You might also like
- Process Description Alphakat Update Dec 2010Document20 pagesProcess Description Alphakat Update Dec 2010Son Timur100% (2)
- SulphurRecovery PDFDocument22 pagesSulphurRecovery PDFfatamorgganaNo ratings yet
- Sulfur and Hydrogen Sulfide RecoveryDocument27 pagesSulfur and Hydrogen Sulfide RecoveryChemical.AliNo ratings yet
- Steam Reforiming ProcessDocument32 pagesSteam Reforiming ProcessAkmal_Fuadi100% (1)
- Clean Fuel TechnologyDocument52 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- Introduction Computational Ingineering MatlabDocument439 pagesIntroduction Computational Ingineering MatlabJose CapablancaNo ratings yet
- Thermal and Catalytic Convesion ProcessDocument54 pagesThermal and Catalytic Convesion ProcessSaiPavanNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Fem BitsDocument9 pagesFem BitsSrinivasaReddyM64% (22)
- Coking and Thermal ProcessDocument26 pagesCoking and Thermal Processkuldeep100% (3)
- Effect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)Document3 pagesEffect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)SEP-PublisherNo ratings yet
- RE Technologies Cost Analysis-HYDROPOWERDocument44 pagesRE Technologies Cost Analysis-HYDROPOWERGarry DavidNo ratings yet
- Methanol Production From Syngas Reactor DesignDocument48 pagesMethanol Production From Syngas Reactor DesignJasonNtsako100% (2)
- Delayed Coking Process1Document69 pagesDelayed Coking Process1amalhaj2013100% (1)
- Ammonia PlantDocument28 pagesAmmonia PlantHumayun Rashid Khan100% (1)
- FTDocument29 pagesFTNitin HansaliaNo ratings yet
- Science 7 Q1 Week 6Document15 pagesScience 7 Q1 Week 6JOHN MAYKALE FARRALESNo ratings yet
- FCC MANUAL 5-Catalyst RegenerationDocument10 pagesFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiNo ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- Gas PurificationDocument26 pagesGas PurificationMahmud Rahman BizoyNo ratings yet
- Cracking PDFDocument53 pagesCracking PDFShabnam BanuNo ratings yet
- Acid Gas RemovalDocument18 pagesAcid Gas RemovalKailash NarainNo ratings yet
- Refinery OverviewDocument79 pagesRefinery Overviewchikukotwal100% (1)
- Methanol Production From Syngas Reactor DesignDocument41 pagesMethanol Production From Syngas Reactor DesignOmar Ezzat100% (7)
- Fluid Catalytic CrackingDocument16 pagesFluid Catalytic Crackingbubalazi100% (1)
- Aspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantDocument9 pagesAspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantLina1929No ratings yet
- Ammonia Synthesis and Molecular SieveDocument25 pagesAmmonia Synthesis and Molecular Sieveaehque04No ratings yet
- Water-Gas Shift ReactionDocument68 pagesWater-Gas Shift Reactiondejla670% (1)
- Penex Process PDFDocument49 pagesPenex Process PDFAhmed Mohamed KhalilNo ratings yet
- 3 Coking ProcessesDocument26 pages3 Coking ProcessesFranklin RevillNo ratings yet
- Direct Methane to Methanol: Foundations and Prospects of the ProcessFrom EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNo ratings yet
- Topsoe Steam Reforming CatDocument6 pagesTopsoe Steam Reforming CatKhairul HadiNo ratings yet
- Lesson Plan in Science 3 Ranking 2020Document4 pagesLesson Plan in Science 3 Ranking 2020Karrylle Casin-Seguera Absalon100% (1)
- Steam Reforming or Steam Methane Reforming Is A Method For ProducingDocument4 pagesSteam Reforming or Steam Methane Reforming Is A Method For Producingtriatmi lusitaNo ratings yet
- Methanation CatalystDocument4 pagesMethanation CatalystBạch Trung Phú100% (2)
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pages(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaNo ratings yet
- Steam ReformingDocument5 pagesSteam ReformingAshok S. PathakNo ratings yet
- Catalytic Cracking3Document12 pagesCatalytic Cracking3Abdurabu AL-MontaserNo ratings yet
- Praxair CO2EmissionsReductionCapture WhitepaperDocument10 pagesPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNo ratings yet
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- Yg Mau DitranslateDocument13 pagesYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018No ratings yet
- Coking and Thermal ProcessesDocument8 pagesCoking and Thermal ProcessesWulandariNo ratings yet
- Methanol Synthesis From Syngas in A Slurry ReactorDocument2 pagesMethanol Synthesis From Syngas in A Slurry ReactorMisgatesNo ratings yet
- Formaldehyde Manufacturing Technologies:: CH OH+1/2O Hcho+H O (Partial Oxidation)Document6 pagesFormaldehyde Manufacturing Technologies:: CH OH+1/2O Hcho+H O (Partial Oxidation)Anonymous TWPx49OrwNo ratings yet
- Research Highlights in New Catalytic Technologies: 1.theme DescriptionDocument13 pagesResearch Highlights in New Catalytic Technologies: 1.theme Descriptiondie_1No ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- 27 Refined FOR I: 550-800°F Boiling Range, Passing The Mixture With Hydrogen Through A Preheat andDocument9 pages27 Refined FOR I: 550-800°F Boiling Range, Passing The Mixture With Hydrogen Through A Preheat andAnikes ToppoNo ratings yet
- CHE 417 - Module II Unit Processes in Petroleum Refining - 2019-2020 - ModulDocument18 pagesCHE 417 - Module II Unit Processes in Petroleum Refining - 2019-2020 - ModulOmonusi OmoladeNo ratings yet
- The Diesel Catalytic ConverterDocument4 pagesThe Diesel Catalytic ConvertersayeemNo ratings yet
- Green Tutorial 2Document19 pagesGreen Tutorial 2hoocheeleong234No ratings yet
- Lecture9 - Hydrogen Generation Unit (HGU)Document3 pagesLecture9 - Hydrogen Generation Unit (HGU)Bipradeep GhoshNo ratings yet
- Fertiliser Manufacturing Processes and Its Environmental ProblemsDocument69 pagesFertiliser Manufacturing Processes and Its Environmental ProblemsAulizar MarioNo ratings yet
- Inf Ufc 85Document13 pagesInf Ufc 85Luciano Montellano Abasto100% (2)
- Naptha Hydrotreating UnitDocument7 pagesNaptha Hydrotreating UnitreetiNo ratings yet
- HDTB SectorDocument7 pagesHDTB SectorPartha AichNo ratings yet
- Delayed Coker Fired Heater Designand Operation Fouling PDFDocument10 pagesDelayed Coker Fired Heater Designand Operation Fouling PDFMajid MohebbifarNo ratings yet
- Thiết Kế Máy - Huy TrầnDocument6 pagesThiết Kế Máy - Huy TrầnHuy TranNo ratings yet
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaNo ratings yet
- Chapter 2Document7 pagesChapter 2pragati agrawalNo ratings yet
- Literature Review: 1.1 PropertiesDocument6 pagesLiterature Review: 1.1 PropertiesPhilani MkhonzaNo ratings yet
- Optimization of The Naphtha Hydro Treating Unit (NHT) in Order To Increase Feed in The RefineryDocument12 pagesOptimization of The Naphtha Hydro Treating Unit (NHT) in Order To Increase Feed in The RefineryvivekchateNo ratings yet
- Autothermic Reforming of Methane To Produce SyngasDocument4 pagesAutothermic Reforming of Methane To Produce Syngaspriska jesikaNo ratings yet
- Petrochemicals From Shale Gas: CHL 112 - Term ReportDocument9 pagesPetrochemicals From Shale Gas: CHL 112 - Term ReportBhanu MittalNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Fix Teh Gasket On Feed Effluent Exchnage R - Google SearchDocument2 pagesFix Teh Gasket On Feed Effluent Exchnage R - Google SearchGarry DavidNo ratings yet
- The Times of India - Late.Document4 pagesThe Times of India - Late.Garry DavidNo ratings yet
- The Times of India - Late.Document94 pagesThe Times of India - Late.Garry DavidNo ratings yet
- Times of India - BlogsDocument11 pagesTimes of India - BlogsGarry DavidNo ratings yet
- Times of India - BlogsDocument9 pagesTimes of India - BlogsGarry DavidNo ratings yet
- Dream Valley Villas PAYMENT PLANDocument2 pagesDream Valley Villas PAYMENT PLANGarry DavidNo ratings yet
- Flight Search Results - United AirlinesDocument3 pagesFlight Search Results - United AirlinesGarry DavidNo ratings yet
- NOA1 and NOA2 - Notices .Document6 pagesNOA1 and NOA2 - Notices .Garry DavidNo ratings yet
- Bene Flex Guide 1Document1 pageBene Flex Guide 1Garry DavidNo ratings yet
- AFPMQA 2012 DayTwoDocument20 pagesAFPMQA 2012 DayTwoGarry David0% (1)
- K1 Visa, K3 Visa, Immigr.Document10 pagesK1 Visa, K3 Visa, Immigr.Garry DavidNo ratings yet
- Bene Flex GuDocument1 pageBene Flex GuGarry DavidNo ratings yet
- K1 Visa, K3 Visa, Immigr.Document7 pagesK1 Visa, K3 Visa, Immigr.Garry DavidNo ratings yet
- PrintDocument2 pagesPrintGarry DavidNo ratings yet
- Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument20 pagesIsotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidNo ratings yet
- 532 Ridge ST, Albemarle, NC 28001 - ZillowDocument5 pages532 Ridge ST, Albemarle, NC 28001 - ZillowGarry DavidNo ratings yet
- Dupont Design GuideDocument136 pagesDupont Design Guidemarcelo_atomoNo ratings yet
- Clean Fuel TechnologyDocument7 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- DuPont To Demonstrate Efficiencies of IsoTherming Hydroprocessing Technology at Middle East Petrotech - DuPont - AMEinfoDocument4 pagesDuPont To Demonstrate Efficiencies of IsoTherming Hydroprocessing Technology at Middle East Petrotech - DuPont - AMEinfoGarry DavidNo ratings yet
- Hydropower and The World's Energy FutureDocument15 pagesHydropower and The World's Energy FutureajayranjithNo ratings yet
- AM-03-11 Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument1 pageAM-03-11 Isotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidNo ratings yet
- Multi PDFDocument3 pagesMulti PDFDegrace NsNo ratings yet
- Silicon City Phase IVDocument2 pagesSilicon City Phase IVGarry DavidNo ratings yet
- Amrapali Silicon Cit Y-Phase I, II & III: Other ChargesDocument2 pagesAmrapali Silicon Cit Y-Phase I, II & III: Other ChargesGarry DavidNo ratings yet
- 2008 Npra Iso Therming PresentationDocument26 pages2008 Npra Iso Therming PresentationGarry DavidNo ratings yet
- Silicon City Phase IVDocument2 pagesSilicon City Phase IVGarry DavidNo ratings yet
- Safety FirstDocument1 pageSafety FirstGarry DavidNo ratings yet
- RM PrelimDocument14 pagesRM PrelimJazper InocNo ratings yet
- Objectives: WEEK 4 - Chapter 4: Governance and Risk ManagementDocument8 pagesObjectives: WEEK 4 - Chapter 4: Governance and Risk ManagementMohammad IrfanNo ratings yet
- CM2 CFS100 2002 04Document32 pagesCM2 CFS100 2002 04Akmal ZuhriNo ratings yet
- Aerodynamic and Flow Characteristics of Tall Buildings With Various Unconventional ConfigurationsDocument16 pagesAerodynamic and Flow Characteristics of Tall Buildings With Various Unconventional ConfigurationsVinay GoyalNo ratings yet
- OSH Quiz Tutorial Openbook TestDocument12 pagesOSH Quiz Tutorial Openbook TestFunny tinny08No ratings yet
- Electrical Method PDFDocument65 pagesElectrical Method PDFVioleta Reyes OrozcoNo ratings yet
- Faculty Science and Techonlogy: Matriculation No: Identity Card No.: Telephone No.: E-Mail: Learning CentreDocument21 pagesFaculty Science and Techonlogy: Matriculation No: Identity Card No.: Telephone No.: E-Mail: Learning CentreNatasha YusofNo ratings yet
- Cholinoceptor AntagonistDocument21 pagesCholinoceptor Antagonistraafat mohammedNo ratings yet
- Lo1 Obtain and Convey Workplace InformationDocument15 pagesLo1 Obtain and Convey Workplace InformationRamramramManmanmanNo ratings yet
- LogDocument18 pagesLogPrawiro indro BhaktiNo ratings yet
- 178 Capstone: - DigitalDocument1 page178 Capstone: - DigitalAbdul Nafi SarwariNo ratings yet
- Wilo-Star RS, RSD: Pioneering For YouDocument136 pagesWilo-Star RS, RSD: Pioneering For YouKirill KNo ratings yet
- Date: - : Parent Consent SlipDocument2 pagesDate: - : Parent Consent SlipHero MirasolNo ratings yet
- Thesis FieldworkDocument5 pagesThesis FieldworkPaySomeoneToWriteAPaperUK100% (1)
- Real Analysis: Jos e Mar Ia CuetoDocument14 pagesReal Analysis: Jos e Mar Ia CuetoFor ThingsNo ratings yet
- Lesson 3.2. Chemical Reactors Design PDFDocument28 pagesLesson 3.2. Chemical Reactors Design PDFJulia Vago EncinaNo ratings yet
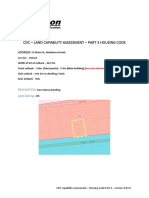
- CDC - Land Capability Assessment - Part 3 Housing Code: AddressDocument5 pagesCDC - Land Capability Assessment - Part 3 Housing Code: AddressDanny NguyenNo ratings yet
- Basic Contract AdministrationDocument445 pagesBasic Contract AdministrationitaleNo ratings yet
- The Effect of Competence, OrganizationalDocument7 pagesThe Effect of Competence, OrganizationalInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Types of Academic Text: 1. Understanding The Importance of GenreDocument9 pagesTypes of Academic Text: 1. Understanding The Importance of GenreThelma LanadoNo ratings yet
- DEMO PICTURES OF IM'sDocument5 pagesDEMO PICTURES OF IM'sJessieann Balmaceda CabanganNo ratings yet
- Standard Specification: Tecnicas Reunidas, S.ADocument9 pagesStandard Specification: Tecnicas Reunidas, S.AaquilesanchezNo ratings yet
- Chaos Theory 2020Document31 pagesChaos Theory 2020seth feanorNo ratings yet
- Lec# 16 Breakdown in LiquidsDocument12 pagesLec# 16 Breakdown in LiquidsVishal MeghwarNo ratings yet
- Thesis FinalDocument60 pagesThesis Finalkhawla muse abdNo ratings yet
- Curriculum Vitae Name: Sex: Marital Status: Date of Birth: Address: Telephone: Email Address: ObjectiveDocument2 pagesCurriculum Vitae Name: Sex: Marital Status: Date of Birth: Address: Telephone: Email Address: ObjectiveCandice LynchNo ratings yet