You might also like
- Integrated Landing Gear System PDFDocument14 pagesIntegrated Landing Gear System PDFMario Di PisaNo ratings yet
- Boxes Part V7Document70 pagesBoxes Part V7davidNo ratings yet
- Manual: Process For Aircraft Design CertificationDocument50 pagesManual: Process For Aircraft Design CertificationAMMAR AHMEDNo ratings yet
- The Grid 2: Blueprint for a New Computing InfrastructureFrom EverandThe Grid 2: Blueprint for a New Computing InfrastructureNo ratings yet
- Method 514-7 Annex DDocument11 pagesMethod 514-7 Annex DRobert WangNo ratings yet
- 2020 Book FlexibleEngineeringTowardGreenDocument196 pages2020 Book FlexibleEngineeringTowardGreenmsmh.durrantNo ratings yet
- Engine Fleet Management - Final Document Version 00 - 8 9 21Document21 pagesEngine Fleet Management - Final Document Version 00 - 8 9 21shivNo ratings yet
- Demage Tolerant Design PDFDocument818 pagesDemage Tolerant Design PDFJoão Júnior LopêsNo ratings yet
- Bolts General1 PDFDocument2 pagesBolts General1 PDFFredNo ratings yet
- Technical Comparison - Dornier Do 228 NG PDFDocument8 pagesTechnical Comparison - Dornier Do 228 NG PDFSharon RNo ratings yet
- 1 Roles of Aircraft StructuresDocument32 pages1 Roles of Aircraft StructureszaidNo ratings yet
- CFD Analysis of Swept and Leaned Transonic Compressor RotorDocument5 pagesCFD Analysis of Swept and Leaned Transonic Compressor RotorseventhsensegroupNo ratings yet
- EASA Part 26 - Ageing Aircraft Structure RuleDocument60 pagesEASA Part 26 - Ageing Aircraft Structure RuleCelestine ChukwuNo ratings yet
- BombardierDocument46 pagesBombardierАльмир Зиннатуллин100% (1)
- AcuSolve Intro Training V18bDocument400 pagesAcuSolve Intro Training V18bsrihariaeroNo ratings yet
- Design and Analysis of The Main Assembly Jig For A Multirole Civilian Aircraft's Main DoorDocument6 pagesDesign and Analysis of The Main Assembly Jig For A Multirole Civilian Aircraft's Main DoorPrasanta Kumar SamalNo ratings yet
- Constraints For Static and Buckling AnalysisDocument9 pagesConstraints For Static and Buckling AnalysisManoj KumarNo ratings yet
- 05 - Rotor PrincipalDocument12 pages05 - Rotor Principalclebersjc100% (1)
- CADCDocument60 pagesCADCCamelia MunteanuNo ratings yet
- 0B702 Maintenance Manual Ed2 Rev2 20130809Document696 pages0B702 Maintenance Manual Ed2 Rev2 20130809mohammed kareemNo ratings yet
- Documents - Pub Ss9208 Rev 48 Production Acceptance CriteriaDocument64 pagesDocuments - Pub Ss9208 Rev 48 Production Acceptance CriteriaflyinzeskyNo ratings yet
- Cabin Layout and Fuselage GeometryDocument15 pagesCabin Layout and Fuselage GeometryNandNNo ratings yet
- Fuselage Design For Stress Caused Due To Wing at Various Load ConditionsDocument48 pagesFuselage Design For Stress Caused Due To Wing at Various Load ConditionsSri Tech Engineering100% (1)
- Appendix H Planet Gear Bearing Analysis ReportDocument13 pagesAppendix H Planet Gear Bearing Analysis ReportCarloK98No ratings yet
- Wing Creation Using PCL / Patran: DMSM / IsaeDocument54 pagesWing Creation Using PCL / Patran: DMSM / Isaehakan demirNo ratings yet
- Typical Uses of MPC PDFDocument14 pagesTypical Uses of MPC PDFManoj KumarNo ratings yet
- Faa Ac29-2cDocument1,258 pagesFaa Ac29-2crobbertmdNo ratings yet
- 5 - Configuration Aerodynamics - 2 PDFDocument11 pages5 - Configuration Aerodynamics - 2 PDFNuta ConstantinNo ratings yet
- Chapter 27 - Helicopter Vibration Reduction - 2018 - Morphing Wing TechnologiesDocument28 pagesChapter 27 - Helicopter Vibration Reduction - 2018 - Morphing Wing TechnologiesRichardNo ratings yet
- AGARD445 Workshop PDFDocument39 pagesAGARD445 Workshop PDFBhaskar Nandi100% (1)
- A Review On Bird Strike Capability On Service-Age Aircraft CanopyDocument14 pagesA Review On Bird Strike Capability On Service-Age Aircraft Canopytomzee1No ratings yet
- v20 - GE-1019 Turbofan and Turbojet Engines Database Handbook-1-8Document8 pagesv20 - GE-1019 Turbofan and Turbojet Engines Database Handbook-1-8MoyiNo ratings yet
- 2.1 Introduction To Flight Control SystemsDocument38 pages2.1 Introduction To Flight Control SystemsFanhang ZhangNo ratings yet
- Helicopter Blade FEADocument4 pagesHelicopter Blade FEAAdityaRamkumarNo ratings yet
- Cbush & Celas Results Interpretation PDFDocument10 pagesCbush & Celas Results Interpretation PDFManoj KumarNo ratings yet
- Air BusDocument22 pagesAir BusChandrashekar HiremathNo ratings yet
- Overview of The Full Scale Durability Tests On F-35 Lightning II ProgramDocument21 pagesOverview of The Full Scale Durability Tests On F-35 Lightning II ProgrampuhumightNo ratings yet
- Composite MaterialsDocument10 pagesComposite MaterialsGonzalo AnzaldoNo ratings yet
- Concurrent Engineering Development and Practices For Aircraft Design at AirbusDocument9 pagesConcurrent Engineering Development and Practices For Aircraft Design at Airbusanon_658728459No ratings yet
- Flutter TestDocument26 pagesFlutter TestYvessNo ratings yet
- Examples 2 PDFDocument678 pagesExamples 2 PDFSyed Imtiaz Ali ShahNo ratings yet
- ATA OverviewDocument17 pagesATA OverviewRavindra BhatnagarNo ratings yet
- Presentation JSC FED Overall 2021Document39 pagesPresentation JSC FED Overall 2021Vasyl LoginovNo ratings yet
- Aips 2018 01Document14 pagesAips 2018 01Rajiv Kumar100% (1)
- Calculation of Wing LoadsDocument55 pagesCalculation of Wing LoadsJony Oliver Lazo RamosNo ratings yet
- Brochure AirplanDocument24 pagesBrochure AirplanValentin Bortos100% (1)
- Wing Rib Stress Analysis and Design OptimizationDocument5 pagesWing Rib Stress Analysis and Design OptimizationNeeraja ManemNo ratings yet
- Stress Analysis of Wing Fuselage Lug Attachment of A Transport A/cDocument8 pagesStress Analysis of Wing Fuselage Lug Attachment of A Transport A/cAbrahamJPulickalNo ratings yet
- AirframerDocument22 pagesAirframerSani SanjayaNo ratings yet
- 787 Report Final - March 19, 2014Document71 pages787 Report Final - March 19, 2014Evan Buxbaum, CircaNo ratings yet
- Aersys Knowledge Unit: Typical Uses of MPCDocument14 pagesAersys Knowledge Unit: Typical Uses of MPCantonellodelreNo ratings yet
- Aerospace Seat TracksDocument7 pagesAerospace Seat TracksSergey FedorinovNo ratings yet
- Extreme Response Spectrum of A Random Vibration PDFDocument196 pagesExtreme Response Spectrum of A Random Vibration PDFjitendra25252No ratings yet
- LS-DYNA For Engineer EN SampleDocument71 pagesLS-DYNA For Engineer EN SampleatishmtechNo ratings yet
- Sesar ConopsDocument214 pagesSesar ConopsDaniel Stanescu100% (1)
- Aersys 7024Document3 pagesAersys 7024antonellodelreNo ratings yet
- Engine Pylon PDFDocument9 pagesEngine Pylon PDFSergioMelgarejoNo ratings yet
- Local Stress Analysis by Chris HinnantDocument52 pagesLocal Stress Analysis by Chris Hinnantjohnnyr_5100% (4)
- Wind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsFrom EverandWind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsNo ratings yet
- Primary StructureDocument47 pagesPrimary StructureKusum GuptNo ratings yet
- Joint StiffnessDocument5 pagesJoint StiffnessJoon Hyuk ParkNo ratings yet
- Guide To Design Criteria For Bolts and Riveted JointsDocument352 pagesGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- LingapsDocument10 pagesLingapsGowtham ReddyNo ratings yet
- ILSSDocument31 pagesILSSSanjib RaiNo ratings yet
- EnDuraSim Rigid ElementsDocument6 pagesEnDuraSim Rigid ElementsGowtham ReddyNo ratings yet
- MD Nastran InputDocument24 pagesMD Nastran InputSameera SrivathsaNo ratings yet
- Shaft and Bearing CalculationDocument24 pagesShaft and Bearing CalculationArul Gnana JohnNo ratings yet
- RD CalculationsDocument1 pageRD CalculationsgtgowthamNo ratings yet
- CompositesDocument16 pagesCompositesGowtham ReddyNo ratings yet
- CatiascriptDocument2 pagesCatiascriptGowtham ReddyNo ratings yet
- 0521896789MechanicsSolidsDocument461 pages0521896789MechanicsSolidsGowtham ReddyNo ratings yet
- Virtual 5Document7 pagesVirtual 5Gowtham ReddyNo ratings yet
- Lang Code MybbDocument3 pagesLang Code Mybbwhite_snow19No ratings yet
- Rotor Dynamic Analysis of Electrical MachinesDocument6 pagesRotor Dynamic Analysis of Electrical Machinesbitconcepts9781No ratings yet
- 544 Dynamics of MachinesDocument6 pages544 Dynamics of MachinesGowtham ReddyNo ratings yet
- Motion NumericalsDocument3 pagesMotion NumericalsnikkiNo ratings yet
- Checklist ProceduresDocument4 pagesChecklist ProcedurescaptanshumanNo ratings yet
- The Civil Helicopter in The CommunityDocument21 pagesThe Civil Helicopter in The CommunityNICOLEFOCONENo ratings yet
- Normal Procedures 737-NgDocument101 pagesNormal Procedures 737-NgAllan Mucken100% (1)
- 032 - Flight Performance and PlanningDocument4 pages032 - Flight Performance and PlanningUvin RanaweeraNo ratings yet
- Instructor's Corner Airbus A 320 Puc Go - Voo Simulado e Inglês Técnico Reinaldo Del FiacoDocument18 pagesInstructor's Corner Airbus A 320 Puc Go - Voo Simulado e Inglês Técnico Reinaldo Del FiacoReinaldo Del Fiaco100% (1)
- 2010 02 AlertDocument47 pages2010 02 AlertNuttapol Fuangfoodamrongchai100% (1)
- SECTION 2-TRANSCRIPTS-225 CâuDocument7 pagesSECTION 2-TRANSCRIPTS-225 CâuvipseceNo ratings yet
- 320 Pocket ReviewDocument6 pages320 Pocket ReviewJulioallendeNo ratings yet
- An24 ChecklistDocument1 pageAn24 ChecklistsergioNo ratings yet
- Grand Caravan EX ProductCard PDFDocument2 pagesGrand Caravan EX ProductCard PDFBayu Panji BaskoroNo ratings yet
- Normal Checklist: Model 525CDocument5 pagesNormal Checklist: Model 525CJose Otero De SantiagoNo ratings yet
- Reject Take Off: Condition of RtoDocument1 pageReject Take Off: Condition of RtoBharat BhushanNo ratings yet
- Flight Planning Guide Embraer Phenom 100EVDocument28 pagesFlight Planning Guide Embraer Phenom 100EVFelipe Pedroso100% (7)
- Seaplane Take Off Calculation 2006-12-03Document7 pagesSeaplane Take Off Calculation 2006-12-03Elmer Villegas100% (1)
- Pilatus PC12-NG - Pilatus Flight Profiles Rev 0 PDFDocument17 pagesPilatus PC12-NG - Pilatus Flight Profiles Rev 0 PDFLucas Knight100% (3)
- Short Field Performance PDFDocument4 pagesShort Field Performance PDFcyp100% (1)
- PC12 Checklist PDFDocument4 pagesPC12 Checklist PDFcarlosjrico100% (3)
- AIRMANCompentency Check Part135Document1 pageAIRMANCompentency Check Part135rayaduqsNo ratings yet
- BA-31 32 Pilot Standardization R6 PDFDocument137 pagesBA-31 32 Pilot Standardization R6 PDFCamilo Restrepo100% (1)
- Lgav 20-2020Document67 pagesLgav 20-2020Tweed3ANo ratings yet
- FS2Crew NGX Voice Control TutorialDocument21 pagesFS2Crew NGX Voice Control TutorialJosé TrujilloNo ratings yet
- JTPH-JSLL Full Flight - FlightlineDocument8 pagesJTPH-JSLL Full Flight - Flightlineqmvk6bhp28No ratings yet
- F 15CDocument8 pagesF 15CbdromeiraNo ratings yet
- CHECKLISTS - X-Plane 11 - MD-82 - by - Tomàs - GomilaDocument4 pagesCHECKLISTS - X-Plane 11 - MD-82 - by - Tomàs - GomilaHildebrando CastroNo ratings yet
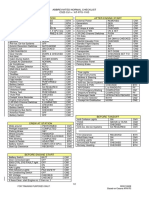
- Abbreviated Checklist CJ1+ - R03Document2 pagesAbbreviated Checklist CJ1+ - R03Rex FoxNo ratings yet
- LIRFDocument31 pagesLIRFRoby LNo ratings yet
- Learjet 35 Learjet3 06 ManeuversDocument30 pagesLearjet 35 Learjet3 06 ManeuversJose Ariel Chejanovich100% (3)
- Tecnam p2002 Sierra Deluxe Flight Manual PDFDocument70 pagesTecnam p2002 Sierra Deluxe Flight Manual PDFAlejo AseijasNo ratings yet
- Measuring Your Takeoff: 14CFR 91.103 (B)Document5 pagesMeasuring Your Takeoff: 14CFR 91.103 (B)Jacob PedersenNo ratings yet