You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
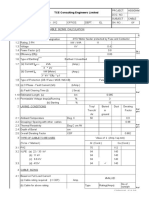
- Cable Sizing CalculationDocument72 pagesCable Sizing CalculationHARI my songs100% (1)
- Excel Formulas and Functions 2021-The Intermediate Level Step byDocument122 pagesExcel Formulas and Functions 2021-The Intermediate Level Step bymaolegu100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Reverse Engineering Cheat SheetDocument1 pageReverse Engineering Cheat Sheetalfredhitchcock_007100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Design of Water Supply System-High Rise BLDGDocument108 pagesDesign of Water Supply System-High Rise BLDGcris bunagNo ratings yet
- Caterpillar Product Line 13Document7 pagesCaterpillar Product Line 13GenneraalNo ratings yet
- Refining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written ExamDocument16 pagesRefining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written Examshoaib1985100% (1)
- IncarnationDocument3 pagesIncarnationViviana PueblaNo ratings yet
- The Guitar in The Sixteenth CenturyDocument16 pagesThe Guitar in The Sixteenth CenturyPat BrandtNo ratings yet
- Hot and Cold ApplicDocument33 pagesHot and Cold Appliccamille_12_15100% (1)
- Elementary Surveying Problem Set 2 q1Document2 pagesElementary Surveying Problem Set 2 q1soontobengineer50% (2)
- Ball Charge ManagementDocument14 pagesBall Charge ManagementSalud Y SucesosNo ratings yet
- Data Download CMM366A-4G V1.0 enDocument16 pagesData Download CMM366A-4G V1.0 enSuramanNo ratings yet
- Development and Experimental Evaluation of Machine Learning Techniques For An Intelligent Hairy Scalp Detection SystemDocument29 pagesDevelopment and Experimental Evaluation of Machine Learning Techniques For An Intelligent Hairy Scalp Detection SystemBilly GeneNo ratings yet
- OVA37066E: Product Data SheetDocument2 pagesOVA37066E: Product Data SheetFred BionNo ratings yet
- Assignment - 1 Introduction of Machines and Mechanisms: TheoryDocument23 pagesAssignment - 1 Introduction of Machines and Mechanisms: TheoryAman AmanNo ratings yet
- DS1103 Datasheet PDFDocument6 pagesDS1103 Datasheet PDFRosario RiveraNo ratings yet
- 2 Engleza Oscilatii ArmoniceDocument12 pages2 Engleza Oscilatii ArmoniceMIRCEA-PAUL TĂNĂSESCUNo ratings yet
- Computer Dictionary PDFDocument95 pagesComputer Dictionary PDFMarjenneilNo ratings yet
- Fil Mur Filter FM Alt P61e5Document23 pagesFil Mur Filter FM Alt P61e5ALlan ABiangNo ratings yet
- Dot NetDocument9 pagesDot NetSuruBabuThalupuruNo ratings yet
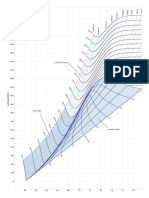
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocument1 pageMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNo ratings yet
- ASCE 7 ASD Basic Load CombosDocument1 pageASCE 7 ASD Basic Load CombosAamirShabbirNo ratings yet
- Ra 6938Document2 pagesRa 6938GaryNo ratings yet
- An FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure CommunicationsDocument5 pagesAn FPGA Implementation of A Feed-Back Chaotic Synchronization For Secure Communicationslaz_chikhi1574No ratings yet
- Evaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.Document7 pagesEvaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.IJRASETPublications100% (1)
- ORC - Airbag SystemDocument13 pagesORC - Airbag SystemGarikoitz FranciscoeneNo ratings yet
- Solution of Linear System Theory and Design 3ed For Chi Tsong ChenDocument106 pagesSolution of Linear System Theory and Design 3ed For Chi Tsong ChensepehrNo ratings yet
- Assignment 1Document3 pagesAssignment 1Carolyn WangNo ratings yet
- Mackie USB Driver InstructionsDocument4 pagesMackie USB Driver InstructionsSamuel CotoNo ratings yet
- LETRIST Locally Encoded Transform Feature HistograDocument16 pagesLETRIST Locally Encoded Transform Feature HistograHARE KRISHNANo ratings yet