i font cu grafit nodular ferito-perlitic sau perlito-feritic ce
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
218
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
conine cementit liber, cu scopul obinerii unei matrice metalice n totalitate perlitic.
Fig.2/F20. Diagrama de recoacere de descompunere a cementitei libere: t temperatura.
Parametrii de tratament termic pentru descompunerea cementitei libere sunt identici cu acei prezentai la recoacerea de grafitizare complet. Recoacerea de descompunere a cementitei libere se mai numete recoacerea de grafitizare cu stadiul al II-lea incomplet. Recoacerea de descompunere a cementitei legate Recoacerea de descompunere a cementitei legate se aplic fontei cu grafit nodular ce nu are n structur cementit liber i ce are matricea metalic perlitic sau perlito-feritic, cu scopul transformrii acesteia n matrice metalic feritic. Recoacerea de descompunere a cementitei legate se mai numete recoacerea de grafitizare cu stadiul I incomplet. nclzirea n domeniul austenitic se face doar cu scopul transformrii n austenit a cementitei legate din perlit. Pentru acest scop nu sunt necesare temperaturi mari de meninere n domeniul austenitic, acestea fiind de maximum 8000C. Timpul de Fig.3/F20. Diagrama de meninere n domeniul descompunere a cementitei austenitic este n funcie de legate: t temperatura. mrimea pieselor grosimea
219
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
de perete (se poate aplica metoda de 1 h de meninere pentru fiecare 25 mm grosime de perete). Rcirea n domeniul eutectoid de temperaturi se face conform stadiului al II-lea de grafitizare de la recoacerea de grafitizare complet. Normalizarea Normalizarea se aplic fontelor cu grafit nodular ce au matricea metalic feritic sau ferito-perlitic n vederea transformrii ei n matrice metalic perlitic. Fonta ce se normalizeaz nu are n structur cementit liber. n vederea normalizrii, fonta se nclzete n domeniul austenitic, la temperatura de circa 9500C i se menine la aceast temperatur n vederea saturrii austenitei n carbon prin dizolvarea separrilor de grafit nodular n aceasta (dac austenita nu se satureaz n carbon, nu este posibil obinerea unei matrici metalice perlitice n totalitate). n vederea dizolvrii grafitului n austenit, se pot lua urmtoarele msuri: coninutul elementelor chimice de baz al fontei (Si, Mn, P, S) precum i al celor de aliere s fie minim; fonta ce se normalizeaz s aib ct mai mult perlit n matricea metalic; diametrul nodulelor de grafit s fie ct mai mic; gradul de compactitate al grafitului s fie ct mai mare; temperatura de meninere n domeniul austenitic s fie ct mai mare. Timpul de dizolvare al grafitului n austenit este de 24 h. Dup meninerea n domeniul austenitic, urmeaz rcirea pn la temperatura mediului ambiant cu o vitez n intervalul eutectoid de temperaturi de 501000C/min pentru ca austenita s se transforme exclusiv n perlit. Prin aplicarea normalizrii se realizeaz i mrirea gradului de dispersie al perlitei mpreun cu mrirea numrului de gruni de perlit.
220
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
n figura 4/F20 se prezint, pentru o font dat, variaia rezistenei la traciune a. i a alungirii b. n funcie de grosimea de perete, n cazul aplicrii normalizrii 1 , recoacerii complete 3 i recoacerii cu stadiul I incomplet 4 , n comparaie cu fonta n stare brut turnat 2.
a.
b.
Fig. 4/F20. Variaia rezistenei la traciune i a alungirii n funcie de grosimea de perete: S grosimea de perete; Rm rezistena la traciune; A alungirea; 1 dup normalizare; 2 n stare brut turnat; 3 dup recoacere complet; 4 dup recoacere cu stadiul I incomplet.
Clirea i revenirea Clibilitatea fontei cu grafit nodular, fa de oel, n circumstanele aceleeai matrice metalice, este mai mic din cauza prezenei grafitului ce micoreaz stabilitatea austenitei n timpul rcirii, micorare ce iniiaz transformarea austenitei n ferit i perlit, adic n constituieni metalografici de echilibru. Din cauza prezenei grafitului, austenita nu este omogen n ceea ce privete coninutul de carbon, din acest punct de vedere fonta cu grafit nodular avnd cel mai bun comportament fa de toate categoriile de font cenuie, ceea ce are influen negativ asupra constituienilor metalografici specifici clirii.
221
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
La prezena grafitului, ca factor negativ de clire, se adaug, n acelai sens de influen, i prezena coninuturilor mari n raport cu oelul de siliciu, sulf i fosfor. Clirea i revenirea se desfoar n dou etape, acestea fiind urmtoarele: clirea propriu-zis. Fonta se nclzete n domeniul austenitic, la temperatura de circa 9000C i se menine la aceast temperatur cu scopul saturrii austenitei n carbon. n lipsa saturaiei n carbon, n condiiile rcirii n ap sau n ulei, aa cum se i trateaz fonta dup ce s-a saturat austenita n carbon, austenita nu se mai transform n martensit, aa cum, de altfel, este i scopul clirii. Prin urmare, n urma rcirii fontei n ap sau ulei, se obine n structur martensit ce are rezisten mecanic mare, ns, are alungire mic (martensita este o soluie solid suprasaturat, instabil, de carbon n Fea, ce se obine numai n condiii de rcire cu vitez foarte mare peste 2000C/s; la asemenea viteze de rcire mari, carbonul nu reuete s se separe din soluia solid de carbon n Fea, formnd o fals soluie, suprasaturat). n condiii practice, pe lng martensit se obine i austenit rezidual, [6]. Dac piesele de font cu grafit nodular au n structur cementit liber (acest lucru se ntmpl, n special, atunci cnd modificarea se realizeaz cu magneziu ce are un puternic caracter antigrafitizant), n vederea clirii, trebuie supuse unei operaii de tratament termic de recoacere de grafitizare cu stadiul al II-lea incomplet. Cu scopul prevenirii transformrii austenitei n structuri ce conin ferit, se impune respectarea unei viteze minime de clire ce este n funcie de compoziia chimic a fontei (de exemplu, elementele chimice de aliere, n principiu, mresc clibilitatea). Se precizeaz c, spre deosebire de oel, la fonta cu grafit nodular, i la fonte n general, mrimea gruntelui de austenit nu este implicat n procesul de clire. La fonta cu grafit nodular, indiferent de temperatura de meninere n domeniul austenitic i indiferent de durata de meninere la aceast temperatur, nu are loc creterea grunilor de austenit.
222
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
n cazul fontei cu grafit nodular nu se recomand temperaturi foarte mari de austenitizare din cauza riscului de deformare i de crpare ce exist la clire de exemplu, se recomand 8809000C dac siliciul din font este n proporie de 2,02,5% i 9009200C n cazul n care fonta are un coninut de siliciu mai mare. Timpul de meninere necesar saturrii austenitei n carbon este de o or, indiferent de grosimea pereilor piesei, la care se adaug o or pentru fiecare 25 mm grosime de perete. n vederea stabilirii timpului de meninere pentru saturare n carbon a austenitei, se precizeaz c perlita, bainita i martensita se transform cu uurin n austenit, ceea ce nu se ntmpl i cu ferita. Acesta este motivul pentru care fontele ce iniial au matricea metalic feritic trebuie s fie meninute o perioad de timp mai mare n domeniul austenitic. De aceea, n cazul n care clirea se face prin inducie, trebuie ca masa metalic de baz a fontei ce se clete s fie perlitic. Aa cum s-a menionat, marea problem a clirii fontelor o constituie prezena grafitului, ce cu ct este n cantitate mai mare, mrete probabilitatea de cretere a numrului de locuri convenabile pentru germinare a feritei i perlitei (crete suprafaa interfeei grafitaustenit); revenirea propriu-zis. Revenirea const n nclzirea fontei clite la temperaturi de 3506000C, meninere la aceste temperaturi n vederea dizolvrii, de exemplu, a austenitei reziduale i apoi rcirea n aer pn la temperatura mediului ambiant. Pe lng eliminarea austenitei reziduale, revenirea are n vedere transformarea martensitei n bainit sau perlit de revenire. Constituienii metalografici din afara echilibrului ce se obin prin revenire determin variaia rezistenei la traciune, a duritii i alungirii aa cum se observ din figura 5/F20, n care se prezint variaia acestor caracteristici cu temperatura de revenire. Se observ c pe msur ce temperatura de revenire se mrete, se mrete i alungirea, n schimb duritatea micorndu-se ncontinuu iar rezistena la traciune micorndu-se de la temperatura de revenire de 4500C n sus (de la temperatura de revenire de 3500C la temperatura de revenire de circa 4500C crete i rezistena la
223
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
traciune).
Fig.5/F20. Influena temperaturii de revenire asupra duritii (HB), alungirii (A) i rezistenei la traciune (Rm), pentru o font cu grafit nodular dat: t temperatura de revenire.
Clirea i revenirea sunt cunoscute n tehnic sub denumirea de mbuntire. mbuntirea se utilizeaz n cazul n care se urmrete mrirea rezistenei la uzur a fontei cu grafit nodular aa se obin duriti pn la 300 HB, rezisten la traciune pn la 1.100 N/mm2 i alungiri de max. 7%. Clirea izoterm Fontele cu grafit nodular ce au n structur cementit liber nu se supun clirii izoterme. Ca i n cazul mbuntirii, n prealabil, fontele ce au cementit liber se grafitizeaz. Clirea izoterm const n nclzirea fontei n domeniul austenitic, la temperaturi cuprinse n intervalul 7508500C, meninere la aceste temperaturi n vederea omogenizrii austenitei i apoi rcire izoterm n baie de sruri de exemplu, NaNO3 + KNO3 sau NaOH + KOH etc. Temperatura bii de sruri variaz de la circa 6500C la circa 0 18 C, de exemplu. Dac temperatura bii de sruri este de 250180C are loc
224
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
transformarea martensitic austenita se transform, n principal, n martensit. Se precizeaz, c, pe lng constituienii din afara echilibrului, n structur exist i austenit, denumit rezidual sau remanent. Dac temperatura bii de sruri este mai mare de 6500C, din austenit se separ ferita i perlita. Transformarea bainitic obinerea de bainit din austenit are loc dac baia de sruri are temperatura n intervalul 6503750C obinerea bainitei superioare i dac temperatura este in intervalul 3752500C obinerea bainitei inferioare (bainita este un amestec de particule de ferit suprasaturat n carbon i carbur de fier). Dac baia de sruri are temperatura de 5404200C iar fonta are un coninut mic de siliciu, austenita de transform n troostit ce afecteaz plasticitatea fontei (troostita reprezint o perlit fin distana dintre lamele este de 0,1 mm ce se poate numi i perlit troostitic). Dac temperatura de meninere n domeniul austenitic este cobort pn n domeniul eutectoid de temperaturi, vor coexista fazele ferit, austenit i grafit, ceea ce nseamn c n urma clirii izoterme se obine o structur bainito-feritic.
Fig.6/F20. Influena temperaturii bii de sruri asupra proprietilor unei fonte cu grafit nodular date: Rm rezistena la rupere; A alungirea; t temperatura bii de sruri.
225
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
Dac o structur bainitic asigur o rezisten la traciune de 9001.400 N/mm2 i o alungire de 23%, o structur bainito-feritic are rezistena la traciune 8001.000 N/mm2 i o alungire de 57%. n condiiile n care nclzirea a fost fcut n intervalul eutectoid de temperaturi iar clirea se face n baia de sruri cu temperatura de 3500C, se obin cristale aciculare de bainit pe un fond de ferit. Fontele cu grafit nodular bainito-feritice se pot prelucra mecanic uor (duritatea este de 240270 HB). Pentru o font cu grafit nodular dat, n figura 6/F20, se prezint variaia proprietilor n funcie de temperatura bii de sruri. Cele mai bune proprieti de plasticitate se obin dac temperatura de nclzire n domeniul austenitic este de 1.0000C. Conform [5], dac temperatura bii de sruri este n intervalul 3504200C, se obin cele mai bune proprieti de plasticitate. Proprietile mecanice ale fontelor cu grafit nodular depind de raportul dintre cantitile de bainit, austenit rezidual i martensit la temperaturi ale bii de sruri sub 3500C, n cazul pieselor cu perei mici, masa metalic este format din maximum 13% martensit, maximum 30% austenit rezidual i bainit diferena pn la 100%. Tabelul 6/F20 Proprietile mecanice ale fontei cu grafit nodular obinute prin diverse tratamente termice.
Tratamentul termic i structura metalografic Stare brut turnat (perlitoferitic) Recoacere de grafitizare complet (feritic) Normalizare (perlitic) Clire izoterm (bainitic) Clire izoterm (bainiticoferitic) Proprietile mecanice Rezistena la Duritatea traciune, Alungirea, Brinell, HB, n Rm, n A, n % daN/mm2 N/mm2 600700 480520 700800 8501.000 780820 1,52,5 1420 1,01,5 23 57 270285 170190 240255 300350 240270
226
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
Pentru comparaie, se prezint n tabelul 6/F20 rezistena la traciune, alungirea i duritatea, obinute n diverse regimuri de tratament termic (recoacere de grafitizare complet, normalizare, clire izoterm bainitic i clire izoterm bainito-feritic) fa de starea brut turnat (masa metalic de baz perlito-feritic). 3. Modul de lucru O font cenuie cu grafit nodular, cu matricea metalic perlito-feritic, cu cementit liber n structur, se supune tratamentului termic de recoacere de grafitizare complet. Se trateaz termic 3 probe ce se amplaseaz n 3 zone diferite n spaiul de lucru al unui cuptor electric cu nc lzire pe baz de rezisten (bare de silit). Probele se nclzesc la temperatura de 9500C, se menin 2 h, se rcesc pn la temperatura de circa 7500C, se menin la temperatura de 7500C timp de 10 h i apoi se rcesc odat cu cuptorul. Se analizeaz structura metalografic pentru cele trei probe i o prob martor (netratat), consemnndu-se structura n referat. 4. Msuri speciale de asigurare a securitii muncii Se interzice atingerea barelor de siliciu cu sculele cu care se manevreaz probele. Se interzice tratamentul termic dac nu exist protecia prin legare la pmnt a cuptorului electric. Introducerea i scoaterea probelor din cuptor se face numai dac este deconectat de la reeaua electric cuptorul. 5. Interpretarea rezultatelor Se compar cantitativ i calitativ structura metalografic a celor 3 probe recoapte i a probei martor.
227
Corectarea prin tratament termic a structurii metalografice a fontei cu grafit nodular
6. Bibliografie 1. Cojocaru-Filipiuc, V. Fonte obinere. Editura Samia. Iai. 2003; 2. tefnescu, D.M. .a. Despre condiiile obinerii fontelor cu grafit nodular feritice n stare brut turnat. Metalurgia, nr. 2, 1980, p. 7686; 3. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975; 4. Sofroni, L. i tefnescu, D.M. Fonte modificate cu proprieti superioare. Editura Tehnic. Bucureti. 1971; 5. Sofroni, L., tefnescu, D.M. i Vicenz, C. Fonta cu grafit nodular. Editura Tehnic. Bucureti. 1978; 6. Tripa, I., .a. Mic enciclopedie de metalurgie. Editura tiinific i Enciclopedic. Bucureti. 1980.
228
Inocularea fontelor
F22. Inocularea fontelor 1. Scopul Rolul operaiei de inoculare const n mrirea caracteristicilor mecanice de rezisten. 2. Consideraii generale STAS 4.60087 definete inocularea ca fiind o operaie tehnologic de introducere a unor cantiti mici de elemente chimice n fonta lichid cu scopul prentmpinrii apariiei albirii inverse n pereii cu grosime mic. Albirea invers se constat, n special, la piesele cu perei subiri (cum ar fi, de exemplu, segmeni de piston), ceea ce nseamn c ar trebui s aib drept cauz principal viteza de rcire mare. n realitate, sunt implicai mai muli factori n aceast anomalie structural, fenomenul nefiind cunoscut n totalitate cauzal. Se apreciaz c n axa termic difuzeaz elemente chimice puternic antigrafitizante, cum ar fi hidrogenul iar la exteriorul peretelui segreg elemente chimice puternic grafitizante, cum ar fi siliciul, carbonul, nichelul etc. Exist i explicaia potrivit creia crusta solidificat iniial se comport ca o form metalic ceea ce nseamn c zona din axa termic a peretelui piesei se rcete cu vitez mare albete, [1],[2]. Conform definiiei dat de STAS-ul menionat, prin inoculare se prentmpin anomalia structural cunoscut sub denumirea anomalia cementitei (apariia ei n zone n care n mod normal nu se separ) i deoarece acest fenomen este cunoscut mai mult la piesele cu perei subiri ce oricum sunt susceptibile de apariia cementitei libere, rezult c inocularea ar avea n vedere i evitarea albirii fontei, aceast afirmaie neinnd seama de efectele secundare ale inoculrii. Termenul de inoculare din limba romn se pare c are la baz substantivul din limba englez inoculation ce tradus n limba romn nseamn modificare. Prin urmare, deja se ntrezrete c inocularea ar
229
Inocularea fontelor
face parte dintr-o noiune mai larg aceea de modificare a fontei (se reamintete c modificarea const n adaosul de elemente chimice n proporie foarte mic ce nu afecteaz compoziia chimic a fontei, n baia metalic, cu scopul schimbrii condiiilor de cristalizare). Pe de alt parte, se poate lua n consideraie i accepiunea termenului de inoculare din limba romn ce se refer la schimbarea poziiei fa de un fenomen de ctre un subiect n urma unei mici intervenii asupra subiectului. Din ce se va trata n continuare, se va vedea c termenul tehnic de inoculare se mprumut n ceea ce privete semnificaia din ambele sensuri prezentate anterior. n practic, din diverse motive, apar probleme de obinere n structur a cementitei libere la piese fasonate ce au i perei subiri, perei ce n condiii de albire nu se pot prelucra prin mijloace de prelucrare mecanic clasic. Mai mult, procesrile moderne pe maini de prelucrare mecanic automat fac imposibil de prelucrat mecanic piesele de font cenuie cu perei din font alb sau chiar din font pestri. Inocularea combate albirea fontei n cazul n care fonta ce se elaboreaz trebuie s fie cenuie, indiferent de geometria grafitului. Pentru ca s se poat combate albirea neprogramat, prin inoculare, trebuie cunoscute cauzele ce conduc la apariia acesteia, cauza principal fiind subrcirea fontei, subrcire ce acioneaz i asupra transformrii eutectice, n font cristaliznd, n loc de celulele eutectice, coloniile eutectice. Factorii ce provoac subrcirea sunt cei ce inhib prezena germenilor grafitizani, acetia fiind urmtorii: gradul de puritate al fontei. Se apreciaz c un aliaj Fe-C de nalt puritate, n general, este o font alb; fontele sintetice fr sulf au grafit de tip D (formele de grafit A, B, C, D i E sunt prezentate la lucrarea F 9 i sunt conform standardului american S.U.A. A.S.T.M. , n traducere liber, n limba romn, A.S.T.M. nsemnnd Societatea American de Testare a Metalelor). Din punct de vedere tehnic, forma grafitului trebuie considerat, conform standardului SR ISO 185 apelndu-se la
230
Inocularea fontelor
standardul ISO 945:1976 ce realizeaz descrierea microstructurii grafitului Cast Iron Designation of Microstructure of Graphite (standardul ISO 945:1976 trebuie utilizat n varianta actualizat). n cazul n care fontele sintetice au sulf, grafitul lamelar este de tipul A, B i E, n funcie de gradul de saturaie n carbon al fontei. Se reamintete c forma de grafit A nseamn lamele dezorientate, forma B nseamn lamele de grafit aglomerate sub form de rozet, forma C nseamn grafit lamelar specific fontelor cenuii cu grafit lamelar hipereutectice lamele mari de grafit primar i lamele mici de grafit eutectic , forma D nseamn grafit foarte fin i chiar punctiform interdendritic de subrcire iar forma E nseamn grafit lamelar fin interdendritic cu lamele orientate (standardul A.S.T.M. conine i tipul de grafit F ce reprezint grafit compact n cuiburi specific fontelor maleabile). Este evident c n realitate exist mai multe geometrii de grafit, cu grade diferite de compactitate (lamelar cu vrfurile rotunjite, coral, vermicular/compact, chunky, nodular etc.); supranclzirea n stare lichid. De exemplu, o font dat ar trebui s aib grafit de tip A, n circumstanele unei turnri la temperatura de 1.3000C, dar, supranclzit n agregatul de elaborare la temperaturi cuprinse n intervalul 1.5801.6000C, prezint grafit punctiform interdendritic tip D. Cauza trebuie atribuit distrugerii germenilor grafitizani. Dup ce fonta s-a topit , se apreciaz c face parte din sistemul coloidal Fe-C-Si alturi de faze dispersate (incluziuni nemetalice i grafit remanent). Pe msur ce gradul de supranclzire se mrete, unele incluziuni nemetalice se descompun n elementele chimice componente iar grafitul remanent se dizolv n matricea metalic lichid. n cazul gradelor de supranclzire n stare lichid foarte mari se produce dezactivarea incluziunilor nemetalice cu rol de germinare grafitizant precum i a incluziunilor de grafit remanent cu acelai rol, ntr-o mare msur. n consecin, se produce o subrcire foarte mare, obinndu-se la temperatura eutectic grafit de tip D grafit interdendritic de subrcire. Dac incluziunile nemetalice i grafitul remanent dispar, exist riscul ca fonta s se solidifice n sistemul metastabil se solidific fr grafit, adic sub form de font alb.
231
Inocularea fontelor
Un rol important n procesul de grafitizare l are SiO2 din baia metalic. Dac fonta se supranclzete n stare lichid la temperaturi mai mari dect temperatura de echilibru a reaciei chimice (1/F22), cantitatea de SiO2 din baia metalic se micoreaz conform acestei reacii chimice. [SiO2] + 2 [C] = [Si] + 2{CO} (1/F22) Pentru ca reacia chimic (1/F22) s nu afecteze semnificativ cantitatea de SiO2 aflat n suspensie n baia metalic, se impune ca fonta lichid s fie supranclzit la o temperatur egal cu 500C peste temperatura de echilibru a reaciei chimice (1/F22). Pe de alt parte, n timpul rcirii fontei lichide, n jurul temperaturii de 1.4000C se produce SiO2 ca efect al dezoxidrii fontei lichide, particulele de SiO2, de dimensiuni foarte mici, constituind germeni suplimentari de grafitizare. Cu att mai mult, prin inoculare, conform definiiei, ferosiliciul adugat nu face dect s fixeze sub form de SiO2 oxigenul ieit din soluie; meninerea prelungit a fontei n stare lichid, chiar i la temperaturi mici. De exemplu, pentru o font dat, este posibil ca, dac fonta se menine dou ore la temperatura de 1.3500C, s se obin grafit interdendritic. Meninerea prelungit accentueaz i clibilitatea. Eliminarea grafitului interdendritic punctiform se poate face prin adaosuri n baia metalic de Si sau Ni sau prealiaj AlMg, aceste materiale metalice determinnd obinerea n structur a grafitului tip A numai dac sunt introduse n baia metalic naintea turnrii fontei supranclzite. Dac aceste materiale se introduc n baia metalic nainte de supranclzirea n stare lichid, n final, n structur, grafitul se obine interdendritic punctiform (D); provocarea artificial de condiii de obinere a grafitului interdendritic, dup care se intervine cu tratamente pentru eliminarea lor. Astfel, conform B.C.I.R.A. (British Cast Iron Research Association Asociaia Britanic de Cercetare a Fontei Turnate), se provoac formarea de grafit D prin introducerea n fonta lichid de 0,2% titan sub form de ferotitan i apoi oxidarea lui prin barbotarea bii metalice cu bioxid de carbon. Insuflarea de bioxid de carbon n baia metalic determin oxidarea titanului i formarea unei zguri uor
232
Inocularea fontelor
fuzibile de titanai compleci ce acoper cu o pelicul germenii grafitizani aflai n suspensie n baia metalic, dezactivndu-i din calitatea de germeni eterogeni de grafitizare. Dac baia metalic este tratat ulterior cu hidrogen, prin insuflare, se realizeaz reducerea titanailor datorit afinitii chimice mari fa de oxigen a hidrogenului. Prin micorarea coninutului de FeO din titanaii compleci, se realizeaz mrirea fuzibilitii acestora i mrirea tensiunii interfazice dintre zgura de titanai i germenii grafitizani. n felul acesta, germenii grafitizani sunt reactivai, fonta obinndu-se cu grafit de tip A; toate bile metalice supranclzite la temperatura de 1.5000C sau la o temperatur mai mic sub o zgur sticloas cu coninut de FeO, se solidific n condiii de subrcire. Supranclzirea fontei lichide sub zguri aluminocalcice ce conin mai puin de 35% CaO, determin obinerea n font de grafit de tip A. Dac zgurile aluminocalcice au un coninut de SiO2 mai mare de 10%, fonta se solidific cu grafit tip D. n cazul supranclzirii fontei sub zguri silicocalcice cu coninut mare de SiO2, se obine o font cu grafit de tip A, n special n piesele cu perei groi, nconjurat de ferit; utilizarea necorespunztoare a adaosurilor de nichel i cupru, elemente chimice cu caracter grafitizant, n fonta lichid. Dac se realizeaz grafitizarea unui aliaj fier-carbon ce nu conine siliciu cu nichel sau cupru, fonta se solidific cu grafit de tip D. O asemenea situaie poate fi justificat de absena silicailor din baia metalic. Dac se introduce siliciu n aliajul Fe-C-Ni, fonta se solidific cu grafit de tip A. Acelai lucru se ntmpl dac siliciul se introduce n aliajul Fe-C-Cu, dar numai dac elementul chimic cupru se afl n baia metalic ntr-o cantitate mai mic dect limita de solubilitate n fier. n cazul n care cantitatea de cupru din font depete limita de solubilitate n fier, se formeaz incluziuni uor fuzibile de Cu2O ce ader la germenii de grafitizare, dezactivndu-i; topirea n atmosfer depresurizat. Dac fonta este elaborat n atmosfer depresurizat, exist tendina ca grafitul s se obin sub form de lamele (tip A) ntr-o proporie mic. Explicaia acestei particulariti are la baz micorarea coninutului de oxigen din baia
233
Inocularea fontelor
metalic etc. n figura 1/F22 se prezint curbele de rcire, n cazul unei fonte nealiate (variaia temperaturii n funcie de timp), pentru obinerea diverselor tipuri de grafit A, B, C, D i E sesizndu-se clar gradele de subrcire.
Subrcirea i inocularea sunt fenomene conexe, ns, prin efectele lor sunt fenomene contrare. Inocularea se poate defini ca fiind introducerea n baia metalic de germeni ce fac s dispar subrcirea sau, cel puin temporar, avnd rolul de amorsare a cristalizrii grafitizante, n mod deosebit pentru grafitul lamelar. Eficacitatea inoculrii depinde de structura cristalin a germenilor inoculani, aceasta variind dup cum n raport cu grafitul exist identitate cristalin, izomorfism (proprietatea unor substane chimice, cu acelai numr de atomi, dar diferii, de a forma acelai fel de structuri), epitaxie (se bazeaz pe posibilitatea de cretere a dou cristale, prin potrivirea pe suprafaa de contact a simetriei reticulare a
Figura 1/F22. Curbele de rcire pentru o font nealiat, mpreun cu tipurile de grafit lamelar ce se obin n funcie de gradele de subrcire (q max. 400C) q reprezint temperatura eutectic.
234
Inocularea fontelor
celor dou substane, implicit a distanelor interatomice din structur) sau nici o relaie. n cazul fontei trebuie s se considere reeaua cristalin a particulelor n stare de suspensie n baia metalic. Dup cum reeaua cristalin a unei particule n suspensie este mai mult sau mai puin asemntoare cu cea a grafitului dect cu a Fe, particula va amorsa cristalizarea grafitului mai degrab dect cea a austenitei. Principalele particule n suspensie se caracterizeaz conform unor cinci sisteme cristalografice, [4], respectiv, rombic, hexagonal, romboedric trigonal, ptratic (tetragonal) i cubic. n tabelul 1/F22 se prezint sistemele cristalografice ale principalelor particule n suspensie n fonta lichid. Tabelul 1/F22 Sistemele cristalografice ale principalelor particule n suspensie n fonta lichid
Romboedric Sistemul Ptratic Cubic Rombic Hexagonal trigonal cristalografic Coninutul metalografic Fe3C i Mn3C Grafit Austenit favorizat (FeO)2SiO2 SiO2 Al2O3 TiO2 CaO CaS (MnO)2SiO2 FeS CaSi2 CaC2 MgO Ni2Si (FeO,MnO)SiO2 SiC NiSi2 CrC2 SrO SrS Natura Ni2Si NiS CeC2 BaO particulelor n BaS suspensie n CaMg LiC2 MnO fonta lichid MnS ZrSiO4 FeO Li2S NiSi CeO2 TiC Al4Ca Li2O ZrC
235
Inocularea fontelor
Tabelul 1/F22 continuare
TiN ZrN Mg2S MgO Ni3Si TeSn
Particulele n suspensie n fonta lichid menionate n tabelul 1/F22 sunt n general n stare solid la temperatura eutectic a fontelor i se afl n baia metalic fie ca rezultat al introducerii n baia metalic de dezoxidani i inoculani, fie ca rezultat al ncrcturii metalice a agregatului de elaborare. Cei mai utilizai inoculani sunt ferosiliciul i silicocalciul, ns, nu sunt de neglijat nici inoculanii speciali ce conin zirconiu i stroniu, elemente chimice cu o eficacitate superioar siliciului deoarece diminueaz duritatea, finizeaz structura i mresc caracteristicile mecanice de rezisten. Necesarul de ferosiliciu ca inoculant este de 0,050,10%. Exist patru criterii de stabilire a eficacitii inoculanilor, acestea fiind clibilitatea, duritatea, mrimea grunilor metalografici n ruptur i gradul de subrcire n timpul solidificrii eutectice. Principalul inconvenient al inoculanilor cu siliciu este cauzat de coninutul de aluminiu al acestora, aluminiul provocnd, chiar i atunci cnd este n cantitate mic, formarea de incluziuni punctiforme de zgur. n acelai timp, prezena aluminiului n ferosiliciu, ca de altfel i a calciului, joac un rol de amors de grafitizare pentru siliciu. Adaosul de inoculant silicomanganzirconiu micoreaz nlimea zonei albe din seciunea probelor pan de la 4 mm, n cazul unui adaos n font de 0,25%, i la 1 mm, n cazul unui adaos de 1%, de exemplu. Inoculanii pe baz de grafit i carbur de siliciu sunt, de asemenea, foarte eficace. Astfel, de exemplu, inocularea cu 0,200,25% grafit pur elimin toate urmele de zone de font alb, chiar i n cazul pereilor de pies subiri.
236
Inocularea fontelor
Se utilizeaz cu rezultate foarte bune i inoculantul ferosiliciu cu urme de stroniu. Prin inoculare, topitura devine eterogen, obinndu-se ca efect i mrirea proporiei de ferit (n cazul fontei cu grafit nodular), mrirea gradului de uniformitate al distribuiei separrilor de grafit, mrirea gradului de compactitate al grafitului etc., [6], [7], [8]. Efectul inoculantului este cu att mai mare cu ct dimensiunile celulelor eutectice se obin mai mici, [9]. La nceputul inoculrii, siliciul i calciul formeaz carburi ce ulterior se descompun. Calciul formeaz i sulfuri i oxizi. Aluminiu formeaz doar oxizi. Carbonul din inoculani d natere la fluctuaii ale atomilor de carbon n topitur, [10]. Ferosiliciul cu coninut mic de stroniu este foarte eficient pentru inocularea fontei cu grafit nodular fr ceriu. Siliciul din toi inoculanii creeaz microvolume de metal lichid suprasaturate n carbon, astfel, determinnd m rirea numrului de germeni de grafit. Pentru inocularea fontei cu grafit nodular se recomand utilizarea urmtorilor inoculani: SiCa n proporie de 0,20,5%; 30% pmnturi rare, 4550% Si i n rest Fe; Y-Fe (45,88% Y), Y-Ni (48,87% Y), Y-Mg (11,30% Y), YMg (32,20% Y), Y-Mg (52,30% Y) i Y-Mg (92,66% Y), [12]; inoculantul din sistemul FeSiCaCeAlSO, ce conine 7076% Si, 0,751,25% Ca, 0,751,25% Ce, 0,751,25% Al i max. 1,0% (S+O), determin, prin prezena sulfului i oxigenului, formarea de compui chimici cu rol n germinarea primar de ctre Fe, Si, Ca, Ce i Al, [11]; inoculantul ce conine 73,78% Ca, 0,751,25% Ba i 0,751,25% Al, utilizat cu granulaie de 16 mm, n cantitate de 0,71,2 kg/100 kg de font lichid, determin o cantitate mic de zgur i o mare eficien, [13]. Influena cea mai mare a inoculrii se constat n cazul rezistenei la rupere i al duritii. n cazul unei fonte ce conine 3,01% C, 2,07% Si, 0,47% Mn, 0,04% S i 0,10% P, pentru o prob cu
237
Inocularea fontelor
diametrul de 32 mm, rezistena de rupere la traciune a crescut de la 256 N/mm2 la 312 N/mm2 iar duritatea a crescut de la 211 HB la 216 HB n cazul inoculrii cu FeSiZr cu 6065% Si i 1520% Zr. Dac nainte de inoculare grafitul era de tip A, cu lungimea lamelelor de 0,120,25 mm i de tip D, dup inoculare, grafitul a fost numai lamelar cu aceleai dimensiuni ale lamelelor. La modul general, prin inoculare, structura constituit dintr-o matrice metalic feritic i grafit punctiform interdendritic se transform ntr-o matrice metalic perlitic cu grafit lamelar cu lamele dezorientate, grafit sub form de rozete i grafit lamelar fin interdendritic orientat. Puterea geminativ a siliciului pur este nul, indiferent de mrimea granulaiei. Aluminiul pur, n cantitate de 0,2%, indiferent de regimul fontei lichide, nu schimb numrul de celule eutectice, mrirea numrului fiind unul din criteriile eseniale ale efectului inoculant. Aadar, aluminiul nu este inoculant. Introdus n fonta lichid supranclzit, aluminiul micoreaz proporia de ferit i mrete rezistena la rupere i duritatea. Fiind un element grafitizant, aluminiul micoreaz adncimea de albire n seciunea probei pan. n tabelul 2/F22 se prezint compoziia chimic a unor inoculani. Inocularea cu 0,1% calciu pur determin aceleai rezultate ca i n cazul inoculrii fontei cu FeSi75. Efectul de inoculare este foarte puternic dac fonta este supranclzit. Numrul de celule eutectice, de exemplu, crete de la 25% la mai mult de 600%, n timp ce ferita din structur dispare. Produii chimici rezultai n urma interaciunii calciului cu fonta lichid sunt disociai de ctre umiditatea atmosferic i genereaz acetilen (C2H2) conform reaciei chimice (2/F22), ceea ce demonstreaz c elementul chimic inoculant calciu formeaz n font CaC2. CaC2 + 2H2O = Ca(OH)2 + C2H2 (2/F22)
238
Inocularea fontelor
Tabelul 2/F22 Compoziia chimic a ctorva inoculani.
Inoculantul Ferosiliciu 75 Silicocalciu 50% Si Silicocalciutitan Silicocalciuzirconiu Ferosiliciuzirconiu Carbur de siliciu Grafit pur Silicomanganzirconiu (SM Z) Silicomanganaluminiuzirconiu Ferosiliciucalciuzirconiu Ferosiliciualuminiutitan Ferosiliciu 45 Si 7079 5055 5055 Ca Compoziia chimic, n % Al Zr Ti 2,5 12 11,5 12 1520 1540 56 56 57 10 78 Mn 0,7 68 68 1,0 C 0,1 30 100 0,50
68 57
6065 1520 4065 70 6065
6065 0,52,0 1,52,0 6570 5055 5047 56 0,1 20 2,0
Grafitul introdus n fonta lichid ca inoculant genereaz urmtoarele efecte: fie la temperatura de 1.3500C, fie la temperatura de 1.5500C, mrete accentuat numrul de celule eutectice; micoreaz cantitatea de grafit punctiform interdendritic. Grafitul de tip D (punctiform interdendritic) se depisteaz uor prin ruptura de culoare neagr a probelor sau a pieselor; mrete rezistena la traciune i duritatea dac este introdus n baia metalic nainte de supranclzire; dac fonta este excesiv de supranclzit, efectul grafitului
239
Inocularea fontelor
ca inoculant se inverseaz. Prin inoculare, se poate obine o cretere a rezistenei la traciune de pn la 40% n cazul utilizrii prealiajului inoculant ce conine 70% Cu, 5% Sn i 25% SiCa. Inoculanii nu au efect dac elaborarea se efectueaz n atmosfer depresurizat. Diminuarea i anularea efectului inoculrii Influena inoculantului dispare dup o anumit perioad critic de la operaia de inoculare, perioad critic ce depinde de compoziia chimic a inoculantului, mrimea granulaiei inoculantului, tehnica de introducere a inoculantului n baia metalic, temperatura bii metalice, compoziia chimic a bii metalice, gradul de supranclzire al bii metalice suportat n agregatul de elaborare, regimul termic al bii metalice pn la temperatura de inoculare etc. Efectul maxim al inoculrii se constat la circa trei minute dup ce s-a introdus inoculantul n baia metalic. Efectul de inoculare se menine la cote acceptabile pn la 1012 min de la introducerea inoculantului n baia metalic. Eficacitatea inoculrii cu ferosiliciu se constat pn la 1012 min de la introducerea inoculantului n baia metalic, n timp ce eficacitatea inoculrii cu SiCa, silicomanganzirconiu i inoculani ce conin stroniu este mult mai mare dect n cazul ferosiliciului. De exemplu, dup 30 min de la introducerea ferosiliciului cu stroniu n baia metalic, rezultatul inoculrii nc mai persist. Fontele ce se supun inoculrii Practic, toate fontele hipoeutectice cu coninutul de fosfor de maximum 0,1% , destinate turnrii de piese cu perei subiri ar putea fi inoculate cu 0,150,25% ferosiliciu cu 75% Si sau cu coninut de siliciu mai mare, [5]. Nu se recomand inocularea fontelor hipereutectice cu grad de hipereutecticitate mare.
240
Inocularea fontelor
Tehnici de inoculare Inoculanii, n mod deosebit silicocalciul, tind s pluteasc la suprafaa bii metalice din oala de turnare. Inoculantul se adaug pe jetul de font, jetul fiind pe jgheabul de evacuare a fontei la agregatul de elaborare sau pe ciocul unei oale de turnare intermediare. Introducerea inoculantului pe jet, n mod manual, nu se recomand deoarece genereaz o distribuire neuniform a inoculantului. Pe jet, inoculantul se introduce n mod mecanizat prin intermediul unor dozatoare de tipul celor prezentate n figurile 2/F22, 3/F22 i 4/F22.
Figura 2/F22. Tipuri de dozatoare utilizate pentru introducerea inoculanilor pe jetul de font: a dozator cu vibrare, acionat mecanic (1 buncr; 2 jgheab vibrator; 3 bra vibrator; 4 excentric; 5 supap); b dozator cu disc (1 dispozitiv de reglare; 2 buncr; 3, 4 i 5 dispozitiv de alimentare; a' distan de reglare); c dozator cu tambur (1 tambur; 2 buncr; 3 perie; 4 supap pentru reglarea productivitii tamburului; 5 sit; 6 eav; 7 dispozitiv de reglare; 8 cuv a tamburului).
241
Inocularea fontelor
3. Modul de lucru Se elaboreaz o font cenuie cu grafit lamelar, hipoeutectic ntr-un cuptor electric cu nclzire prin inducie, cu capacitatea de 25 kg. Fonta se supranclzete la temperatura de circa 1.4000C, temperatur msurat cu pirometrul optic. Se preleveaz o prob dup atingerea temperaturii de supranclzire, sub form de bar cilindric turnat, n condiiile impuse de SR ISO 185 din care se prelucreaz epruveta pentru ncercarea la traciune.
Fig. 3/F22. Instalaie de inoculare a fontei n jet: 1 bazin de turnare; 2 tub de turbionare; 3, 4 i 5 sisteme de dozare; 6 stativ; 7 oal de turnare.
242
Inocularea fontelor
Fig.4/F22. Schema inoculrii fontei n jet n timpul turnrii n form. 1 bloc de comand; 2 inoculant; 3 form; 4 jet de font; 5 jgheab sau cicul oalei de turnare; 6 buncr.
n timpul evacurii, dup ce a fost evacuat zgura de pe suprafaa bii metalice, se inoculeaz fonta cu 0,1% FeSi75 cu granulaia de 0,25 mm, prin presrare pe jgheabul de evacuare al cuptorului. Se toarn o prob cilindric n mod similar ca i cealalt menionat anterior. Se determin rezistena de rupere la traciune, duritatea i structura metalografic. 4. Msuri speciale de asigurare a securitii muncii Msurile speciale de asigurare a securitii muncii sunt identice cu acelea prezentate la lucrarea C 1.
243
Inocularea fontelor
5. Interpretarea rezultatelor Se compar rezistena de rupere la traciune, duritatea i structura metalografic pentru cele dou probe, respectiv pentru font neinoculat i inoculat. 6. Bibliografie 1. Ripoan, I. i Chiamera, M. Tehnologia elaborrii i turnrii fontei. Editura Didactic i Pedagogic. Bucureti. 1981; 2. Sofroni, L. Elaborarea i turnarea aliajelor. Editura Didactic i Pedagogic. Bucureti. 1975; 3. Cojocaru-Filipiuc, V. Fonte obinere. Editura Samia. Iai. 2003; 4. Apostolescu Rodica. Cristalografie. Mineralogie. Editura Didactic i Pedagogic. Bucureti. 1982; 5. Abramov, G. Foundry practice. Moscova, Mir Publishers, 1986; 6. Sofroni, L. i tefnescu, D.M. Fonte modificate cu proprieti superioare. Editura Tehnic. Bucureti. 1971; 7. Hecht, M. i Cloarec, P. Linoculation des fontes graphite sphrodal. Fonderie, fondeur daujourdhui, 1983, p. 2339 ; 8. Kimura, T. .a. Postinoculation of Rare Earth Treated Compacted Graphite Cast Iron. Trans. Amer. Foundrymens. Soc. Proc. 84th Annu.-Meet. St. Louis. Miss., 1980, Vol. 88, Des Plaines, III, 1980, p. 443450. 9. Milman, B.S. .a. Povenie effektivnosti grafitiziruiucego modifiirovaniia. Liteinoe proizvodstvo, nr. 8, 1982, p. 89; 10. Pregunov, L.V. .a. Grafitiziruiucie smesi dlea modifiirovaniia ciuguna. Liteinoe proizvodstvo, nr. 2, 1982, p.15; 11. Olson, S., Steen, S.S. i Klivdal, S. Dezvoltarea modificatorilor grafitizani i a materialelor de carburare pentru turntoriile de font. Revista de Turntorie, nr. 1, 2000, p. 711; 12. Grekii, Iu. Ia. i Metlitkii, V.A. Zavarka otlivok iz vsokoprocinogo ciuguna porokovoi provolokoi s ittriem. Liteinoe
244
Inocularea fontelor
proizvodstvo, nr. 7, 1975, p. 67; 13. Nstase, V. i Adam, N. mbuntiri tehnologice privind obinerea de piese turnate din font cu grafit nodular i cenuie pentru maini unelte. Revista de Turntorie, nr. 1. 2000. p. 1214.
245
Msuri de asigurare a securitii muncii
C1. Msuri de asigurare a securitii muncii 1. Scopul Avnd n vedere c unele lucrri se realizeaz la societi comerciale i majoritatea lucrrilor impun procesarea de bi metalice, nainte de realizarea fiecrei lucrri se vor prelucra studenilor toate msurile ce privesc lucrarea care urmeaz s se efectueze, i, dup aprofundarea acestora, se vor seminariza. n cazul efecturii lucrrilor la societi comerciale, studenii vor purta, n mod obligatoriu, cti de protecie i vor avea i avizul de acces n seciile convenite al serviciului specializat de protecie a muncii al societii respective. La toate lucrrile ce se efectueaz, studenii trebuie s aib lucrarea C1 listat de la adresa de internet www.sim.tuiasi.ro
2. Msuri generale
Factorii ce genereaz probleme sunt temperatura din preajma ageregatelor de elaborare, a instalaiilor de prenclzire i a instalaiilor de tratare a fontei n stare lichid, praful i gazele ce se degaj n timpul procesrii ncrcturilor i a metalului lichid i zgomotul provocat de utilajele implicate n fluxul tehnologic de elaborare a fontei. Pentru evitarea arsurilor, se impune ca pesonalul ce deservete instalaiile ce radiaz termic maximum 34 cal/cm2min s poarte echipament de protecie (n cazul unei radiaii termice mai mari de 4 cal/cm2min se produc arsuri). Impotriva radiaiei termice, de exemplu, pe platforma de lucru a cuptorului electric cu nclzire prin inducie, se utilizeaz paravane metalice, prevzute, eventual, cu vizoare din materiale transparente necasante n urma contactului cu stropi de metal. Uile sau capacele utilajelor trebuie s fie deschise doar pentru asigurarea interveniilor impuse de fluxul tehnologic. Praful degajat, n special, n cazul elaborrii n cubilou i n cuptorul electric cu nclzire prin arc electric, trebuie s fie n mod
246
Msuri de asigurare a securitii muncii
obligatoriu filtrat (de exemplu, la modul general, n cazul unei producii de 1 t piese turnate, se degaj 1050 g de praf). Materialele pulverulente trebuie manipulate prin transport conteinerizat, transport pneumatic etc. Particulele prfoase incandescente trebuie stinse nainte de a intra n filtrele consacrate purificrii gazelor ce le conin. Gazele ce rezult din fluxul tehologic de elaborare a fontei pot conine i componente toxice (n cazul obinerii unei tone de piese turnate, pot rezulta 150300 kg de oxizi de carbon, 0,81,0 kg de oxizi de sulf, produse de descompunere a uleiurilor, produse de ardere a materialelor nemetalice, oxizi de azot etc.), ceea ce oblig tratarea acestora prin diverse mijloace, cum ar fi filtrarea, arderea monooxidului de carbon etc. Ventilarea spaiilor de lucru ce conin gaze toxice este obligatorie. Monooxidul de carbon este un gaz incolor, fr miros i fr gust. CO se combin cu hemoglobina din snge rezultnd un produs stabil carbooxihemoglobina , astfel sngele pierznd capacitatea de a transporta i lega suficient oxigen (se produce intoxicarea otrvirea cu monooxid de carbon). Simptomele de intoxicare cu monooxid de carbon sunt urmtoarele: dureri puternice de cap, respiraie grea, pierderea cunotinei, convulsiuni, sufocare etc. CO este admis n spaiile n care are acces personalul de lucru la cel mult 30 mg/m3N. Locurile n care exist gaze toxice trebuie semnalate vizual. n caz de intoxicare cu CO, accidentatul trebuie scos urgent la aer curat i supus respiraiei artificiale. Micorarea intensitii zgomotelor produse de arcele electrice, generatoarele mecanice de frecven, ventilatoarele de aer etc. se realizeaz prin izolarea fonic a fundaiilor, pereilor i tavanele ncperilor n care sunt amplasate sursele de zgomot, utilizarea de ctre personalul de deservire a ctilor prevzute cu materiale izolatoare fonic etc. 3. Securitatea muncii n depozitele de materiale (baza de arjare) Principalele msuri ce trebuie avute n vedere sunt
247
Msuri de asigurare a securitii muncii
urmtoarele: amplasarea depozitului pe un teren orizontal; depozitul trebuie s fie bine drenat i iluminat; existena cilor de acces ce s evite blocarea mijloacelor de transport i s asigure circulaia fr riscuri de accidentare a personalului de deservire; debitarea i sortarea se realizeaz n afara zonei de aciune a podurilor rulante; o atenie mare trebuie s se acorde pregtirii dimensionale a bucilor de font prin metoda sonetei, personalul muncitor ce deservete o asemenea instalaie trebuind s fie instruit n mod corespunztor; ancorarea n crligul podurilor rulante se face numai de ctre personal instruit n acest scop; se pun n funciune numai acele utilaje ce sunt dotate cu dispozitive de protecie pentru mecanismele aflate n micare i sunt n perfect stare de funcionare; revizia i reparaia utilajelor se face numai dup scoaterea acestora din funciune; accesul pe podurile rulante i pe utilaje se face numai pe scri special amenajate; iluminatul cabinei podurilor rulante precum i a zonelor uor accesibile (pasarele, scri, crucioare, pri mobile etc.) se face prin intermediul surselor alimentate la o tensiune de maximum 24 V; ungerea rolelor benzilor transportoare se face numai n cazul cnd acestea sunt oprite sau n timpul mersului, n cazul n care dispozitivele de ungere sunt amplasate n afara zonei benzii de cauciuc; n cazul n care se realizeaz manipulri de praf de cocs sau crbune, trebuie luate msuri de evitare a autoaprinderii prafului de cocs (temperatura de autoaprindere este de 6007000C), cum ar fi evitarea depozitrii o perioad mare de timp a prafului de cocs, evitarea formrii de canale de acces al aerului etc. De asemenea, trebuie s se evite pericolul de formare a exploziilor (praful de cocs, n cantitate de 1724 g ntr-un metru cub de aer, n circumstanele
248
Msuri de asigurare a securitii muncii
existenei unei flcri deschise, face explozie explozia poate fi provocat i de o scnteie electric, o igar aprins, un chibrit aprins, flacra de la sudura oxiacetilenic sau chiar de o scnteie provocat de lovirea a dou buci de metal etc., dac exist 1724 g de praf de cocs/m3 de aer) etc.
4. Securitatea muncii pentru evitarea accidentelor din cauza instalaiilor electrice
Electrocutarea se produce atunci cnd prin corpul omenesc circul un curent electric a crui intensitate depete limita de 0,01 A, n cazul curentului electric alternativ, i limita de 0,05 A, n cazul curentului electric continuu. Curentul electric poate avea influen asupra inimii (se produce fibrilaia inimii contractri i destinderi cu frecven mare, adic de cteva sute de ori pe minut, ceea ce nseamn stoparea funcionrii inimii), sistemului nervos, cauzeaz arsuri sau chiar orbiri etc. Msurile principale de evitare a accidentrii prin electrocutare sunt urmtoarele: izolarea dielectric a prilor metalice aflate sub tensiune; inaccesibilitatea atingerii ntmpltoare, n timpul lucrului, a prilor metalice aflate sub tensiune; carcasarea de protecie; ngrdiri cu plase metalice sau table perforate; amplasri la nlimi inaccesibile; folosirea tensiunilor mici (36 V, 24 V, 12 V sau mai mici) pentru aparatele de msur i control portabile; protecia prin legare la p mnt se aplic la instalaiile electrice cu tensiunea de lucru de pn la 1 000 V ce funcioneaz cu punctul neutru al sursei de alimentare (transformator sau generator) izolat fa de p mnt, precum i la toate instalaiile electrice cu tensiuni mai mari de 1 000 V; protecia prin legare la conductorul de nul se aplic numai
249
Msuri de asigurare a securitii muncii
la instalaiile electrice cu punctul neutru al sursei de alimentare legat direct la pmnt; deconectarea automat n cazul apariiei unei tensiuni de atingere periculoase; deconectarea automat n cazul apariiei unor scurgeri de cureni periculoase; egalizarea potenialelor; separarea de protecie prin intermediul unui transformator de separaie; dotarea cu mijloace individuale de protecie; verificarea periodic a instalaiilor electrice; este interzis categoric lucrul pe linia de tensiune nainte de scoaterea de sub tensiune a respectivei linii; este interzis folosirea de instalaii electrice improvizate; nu se ating, sub nici un motiv, conductoarele (firele) czute, chiar, la pmnt etc. 5. Securitatea muncii la elaborarea fontei i oelului n cuptoare electrice cu nclzire prin inducie Se prezint, n continuare, msurile mai importante ce trebuie avute n vedere cu scopul evitrii apariiei de accidente, acestea fiind urmtoarele: exploatarea cuptoarelor cu inducie se ncredineaz numai persoanelor instruite, pregtite profesional i autorizate care au ndeplinit vrsta de 18 ani; este interzis intrarea persoanelor strine n incintele n care se afl instalaiile de alimentare electric a cuptorului, accesul fiind permis numai personalului care deservete aceste instalaii; n timpul funcionrii cuptorului este interzis a se efectua reparaiile la tabloul de comand de pe platforma de lucru. n cazul apariiei unei defeciuni n timpul funcionrii cuptorului, tabloul de comand se va deconecta de la reeaua de alimentare dup care se vor lua msurile necesare de remediere de ctre personalul instruit special n acest scop i autorizat s execute respectivele intervenii de
250
Msuri de asigurare a securitii muncii
specialitate; tamparea masei refractare granulare se realizeaz de ctre personalul calificat pentru acest scop i instruit n legtur cu importana calitii cptuelii refractare asupra securitii muncii i sistemului de producie; pentru operaia de tampare se vor utiliza numai materiale corespunztoare din punct de vedere al compoziiei chimice, granulometriei, caracteristicilor fizice etc., conform normelor n vigoare, prescripiilor din proiect sau indicaiilor furnizorului; uscarea i sinterizarea masei refractare granulare se realizeaz n strict conformitate cu prescripiile din proiect sau ale furnizorului, respectndu-se n mod riguros diagrama de nclzire de tratament termic; remedierea defeciunilor de la bateria de condensatoare se efectueaz numai dup deconectarea staiei de la reeaua de alimentare i descrcarea bateriilor de condensatoare prin intermediul unei rezistene de descrcare transportabil; se interzice descrcarea bateriei de condensatoare cu srm sau bare metalice; este interzis cu desvrire prsirea i lsarea cuptorului i instalaiilor fr supraveghere din partea celor desemnai pentru aceasta, n timpul funcionrii; prezena persoanelor strine pe platforma de lucru sau n apropierea creuzetului cuptorului n timpul basculrii acestuia este interzis; distrugerea podului format deasupra bii metalice din creuzet se face numai prin nclinarea cuptorului i meninerea lui n poziia corespunztoare. Distrugerea podului cu corpuri metalice (bare) nu este permis din cauza riscului de distrugere a cptuelii; groapa de colectare i incinta cuptorului se menin n stare perfect uscat iar pardoseala trebuie s fie n permanen uscat, curat i lipsit de urme de ap; n cazul perforrii creuzetului de metalul lichid, se deconecteaz cuptorul de la reeaua electric iar baia metalic se toarn n oale de avarie n timpul cel mai mic, prin bascularea
251
Msuri de asigurare a securitii muncii
cuptorului; este interzis turnarea fontei n groapa de colectare deoarece exist pericolul prezenei apei reziduale n aceasta; pentru mrirea gradului de siguran n exploatarea cuptorului, se verific periodic, conform notei tehnice, starea cptuelii refractare; anual, se controleaz cilindrii de basculare ai cuptorului pentru a se constata eventualele acumulri de aer, lundu-se imediat msuri pentru evacuarea acestuia; pentru a se preveni formarea cmpurilor electromagnetice, peretele cuptorului i toate conductoarele de alimentare se ecraneaz n mod corespunztor; din 6 n 6 luni se controleaz instalaia de rcire cu ap iar impuritile depuse pe pereii elementelor rcite vor fi eliminate; n cazul n care desulfurarea bii metalice se realizeaz cu carbid, acesta trebuie s fie foarte bine uscat; cuptoarele alimentate de la condensatoarele convertizorului de frecven trebuie s aib inductorul n aa fel amplasat nct s nu se permit atingerea accidental a lui; n momentul ntreruperii accidentale a alimentrii cu ap a bobinei inductoare, sistemul de deconectare automat a tensiunii de alimentare trebuie s funcioneze perfect; este interzis atingerea materialului topit cu scule neizolate i mnuirea sculelor fr mnui electroizolante; conectarea condensatoarelor sub tensiune pentru reglarea frecvenei n timpul topirii este permis numai prin separatori comandai de la distan; electricianul de serviciu, n timpul evacurii fontei din cuptor, trebuie s fie prezent lng cuptor, iar n timpul topirii trebuie s fie uor de gsit; pentru eliminarea gazelor produse n cuptor, acesta este prevzut cu instalaie de ventilare local; cuptorul trebuie prevzut cu sistem dublu de rcire a inductorului, generatorului de frecven i bateriei de condensatoare,
252
Msuri de asigurare a securitii muncii
dintre care unul este manual, pentru intervenie n caz de ntrerupere a alimentrii cu tensiune; cuptoarele cu creuzet trebuie s fie prevzute cu capace rabatabile ce vor fi deschise numai n timpul ncrcrii cuptorului sau atunci cnd se preleveaz probe, [1]; cuptoarele trebuie s fie prevzute cu dispozitive ce s nu permit bascularea cuptorului fr scoaterea de sub tensiune a bobinei inductoare; furtunurile pentru apa de rcire trebuie s fie prevzute la capete cu inele metalice legate la pmnt, [2]; la pornirea cuptorului dup o ntrerupere de durat, la punerea n funciune a unui cuptor nou sau dup reparaii, la inductor se verific starea izolaiei i se msoar rezistena acesteia cu un megohmmetru de 1 000 V. Rezistena de izolaie trebuie s fie mai mare de 100 MW. Se verific consolidarea spirelor i, dac este cazul, se cur bobina de praf i umezeal prin suflare de aer comprimat; presiunea apei de rcire trebuie s fie de 47 atmosfere; dac respectivul cuptor nu are reglare automat a factorului de putere, se urmrete indicaia cosfimetrului i se conecteaz, dac factorul de putere este inductiv, sau se deconecteaz, dac factorul de putere este capacitiv, un numr de condensatoare, pentru a se avea un factor de putere ct mai apropiat de valoarea unu; n cazul n care creuzetul se golete prin basculare, eliminarea resturilor de zgur sau de metal se realizeaz, de pe jgheabul de evacuare, perei i fund, n timp ce acestea sunt incandescente; dac la cuptoarele de capacitate mare se observ defecte mari n mai multe locuri, cptueala refractar granular se reface cu ajutorul unui ablon metalic, ntre pereii vechi i ablon tampndu-se masa refractar granular n straturi succesive, n mod similar cazului de confecionare a unui creuzet nou. Uscarea sau sinterizarea se realizeaz dup aceleai reguli ca la uscarea sau sinterizarea creuzetului nou; dac se constat supranclziri locale ale cptuelii, nroirea acesteia n exterior sau scurtcircuite ntre spire, cuptorul
253
Msuri de asigurare a securitii muncii
trebuie deconectat imediat i apoi golit cu scopul remedierii defectelor, [3]; n timpul ncrcrii mecanizate cu ben, nu este permis staionarea n jurul cuptorului, deoarece exist pericolul desprinderii i cderii bucilor metalice la ridicarea benei; materialele adugate n cuptor dup formarea topiturii nu trebuie s conin uleiuri, emulsii etc., nainte de adugare trebuind s fie uscate i prenclzite cu scopul prevenirii mprocrii cu metal lichid; nu este permis adugarea materialelor de la nlime mare sau lovirea cptuelii refractare n timpul introducerii acestora etc. 6. Securitatea muncii la elaborarea fontei i oelului n cuptoare electrice cu nclzire prin arc electric n mare parte, msurile de asigurare a securitii muncii sunt comune cu cele ntlnite la paragraful 5. n plus, se subiliniaz i urmtoarele msuri: mantaua metalic a cuptorului i plcile platformei de lucru trebuie s fie legate la pmnt; prile cuptoarelor ce se afl sub tensiune trebuie s fie vopsite n culoare roie i s fie prevzute cu sgei i inscripii contra atingerilor; ncrcarea manual expune personalul la radiaii termice puternice i eforturi fizice mari; manevrarea uii de lucru a cuptorului trebuie s se fac mecanizat; cu scopul reducerii nivelului de zgomot n timpul topirii trebuie s se ia msuri de stabilizare a arcului electric n ct mai scurt timp; pentru a proteja personalul de lucru de radiaia termic puternic a zgurii i a incintei cuptorului n momentul n care este eliminat zgura prin ua de lucru, se folosete un paravan de protecie cptuit cu plci de azbest;
254
Msuri de asigurare a securitii muncii
dup evacuarea zgurii lichide din cuptor n vagonet sau cochil, aceasta se acoper cu bauxit cu scopul accelerrii solidificrii i micorrii intensitii radiaiilor termice; ua cuptorului este deschis doar att timp ct se fac intervenii asupra bii metalice; se acord o mare atenie sortrii materialelor ce urmeaz a fi introduse n cuptor i ce ar exploda, aa cum ar fi proiectile, focoase, butelii, recipiente cu lichid inflamabil, vase nchise etc. (asemenea materiale metalice, nainte de a fi utilizate, sunt verificate de pirotehnicieni); nclinarea cuptorului n vederea evacurii se realizeaz cu vitez mic, evitndu-se micrile brute ce pot provoca accidente grave; operaia de prelungire a electrozilor sau de schimbare a acestora se execut, n mod obligatoriu cu cuptorul deconectat de la reeaua electric, 215; nu este admis pornirea simultan a dou cuptoare din cauza ocurilor mari de curent ce se produc n timpul topirii. Decalarea funcionrii este deosebit de important n cazul cuptoarelor de capacitate medie i mare; nainte de conectarea transformatorului trebuie verificat dac nu exist pe cuptor obiecte metalice ce s produc scurt circuit; n cazul ntreruperii apei de rcire a inelelor de etanare, cuptorul trebuie deconectat de la reeaua electric. La revenirea apei de rcire, aceasta nu trebuie s curg n mod continuu, ci n mod intermitent, prin deschiderea i nchiderea robinetului, pn la rcirea complet a inelelor; personalul ce deservete cuptorul trebuie s poarte echipament de protecie; alimentarea electric a cuptoarelor trebuie fcut printr-un transformator ce s separe galvanic circuitul de alimentare al electrozilor de circuitul legat la reeaua electric; conductoarele de alimentare a electrozilor mpreun cu piesele de susinere trebuie s fie ngrdite mpotriva atingerilor. Gardul de plas de srm, cu o nlime 2,3 m, trebuie s fie amplasat
255
Msuri de asigurare a securitii muncii
la o distan pe orizontal de minimum un metru de poziia cea mai apropiat posibil a conductoarelor fa de gard; tensiunea maxim posibil ntre electrozi nu trebuie s depeasc valoarea de 250 V; pupitrul de comand se amplaseaz ntr-o ncpere special n care are acces numai personalul special instruit pentru manevrarea cuptorului; nainte de bascularea cuptorului se verific dac mecanismul de basculare nu risc s fie blocat de buci metalice; construciei metalice a cuptorului i se va asigura o continuitate electric realizat prin sudur. Construcia metalic a cuptorului trebuie folosit drept conductor de protecie; n cazul introducerii uneltelor n cuptor, scula metalic se sprijin de o bar metalic orizontal, fixat de construcia metalic a cuptorului i legat electric de construcia metalic a cuptorului. Personalul care introduce o scul n cuptor trebuie s poarte m nui electroizolante; construcia metalic a cuptorului se leag prin sudur, n cel puin dou locuri, de instalaia de legare la pmnt a halei, la care trebuie s fie racordate toate echipamentele electrice aferente cuptorului, inclusiv transformatorului de alimentare; mnerul pentru reglarea manual a electrozilor se leag electric la pmnt i trebuie acoperit cu un material electroizolant. Platforma, pe care st personalul care manipuleaz mnerul pentru reglarea electrozilor, trebuie s fie izolat etc. 7. Securitatea muncii la elaborarea fontei n cubilou Principalele msuri de asigurare a securitii muncii sunt urmtoarele: se prefer prevederea cubilourilor cu parascnteie umede i este obligatorie prevederea cubilourilor cu parascntei; n scopul prentmpinrii exploziilor la gurile de aer, se prev d dispozitive de comunicaie ntre gurile de aer i atmosfer; pe conducta de aer dintre ventilatoare i cutia de aer
256
Msuri de asigurare a securitii muncii
trebuie s existe un dispozitiv automat pentru semnalizarea ncetrii funcionrii ventilatoarelor i o supap ce s evite ptrunderea gazelor de cubilou pe conduct, n timpul opririi neprevzute a ventilatoarelor. Supapa se amplaseaz la captul conductei de aer dinspre cubilou i se monteaz n aa fel nct s intre n funciune automat; n cazul n care gurile de aer sunt amplasate mai sus de 1,5 m de nivelul pardoselei, n jurul cubiloului se amenajeaz o platform cu o nlime de minimum 0,8 m i prevzut cu balustrad; mrirea presiunii aerului la valoarea de regim se face treptat prin deschiderea progresiv a vanei; n cazul n care cubiloul funcioneaz cu cocs i gaz metan, se impune ca instalaia de ardere a gazului metan s fie prevzut cu sisteme de protecie mpotriva pericolului de explozie; pentru supravegherea mersului cubiloului i pentru desfundarea gurilor de aer, fiecare gur de aer este prevzut cu o ram rabatabil cu vizor; ncrcarea cubiloului se prefer s se fac mecanizat (n cazul cubilourilor noi, ncrcarea mecanizat este obligatorie); nu se depete sarcina maxim ce poate fi suportat de platforma de ncrcare, sarcina maxim fiind afiat vizibil; platforma de ncrcare trebuie s aib o suprafa de minimum 8 m2, s nu fie alunecoas, s fie executat din material ignifug, s aib balustrad, s aib la margine o bordur cu nlimea de 10 mm i s fie prevzut cu scar de acces ce are balustrad i trepte nealunecoase; n faa cubilourilor se rezerv ca loc de lucru un teren cu limea de minimum 5 m, pardosit de regul cu plci de font, ntreinut n stare perfect uscat etc.; mantaua metalic a cubiloului trebuie s aib toate mbinrile etane; n cazul nclzirii mantalei pn la culoarea roie, se oprete cubiloul imediat i se rcete poriunea supranclzit prin suflare cu aer pn la descrcarea cubiloului (se interzice rcirea prin stropire cu ap); cubilourile rcite cu ap se prev d cu dou surse de
257
Msuri de asigurare a securitii muncii
alimentare cu ap. La aceste cubilouri se controleaz zilnic etaneitatea mantalei de rcire, a conductelor de aduciune i a conductelor de evacuare a apei (neetaneitile se remediaz imediat); fundurile cubilourilor trebuie s fie prevzute cu orificii necesare evacurii vaporilor de ap ce se degaj n timpul uscrii vetrei dup cptuire; nainte de evacuarea fontei, jgheabul cubiloului se nclzete la temperatura de minimum 2000C i apoi este acoperit, pn la evacuare, cu o plac de oel sau de azbest sau nlocuitor al acestuia. nainte de evacuare, se pregtesc cel puin dou dopuri de obturare a orificiului de evacuare a fontei montate pe mnere speciale; staionarea sau trecerea pe sub cubilou n timpul funcionrii lui este interzis; descrcarea cubiloului (prbuirea vetrei) se realizeaz numai de ctre personalul instruit special n acest scop, avndu-se n vedere i instalarea de paravane de protecie mpotriva stropilor de zgur, metalului incandescent i, de asemenea, cocsului incandescent i fondantului incandescent; pentru a se micora concentraia de monooxid de carbon de pe platforma de ncrcare, se introduce aer proaspt pe aceasta sau se prevede o perdea de aer deasupra gurii de ncrcare; n cazul blocrii ncrcturii n cuva cubiloului, deblocarea se realizeaz de la distan, prin intermediul unor rngi cu lungimea de minimum 2,5 m. Deblocarea ncrcturii poate produce refularea gazelor de cubilou prin orificiile vizoarelor de la gurile de aer, ceea ce impune, ca n timpul deblocrii ncrcturii, s se evacueze personalul din jurul cubiloului iar insuflarea aerului de combustie s fie ntrerupt; la evacuarea fontei, orificiul de evacuare trebuie s fie dezobturat complet, urmrindu-se obinerea unui orificiu cu seciune transversal circular ce s asigure curgerea fontei ntr-un jet uniform, fr stropi; personalul ce deservete cubiloul trebuie s poarte obligatoriu echipament de protecie etc.,[4].
258
Msuri de asigurare a securitii muncii
8. Bibliografie 1. xxx. Normativ de protecie a muncii. Bucureti. Oficiul de informare documentar. Volumul 2. 1987; 2. xxx. Normativ de protecie a muncii. Bucureti. Oficiul de informare documentar. Volumul 1. 1987; 3. Micu, E. Construcia i exploatarea cuptoarelor de topire din industrie. Bucureti. Editura Tehnic. 1975. 4. Cojocaru-Filipiuc, V. Fonte obinere. Iai. Editura "Samia". 2003.
259
You might also like
- Prelucrarea La Cald A OteluluiDocument16 pagesPrelucrarea La Cald A OteluluiNegoita DorinaNo ratings yet
- Tehnologia Si Materiale Metalice - Tema Tehnologia Elaborarii Otelului Homei Lucia (Fechete)Document45 pagesTehnologia Si Materiale Metalice - Tema Tehnologia Elaborarii Otelului Homei Lucia (Fechete)CRISTINA TAMASNo ratings yet
- Curs Sudura PDFDocument57 pagesCurs Sudura PDFDicu MarianNo ratings yet
- Sudarea Sub Strat de FluxDocument25 pagesSudarea Sub Strat de Fluxamdcatalin100% (1)
- Elaborarea Aluminiului TMDocument17 pagesElaborarea Aluminiului TMMaxim Ionela100% (1)
- Cercetari Privind Sudabilitatea Aliajelor de Aluminiu 3Document29 pagesCercetari Privind Sudabilitatea Aliajelor de Aluminiu 3tavipodeaNo ratings yet
- Taxa Mâncării KosherDocument4 pagesTaxa Mâncării KosherAlecsandr Badr HariNo ratings yet
- Curs Materiale PDFDocument35 pagesCurs Materiale PDFAndrei MihaiNo ratings yet
- Curs Bazele AschieriiDocument47 pagesCurs Bazele AschieriiAlexandru Bordea100% (1)
- Clase de Oteluri 1Document69 pagesClase de Oteluri 1Stephanie HansenNo ratings yet
- Fisier Complet Control Calitate Produse PolimericeDocument60 pagesFisier Complet Control Calitate Produse PolimericeKaty PytykNo ratings yet
- SR en 1011 - Sudarea Cu Arc ElectricDocument115 pagesSR en 1011 - Sudarea Cu Arc ElectricbrotaccristianNo ratings yet
- Asamblari Prin SudareDocument19 pagesAsamblari Prin Sudarevasile_bora1152No ratings yet
- Inginerie Electrica Onita MihaiDocument100 pagesInginerie Electrica Onita MihaiAndreea MariaNo ratings yet
- Masini Si Utilaje IndustrialeDocument68 pagesMasini Si Utilaje IndustrialeDan Manole100% (1)
- Elaborarea Otelurilor in Cuptoare Electrice Cu Arc2Document33 pagesElaborarea Otelurilor in Cuptoare Electrice Cu Arc2Rocsana Dan100% (2)
- Notite Curs Procedee de Elaborare Si Turnare Ale AliajelordDocument128 pagesNotite Curs Procedee de Elaborare Si Turnare Ale Aliajelordshalo69No ratings yet
- Cine Fost Adevaratii Locuitori Transilvaniei Venirea Ungurilor Explicatia IstoricilorDocument7 pagesCine Fost Adevaratii Locuitori Transilvaniei Venirea Ungurilor Explicatia IstoricilorTomescu MarianNo ratings yet
- Furnal ConvertizorDocument41 pagesFurnal ConvertizorBlasciuc Chirosca Gabriela100% (2)
- Aliaje Neferoase de TurnătorieDocument251 pagesAliaje Neferoase de TurnătorieSusan Cornell100% (1)
- Cap 4.8 IWE NouDocument9 pagesCap 4.8 IWE NouValentin RadulescuNo ratings yet
- Elemente Constructive Ale Burghielor Elicoidale Sunt În Principal UrmătoareleDocument8 pagesElemente Constructive Ale Burghielor Elicoidale Sunt În Principal Următoarelecalinalaura2No ratings yet
- Exercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019Document9 pagesExercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019alexNo ratings yet
- Alegerea MaterialuluiDocument2 pagesAlegerea MaterialuluiGalatan AncutaNo ratings yet
- TT AluminiuDocument20 pagesTT AluminiuMihai Nedea100% (1)
- Elemente de Tehnologia MaterialelorDocument232 pagesElemente de Tehnologia Materialelorslaromaster100% (1)
- Bazele Proiectarii Sculelor AschietoareDocument10 pagesBazele Proiectarii Sculelor Aschietoareoanadacica100% (1)
- Curs 4 - Produse Refractare Pulverulente PDFDocument9 pagesCurs 4 - Produse Refractare Pulverulente PDFDANBALANNo ratings yet
- 12 Monumente Din Istoria Românilor - Valentin SălăgeanuDocument108 pages12 Monumente Din Istoria Românilor - Valentin SălăgeanuTic1No ratings yet
- Studiul Materialelor Vol 2Document366 pagesStudiul Materialelor Vol 2Andrei Loață100% (5)
- Mentenanta Predictiva - Cost Saving VibrationDocument12 pagesMentenanta Predictiva - Cost Saving VibrationRebecca TerryNo ratings yet
- STAS CalitatiDocument78 pagesSTAS CalitatiAdriana ZamanNo ratings yet
- Revista Sudura 1 - 2013Document44 pagesRevista Sudura 1 - 2013Radu IuliaNo ratings yet
- Laminare Partea2Document41 pagesLaminare Partea2whiteniggaNo ratings yet
- CeasuriDocument9 pagesCeasuriuoviNo ratings yet
- AliajeDocument6 pagesAliajeBACANU_ADRIANNo ratings yet
- 24istoria Localitatii Asezarea Geografica Legende Despre Tea ChiojduDocument19 pages24istoria Localitatii Asezarea Geografica Legende Despre Tea Chiojduadymiculescu0% (1)
- CURS SUDOR - Fara DeseneDocument35 pagesCURS SUDOR - Fara Desenevasyly27No ratings yet
- Tehnologia Elaborarii OteluluiDocument26 pagesTehnologia Elaborarii OteluluiMădălina PăunescuNo ratings yet
- OtelulDocument7 pagesOtelulDiana ChiscaNo ratings yet
- Toma Bianca Adina - Surse de Poluare Si Poluanti La Elaborarea Otelului in Convertizorul Cu OxigenDocument8 pagesToma Bianca Adina - Surse de Poluare Si Poluanti La Elaborarea Otelului in Convertizorul Cu OxigenToma AdinaNo ratings yet
- Curs 2 Anul IDocument5 pagesCurs 2 Anul IxTr - SilenTNo ratings yet
- Proiect GDDocument25 pagesProiect GDcovaci03No ratings yet
- Fabricarea Fierului Si OțeluluiDocument9 pagesFabricarea Fierului Si OțeluluiIrimia AlexandruNo ratings yet
- Elaborarea Otelului in Cuptoarele Electrice Cu ArcDocument23 pagesElaborarea Otelului in Cuptoarele Electrice Cu Arcsoryn23No ratings yet
- Principile Elaborarii OteluluiDocument2 pagesPrincipile Elaborarii Oteluluilucian_panfilNo ratings yet
- Producerea Fontei-OţelDocument3 pagesProducerea Fontei-OţelamoskleinNo ratings yet
- Test Grila Elaborarea OțeluluiDocument13 pagesTest Grila Elaborarea OțeluluiAlessandra DiNo ratings yet
- Metalurgia OteluluiDocument76 pagesMetalurgia OteluluiValentin RadulescuNo ratings yet
- ProiectDocument21 pagesProiectNicoleta NefliuNo ratings yet
- Metalurgia Plumbului Si A ZinculuiDocument12 pagesMetalurgia Plumbului Si A ZinculuiИгорь ПетраковNo ratings yet
- Metalurgia OteluluiDocument81 pagesMetalurgia OteluluiRemus Atat100% (1)
- 05 - Procese de OxidareDocument11 pages05 - Procese de OxidareAnk GuzelinNo ratings yet
- Zgurile de OţelarieDocument29 pagesZgurile de OţelariePotrivitu DaniNo ratings yet
- Etapa 1Document34 pagesEtapa 1Vasile CurmeiNo ratings yet
- Cap - 2 - 4 IweDocument30 pagesCap - 2 - 4 IwedanNo ratings yet
- Consideratii Tehnice Tratare Apa CazaneDocument21 pagesConsideratii Tehnice Tratare Apa Cazanemarceliu8100% (2)
- OtelulDocument6 pagesOtelulPintea CatalinaNo ratings yet
- Curs MetalDocument14 pagesCurs MetalMocanu FlorinNo ratings yet
- FurnalulDocument11 pagesFurnalulChrome-INo ratings yet
- 1 Raport de Analiz Statistic Big q4 2020Document17 pages1 Raport de Analiz Statistic Big q4 2020George DrugauNo ratings yet
- Antrenament MaratonDocument1 pageAntrenament MaratonGeorge DrugauNo ratings yet
- Benjamin Franklin - Autobiografie PDFDocument112 pagesBenjamin Franklin - Autobiografie PDFLarisa Fotea100% (11)
- 11 - 12 CICLUL CarbonuluiDocument20 pages11 - 12 CICLUL CarbonuluiGeorge DrugauNo ratings yet
- Referat Despre PoluareDocument14 pagesReferat Despre PoluareGeorgiana Baciu75% (4)
- Dioxidul de CarbonDocument2 pagesDioxidul de CarbonCrina Mihaela0% (1)