You might also like
- E1815-08 (2013) E1 Standard Test Method For Classification of Film Systems For Industrial RadiographyDocument7 pagesE1815-08 (2013) E1 Standard Test Method For Classification of Film Systems For Industrial RadiographythoavitNo ratings yet
- Astm e 2446Document9 pagesAstm e 2446김경은No ratings yet
- E1815-01 Film System Classification PDFDocument6 pagesE1815-01 Film System Classification PDFalisyalalaNo ratings yet
- ASTM E 1030 00 Radiographic Examination of Metallic Castings1Document11 pagesASTM E 1030 00 Radiographic Examination of Metallic Castings1jra9090100% (1)
- ASTM E213-02 UT-Pipes & Tubing PDFDocument11 pagesASTM E213-02 UT-Pipes & Tubing PDFZeeshan HasanNo ratings yet
- National Step Tablet Vs Step Wedge Comparision FilmDocument4 pagesNational Step Tablet Vs Step Wedge Comparision FilmManivannanMudhaliarNo ratings yet
- DGS DiagramDocument3 pagesDGS DiagramDhanasekaran R100% (1)
- ASTM E92 Vickers Hardness of Metallic MaterialsDocument9 pagesASTM E92 Vickers Hardness of Metallic MaterialsUNAQ ManufacturaNo ratings yet
- ASME Code Case 2600 PDFDocument2 pagesASME Code Case 2600 PDFrotero_pujolNo ratings yet
- Calibration of Transmission Densitometers: Standard Practice ForDocument2 pagesCalibration of Transmission Densitometers: Standard Practice ForFrancisco PizarroNo ratings yet
- EN 15317 AnglaisDocument25 pagesEN 15317 Anglaisbarbier100% (1)
- E1212-17-Establishing Quality Management SystemsDocument5 pagesE1212-17-Establishing Quality Management SystemsVuong Tran VanNo ratings yet
- 00.ISO 9712 Scheme SGNDTDocument41 pages00.ISO 9712 Scheme SGNDTVuong Tran VanNo ratings yet
- ASTM E433 71 (Reapproved 2018)Document5 pagesASTM E433 71 (Reapproved 2018)VICTOR SEGOVIANo ratings yet
- E1208 720Document7 pagesE1208 720gerardomediavillaepnNo ratings yet
- E747-04 (Reapproved 2010) PDFDocument15 pagesE747-04 (Reapproved 2010) PDFlean guerreroNo ratings yet
- ASTM 2491 - 08 PhaseArray PDFDocument18 pagesASTM 2491 - 08 PhaseArray PDFOmero MeraNo ratings yet
- Astm e 1032-06Document6 pagesAstm e 1032-06Renato BarretoNo ratings yet
- GE Hardness-testing-FAQ MIC 10Document19 pagesGE Hardness-testing-FAQ MIC 10Harshit MehtaNo ratings yet
- Nondestructive Testing StandardsDocument11 pagesNondestructive Testing StandardsJeganeswaranNo ratings yet
- Dac & DGSDocument14 pagesDac & DGSAhmad Daniel100% (1)
- Standard Guide For Evaluating Performance Phased Array UnitDocument20 pagesStandard Guide For Evaluating Performance Phased Array UnitAnonymous m43RBxOVZ2No ratings yet
- Iso 17638 IzvodDocument16 pagesIso 17638 IzvodAleksandar StojanovicNo ratings yet
- C.V Utekar Assistant Manager ASNT Level IIIDocument4 pagesC.V Utekar Assistant Manager ASNT Level IIIShrikant UtekarNo ratings yet
- Astm E1476 - 04 PDFDocument13 pagesAstm E1476 - 04 PDFKewell LimNo ratings yet
- E797e797m 21Document9 pagesE797e797m 21Jlaraneda SantiagoNo ratings yet
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- A275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingDocument7 pagesA275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingNiking ThomsanNo ratings yet
- Summary of Changes For The Application of SNT TC 1A 2016 Under ASME V 2019Document15 pagesSummary of Changes For The Application of SNT TC 1A 2016 Under ASME V 2019nathaniel ekaiko100% (6)
- ASTM E1079 Calibration of Transmission DensitometersDocument2 pagesASTM E1079 Calibration of Transmission Densitometersrcdl2949100% (1)
- E1219 PDFDocument6 pagesE1219 PDFJason PalmerNo ratings yet
- Astm Se-273Document5 pagesAstm Se-273Deyci Yamile Peña SantosNo ratings yet
- E703-98 EC Sorting of NonFerrous PDFDocument5 pagesE703-98 EC Sorting of NonFerrous PDFTerfaia NadjatNo ratings yet
- Astm E1220Document6 pagesAstm E1220Gerardo Mediavilla100% (1)
- 0.1. Liquid Penetrant TestingDocument123 pages0.1. Liquid Penetrant TestingJLVriver100% (1)
- Astm E1001Document10 pagesAstm E1001Jon DownNo ratings yet
- Se 747Document16 pagesSe 747Roohian Ali100% (1)
- EN 1713dfsDocument21 pagesEN 1713dfsMunteanu Sylvèr RobèrtNo ratings yet
- Se 1025Document7 pagesSe 1025Roohian AliNo ratings yet
- ASME V InterpretationsDocument8 pagesASME V InterpretationsJuankgxNo ratings yet
- Iso 14096 1 2005Document18 pagesIso 14096 1 2005RONALD ALFONSO PACHECO TORRESNo ratings yet
- Iso 14096 2 2005Document12 pagesIso 14096 2 2005RONALD ALFONSO PACHECO TORRESNo ratings yet
- Industrial Radiography Image Forming TechniquesDocument99 pagesIndustrial Radiography Image Forming TechniquesAshish GuptaNo ratings yet
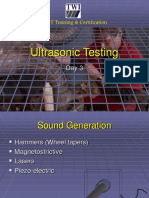
- Ultrasonic Testing: NDT Training & CertificationDocument29 pagesUltrasonic Testing: NDT Training & CertificationMidhun K Chandrabose100% (1)
- Sa 745.sa 745MDocument6 pagesSa 745.sa 745MWagner Renato AraújoNo ratings yet
- Appendix F Phased Array Ultrasonic Testing: 1.0 PurposeDocument17 pagesAppendix F Phased Array Ultrasonic Testing: 1.0 PurposeThananon Chomcherd100% (2)
- ASTM A333 Grade 6 Seamless Pipe SupplierDocument4 pagesASTM A333 Grade 6 Seamless Pipe SupplierRajendra FittingsNo ratings yet
- Vision Testing in Accordance With ISO 9712 For NonDocument2 pagesVision Testing in Accordance With ISO 9712 For NonConrad Van Der WesthuizenNo ratings yet
- Astm E446 ReqDocument3 pagesAstm E446 ReqRohit Soni100% (1)
- ASTM E747 (2010) IQI SpecificationDocument15 pagesASTM E747 (2010) IQI Specificationndt_inspectorNo ratings yet
- Ultrasonic Testing: NDT Training & CertificationDocument21 pagesUltrasonic Testing: NDT Training & CertificationMidhun K ChandraboseNo ratings yet
- ASTM E 1025-05 Hole-Type Image Quality Indicators (IQI)Document7 pagesASTM E 1025-05 Hole-Type Image Quality Indicators (IQI)raza.slietNo ratings yet
- High-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForDocument5 pagesHigh-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForSarita SharmaNo ratings yet
- ASTM E1815-01 - Classification of Film Systems For Industrial RadiographyDocument6 pagesASTM E1815-01 - Classification of Film Systems For Industrial RadiographyMelissa SammyNo ratings yet
- Astm E1815-13Document7 pagesAstm E1815-13alexedamalaNo ratings yet
- Astm E1032-2012Document6 pagesAstm E1032-2012vivicastedoNo ratings yet
- Qualification and Long-Term Stability of Computed Radiology SystemsDocument9 pagesQualification and Long-Term Stability of Computed Radiology SystemsclaudiaNo ratings yet
- Aws D14.5 - 97 Welding Presses Et PDFDocument157 pagesAws D14.5 - 97 Welding Presses Et PDFgrimaguilNo ratings yet
- ASTM E 1815 - 2008 Classification of Film Systems For Industrial Radiography1Document8 pagesASTM E 1815 - 2008 Classification of Film Systems For Industrial Radiography1grimaguilNo ratings yet
- Enciclopedia de SoldaduraDocument768 pagesEnciclopedia de SoldaduraJORGEHERRNo ratings yet
- Horizontal Injection South Cowden UnitDocument52 pagesHorizontal Injection South Cowden UnitgrimaguilNo ratings yet
- NPRA AM-08-25 Reliability Availibility Lifecycle Functional SafetyDocument10 pagesNPRA AM-08-25 Reliability Availibility Lifecycle Functional SafetypiolinwallsNo ratings yet
- Nonstop 2007-02 EDocument52 pagesNonstop 2007-02 EVinod VargheseNo ratings yet
- Practice Test Aws API 1104-2001Document10 pagesPractice Test Aws API 1104-2001Michael J Chandik90% (21)
- Practice Test Aws API 1104-2001Document10 pagesPractice Test Aws API 1104-2001Michael J Chandik90% (21)
- HSE - OTH 535 - Pipeline Abandonment Guidelines, 1997Document229 pagesHSE - OTH 535 - Pipeline Abandonment Guidelines, 1997eayujigNo ratings yet
- Api Book 2Document93 pagesApi Book 2grimaguilNo ratings yet
- Gen 26883 A FMDB02 2012 PDFDocument653 pagesGen 26883 A FMDB02 2012 PDFgrimaguil100% (1)
- Wagner and Traud ArticleDocument13 pagesWagner and Traud Articlegrimaguil100% (1)
- L52320 eDocument126 pagesL52320 egrimaguilNo ratings yet
- Pipeline Hydro Test Pressure DeterminationDocument7 pagesPipeline Hydro Test Pressure Determinationgrimaguil0% (1)
- Finding and Mitigating SCC ...Document7 pagesFinding and Mitigating SCC ...grimaguilNo ratings yet
- Epoxy Plus Pipeline Repai Grout TG - MSDSDocument5 pagesEpoxy Plus Pipeline Repai Grout TG - MSDSgrimaguilNo ratings yet
- Corrosioncosts3 03Document3 pagesCorrosioncosts3 03Gerardo SantosNo ratings yet
- User ManualDocument14 pagesUser ManualKhaled BellegdyNo ratings yet
- Colistimethate Sodium 1 Million I.U. Powder For Solution For Injection - Colistin - (Emc)Document8 pagesColistimethate Sodium 1 Million I.U. Powder For Solution For Injection - Colistin - (Emc)hakim shaikhNo ratings yet
- Educ 211 Ancient EgyptDocument27 pagesEduc 211 Ancient Egyptapi-207262700No ratings yet
- Radiesse Pálpebras Gox-8-E2633Document7 pagesRadiesse Pálpebras Gox-8-E2633Camila CrosaraNo ratings yet
- Traxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Document62 pagesTraxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Wilson ChimNo ratings yet
- RLCraft v2.9 ChangelogDocument28 pagesRLCraft v2.9 ChangelogSơn TrươngNo ratings yet
- Steel 17-4PH MmpdsDocument18 pagesSteel 17-4PH MmpdsManoj ManoharanNo ratings yet
- Electronics Meet Animal BrainsDocument44 pagesElectronics Meet Animal BrainssherrysherryNo ratings yet
- ASSIGNMENTDocument10 pagesASSIGNMENTKoleen Lopez ÜNo ratings yet
- Hart Transmitter Calibration: Application NoteDocument8 pagesHart Transmitter Calibration: Application NoteThulasi Raman KowsiganNo ratings yet
- Meditations on Ancient Astrology Principles from Brihat Parashari HorāDocument87 pagesMeditations on Ancient Astrology Principles from Brihat Parashari HorāPrasanna KumarNo ratings yet
- Real Talk GrammarDocument237 pagesReal Talk GrammarOmar yoshiNo ratings yet
- 2tak Vs 4takDocument3 pages2tak Vs 4takTaufiq AlhakimNo ratings yet
- Analytical Chemistry Lecture Exercise 2 Mole-Mole Mass-Mass: Sorsogon State CollegeDocument2 pagesAnalytical Chemistry Lecture Exercise 2 Mole-Mole Mass-Mass: Sorsogon State CollegeJhon dave SurbanoNo ratings yet
- DEF File DescriptionDocument5 pagesDEF File Descriptionchompink6900No ratings yet
- EAPP w2Document13 pagesEAPP w2Elijah AquinoNo ratings yet
- Higher-Order InteractionsDocument6 pagesHigher-Order Interactions山木No ratings yet
- The Anglican Digest - Winter 2022Document64 pagesThe Anglican Digest - Winter 2022The Anglican Digest100% (1)
- 2017 Scoring Materials Math g6Document119 pages2017 Scoring Materials Math g6KRANo ratings yet
- Unit-2 Final KshitijDocument108 pagesUnit-2 Final KshitijShubham JainNo ratings yet
- Đánh giá chế độ ăn kiêng: Nhịn ăn gián đoạn để giảm cân- wed HarvardDocument14 pagesĐánh giá chế độ ăn kiêng: Nhịn ăn gián đoạn để giảm cân- wed HarvardNam NguyenHoangNo ratings yet
- Chem Tech South 2013 - ConferenceDocument5 pagesChem Tech South 2013 - ConferenceAbirami PriyadharsiniNo ratings yet
- Durango GS 6-7 Helitack OutreachDocument4 pagesDurango GS 6-7 Helitack OutreachdcgmNo ratings yet
- Unit-I EsDocument53 pagesUnit-I Eschethan.naik24No ratings yet
- Module 1 Introduction To Ecology and The BiosphereDocument38 pagesModule 1 Introduction To Ecology and The BiosphereFrancis Rey Bactol PilapilNo ratings yet
- PartitionDocument2 pagesPartitionSyed IhyaNo ratings yet
- Scheme of Valuation and Key for Transportation Engineering ExamDocument3 pagesScheme of Valuation and Key for Transportation Engineering ExamSivakumarNo ratings yet
- Numerical Simulation of Screw Displacement Pile Interaction With Non-Cohesive SoilDocument12 pagesNumerical Simulation of Screw Displacement Pile Interaction With Non-Cohesive Soilmohamed magdyNo ratings yet
- Project Cash FlowsDocument2 pagesProject Cash FlowsAdarsh Chhajed20% (5)
- Operational Transconductance Amplifier ThesisDocument6 pagesOperational Transconductance Amplifier ThesislaurahallportlandNo ratings yet