You might also like
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Catalytic Reforming PDFDocument7 pagesCatalytic Reforming PDFVu100% (1)
- Catalytic ReformingDocument7 pagesCatalytic ReformingElena Raluca DraguNo ratings yet
- Catalytic Reforming: 2 ChemistryDocument6 pagesCatalytic Reforming: 2 ChemistrySaddamNo ratings yet
- Catalytic ReformingDocument30 pagesCatalytic ReformingTri Jayandi Fitra100% (4)
- Catalytic ReformingDocument9 pagesCatalytic ReformingAjay TulpuleNo ratings yet
- Catalytic ReformingDocument12 pagesCatalytic ReformingHafizuddin Mohamad100% (2)
- History: Catalytic Reforming Is A Chemical Process Used To ConvertDocument7 pagesHistory: Catalytic Reforming Is A Chemical Process Used To ConvertYuri YamirnovNo ratings yet
- Catalytic Reforming - WikipediaDocument45 pagesCatalytic Reforming - WikipediaUzoma EuchariaNo ratings yet
- ,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentDocument28 pages,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentIbrahim DewaliNo ratings yet
- 2012 08 ReformateDocument4 pages2012 08 ReformatetotongopNo ratings yet
- Petroleum Naphtha - Wikipedia PDFDocument4 pagesPetroleum Naphtha - Wikipedia PDFSauptik DattaNo ratings yet
- Simple Guide To Oil RefiningDocument5 pagesSimple Guide To Oil RefiningPatel AshokNo ratings yet
- Producing Naphtha and KeroseneDocument10 pagesProducing Naphtha and KeroseneSelvia PratiwiNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- Kiến Thức Hóa DầuDocument364 pagesKiến Thức Hóa DầuTu LaiNo ratings yet
- NPTEL PHASE - II - Petroleum Refinery EngineeringDocument4 pagesNPTEL PHASE - II - Petroleum Refinery EngineeringRakeshKumarNo ratings yet
- Introduction To RefineryDocument6 pagesIntroduction To RefinerydyarNo ratings yet
- NaphthaleneDocument7 pagesNaphthalenesudivgulla1100% (1)
- Refining of PetroleumDocument10 pagesRefining of PetroleumHanyszShalNo ratings yet
- Fluid Catalytic Cracking ProcessDocument3 pagesFluid Catalytic Cracking ProcessMinh Tuấn PhạmNo ratings yet
- Group WorkDocument4 pagesGroup WorkRuva Oscass JimmyNo ratings yet
- Basics of Refinery1Document15 pagesBasics of Refinery1Sunil PatanwadiyaNo ratings yet
- Classification of Crude OilDocument6 pagesClassification of Crude OilSultana AlmansooriNo ratings yet
- Overview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumDocument4 pagesOverview of Fluid Catalytic Cracking Unit (FCC, Fccu) : Catalyst AluminumAdemola RabiuNo ratings yet
- ch1Document36 pagesch1kakakarlNo ratings yet
- BTX ProductionDocument40 pagesBTX Productionejaz khanNo ratings yet
- NaphthaleneDocument7 pagesNaphthaleneShermal FernandoNo ratings yet
- Cracking of Nephtha55555Document22 pagesCracking of Nephtha55555Ankit YadavNo ratings yet
- Petroleum: Chemistry and Technology OFDocument83 pagesPetroleum: Chemistry and Technology OFMohamed MoüsaNo ratings yet
- Fluid Catalytic Cracking - Wikipedia PDFDocument9 pagesFluid Catalytic Cracking - Wikipedia PDFSauptik DattaNo ratings yet
- Introduction of Catalytic Reforming ProcessDocument10 pagesIntroduction of Catalytic Reforming Processsagarchawla13100% (1)
- Refining of Petroleum: Back To TopDocument11 pagesRefining of Petroleum: Back To TopMazhar AliNo ratings yet
- Oil Refining 04Document16 pagesOil Refining 04Patel Ashok100% (1)
- Chapter 4Document26 pagesChapter 4indumathijayakaranNo ratings yet
- ConocoPhillups GlossaryDocument7 pagesConocoPhillups GlossaryJesus MoralesNo ratings yet
- Hydrocracking TechnologyDocument11 pagesHydrocracking TechnologyAsad SaeedNo ratings yet
- Alkylation and Polymerization ProcessDocument61 pagesAlkylation and Polymerization ProcessWan Afiff100% (2)
- Hydrocarbon ProcessingDocument20 pagesHydrocarbon Processingsanjeevs01No ratings yet
- التقريرDocument15 pagesالتقريرياسر سليمانNo ratings yet
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument17 pagesCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemestermalakNo ratings yet
- Thesis Hydro TreatingDocument186 pagesThesis Hydro TreatingHumas Shaukat100% (5)
- Petroleum Refining Process Control and Real-Time OptimizationDocument11 pagesPetroleum Refining Process Control and Real-Time OptimizationLuís Roberto Cavalcanti da SilvaNo ratings yet
- Lecture 6 Catalytic Reforming ProcessDocument18 pagesLecture 6 Catalytic Reforming ProcessGAMERS OF KUWAITNo ratings yet
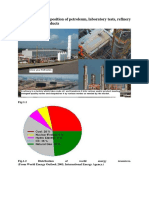
- Introduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsDocument17 pagesIntroduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsZaid YahyaNo ratings yet
- Petroleum IndustryDocument39 pagesPetroleum IndustryQuenie Rose RontalNo ratings yet
- Petroleum Refining Process Control and RT OptimizationDocument11 pagesPetroleum Refining Process Control and RT Optimizationdemos2011No ratings yet
- Refining TechnologyDocument40 pagesRefining Technologybalachandran8No ratings yet
- Catalyticreformingprocess 17Document29 pagesCatalyticreformingprocess 17Sahil Gupta100% (1)
- Petrochemical ProcessDocument20 pagesPetrochemical Processsanjeevs01No ratings yet
- CrackingDocument32 pagesCrackingMuhammad HAmAd QureshiNo ratings yet
- Introduction To Petroleum Technology - 3Document21 pagesIntroduction To Petroleum Technology - 3Anish VazeNo ratings yet
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocument12 pagesUop Unicracking Process For Hydrocracking: Donald AckelsonNguyễn Hoàng Bảo TrânNo ratings yet
- Hydro ProcessingDocument56 pagesHydro ProcessinggeorgiadisgNo ratings yet
- PetroleumDocument8 pagesPetroleumM AbdullahNo ratings yet
- Crude Petroleum analysis handbook: Crude oil Quality control, #1From EverandCrude Petroleum analysis handbook: Crude oil Quality control, #1Rating: 4 out of 5 stars4/5 (1)
- Life Requires Confidence, Perseverance, Leadership On Road To SuccessDocument1 pageLife Requires Confidence, Perseverance, Leadership On Road To SuccessvikasbadhanNo ratings yet
- Planet Earth Full of Sufferings For HumanDocument1 pagePlanet Earth Full of Sufferings For HumanvikasbadhanNo ratings yet
- It Takes Leadership Skills To Reach To TopDocument1 pageIt Takes Leadership Skills To Reach To TopvikasbadhanNo ratings yet
- Life of Man Is Filled With Joys & Sorrows in LifeDocument1 pageLife of Man Is Filled With Joys & Sorrows in LifevikasbadhanNo ratings yet
- FCC Is Versalite Process in Petroleum Refining Industry Where Heavy HC Feed Is Converted To Valuable Products Like LPG, Gasoline, Diesel, FG, CLO and Coke EtcDocument1 pageFCC Is Versalite Process in Petroleum Refining Industry Where Heavy HC Feed Is Converted To Valuable Products Like LPG, Gasoline, Diesel, FG, CLO and Coke EtcvikasbadhanNo ratings yet
- LifeDocument1 pageLifevikasbadhanNo ratings yet
- Jalandhar Edition JLE 22 June 2014 Page 10Document1 pageJalandhar Edition JLE 22 June 2014 Page 10vikasbadhanNo ratings yet
- Life Is Controlled by God. in Each and Every AspectDocument1 pageLife Is Controlled by God. in Each and Every AspectvikasbadhanNo ratings yet
- God Is Everywhere We Cannot See Him Just Like Air We Cant See But We Live Because We Berathe - So We Must Remind HIS PresenceDocument1 pageGod Is Everywhere We Cannot See Him Just Like Air We Cant See But We Live Because We Berathe - So We Must Remind HIS PresencevikasbadhanNo ratings yet
- Maximize Olefins Through Catalytic Cracking PDFDocument9 pagesMaximize Olefins Through Catalytic Cracking PDFvikasbadhanNo ratings yet
- Delhi Book1 CompleteDocument256 pagesDelhi Book1 CompleteNavin Gundhi100% (2)
- Packing VacuumDocument4 pagesPacking VacuumvikasbadhanNo ratings yet
- Nitnem by Dr. Kulwant Singh, With Punjabi & Eng Transla & PTDocument322 pagesNitnem by Dr. Kulwant Singh, With Punjabi & Eng Transla & PTParneet Walia100% (1)
- Bitumen SpecDocument1 pageBitumen SpecvikasbadhanNo ratings yet
- Gasoline SpecificationsDocument2 pagesGasoline SpecificationsvikasbadhanNo ratings yet
- Teachings of BuddhaDocument1 pageTeachings of BuddhavikasbadhanNo ratings yet
- Auto LPGSpecificationsDocument1 pageAuto LPGSpecificationsRavi PrakashNo ratings yet
- Auto LPGSpecificationsDocument1 pageAuto LPGSpecificationsRavi PrakashNo ratings yet
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationvikasbadhanNo ratings yet
- Bechara 2016Document35 pagesBechara 2016Larissa PNo ratings yet
- EuromonDocument4 pagesEuromonHoàngViệtAnhNo ratings yet
- Open Ponds Versus Closed BioreactorsDocument5 pagesOpen Ponds Versus Closed BioreactorsdionkantNo ratings yet
- Switchgear Application Guide 12E3Document135 pagesSwitchgear Application Guide 12E3andrademaxNo ratings yet
- Report On Solar CollectorDocument29 pagesReport On Solar CollectorNayanaKumarNo ratings yet
- Chem100 - ThermochemDocument12 pagesChem100 - ThermochemEdrick RamoranNo ratings yet
- Maintenance Manual For NDM5 ZDM5 NG LocomotiveDocument413 pagesMaintenance Manual For NDM5 ZDM5 NG LocomotiveArun Prakash100% (1)
- Loadshedding Research - Final ReportDocument21 pagesLoadshedding Research - Final Reportacidreign100% (2)
- LPG12 100Document2 pagesLPG12 100ZaegorNo ratings yet
- Checklist For Cooling System MaintenanceDocument1 pageChecklist For Cooling System MaintenanceK.Sivanathan33% (3)
- Year of The Figh Against Corruption and Impunity"Document9 pagesYear of The Figh Against Corruption and Impunity"Nycoll Andreina Ortiz PardoNo ratings yet
- MCQ For Electrical EngDocument54 pagesMCQ For Electrical EngJayakrishnan Marangatt70% (10)
- EXECUTIVE SUMMARY A Feasibility Study of Hydrogen Production Storage Distribution and Use in The MaritimesDocument12 pagesEXECUTIVE SUMMARY A Feasibility Study of Hydrogen Production Storage Distribution and Use in The MaritimesUgur UrfalıNo ratings yet
- Examination Board of Boilers: H T L o RT H OloDocument9 pagesExamination Board of Boilers: H T L o RT H OloAnudeep ChittluriNo ratings yet
- Bus Duct: 5000 and 4000A Bus DuctsDocument6 pagesBus Duct: 5000 and 4000A Bus Ductssandalee100% (1)
- 4 Tanjung Manis H HubDocument21 pages4 Tanjung Manis H HubYasser Ariff Ahmad SidiNo ratings yet
- Produktbroschuere Eno 82 EngDocument6 pagesProduktbroschuere Eno 82 EngGI DNo ratings yet
- Green SeminarDocument24 pagesGreen SeminarDebraajBaglungNo ratings yet
- Steam Tracing AppendixDocument13 pagesSteam Tracing AppendixAmin BagheriNo ratings yet
- KS DK 07 001 enDocument202 pagesKS DK 07 001 encbernal73No ratings yet
- Mov 07d121ktrDocument4 pagesMov 07d121ktrLe Anh TuanNo ratings yet
- Mooring System Analysis of Multiple Wave Energy Converters in A Farm ConfigurationDocument10 pagesMooring System Analysis of Multiple Wave Energy Converters in A Farm ConfigurationAleix Jesus Maria ArenasNo ratings yet
- Guidelines District CoolingDocument14 pagesGuidelines District Coolingاحمد الجزار2007No ratings yet
- MDCPS Clean Energy Task Force Draft ReportDocument58 pagesMDCPS Clean Energy Task Force Draft ReportMiami HeraldNo ratings yet
- Solar Many Types Home Use PDFDocument4 pagesSolar Many Types Home Use PDFedison avvaiNo ratings yet
- Physics Notes Class 11 Chapter 9 Mechanical Properties of SolidsDocument7 pagesPhysics Notes Class 11 Chapter 9 Mechanical Properties of SolidsBasharat Ali100% (7)
- ToxicityDocument13 pagesToxicityNavin DipaliNo ratings yet
- ASB 12M - 201307 - enDocument3 pagesASB 12M - 201307 - enkeyamonalNo ratings yet
- Hysense QT 100 / QT 110: Turbine Volume Ow SensorDocument5 pagesHysense QT 100 / QT 110: Turbine Volume Ow SensorMilos BubanjaNo ratings yet
- CMC PresentationDocument34 pagesCMC PresentationSandeep Kumar Sinha100% (2)