You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Love&Responsibility John Paul IIDocument32 pagesLove&Responsibility John Paul IIAlexandra MuresanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Unit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Document5 pagesUnit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Justin MagnanaoNo ratings yet
- Marcel Breuer: Hungarian-American Designer, Architect and Bauhaus PioneerDocument8 pagesMarcel Breuer: Hungarian-American Designer, Architect and Bauhaus PioneerYosaphat Kiko Paramore DiggoryNo ratings yet
- Six Thinking Hats TrainingDocument34 pagesSix Thinking Hats TrainingNishanthan100% (1)
- Loan Agreement with Chattel Mortgage SecuredDocument6 pagesLoan Agreement with Chattel Mortgage SecuredManny DerainNo ratings yet
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocument65 pagesCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- Energy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefDocument8 pagesEnergy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefSalomonlcNo ratings yet
- List of Student in Group A, B, C in DTSDocument2 pagesList of Student in Group A, B, C in DTSNalla PaiyanNo ratings yet
- CK College of Engineering & Technology: Cuddalore-3Document1 pageCK College of Engineering & Technology: Cuddalore-3Nalla PaiyanNo ratings yet
- C K College of Engineering & Technology: Cuddalore-3Document1 pageC K College of Engineering & Technology: Cuddalore-3Nalla PaiyanNo ratings yet
- Special Issue:: ShipsDocument10 pagesSpecial Issue:: ShipsNitinNo ratings yet
- 13-3 - Modelling of FSWDocument36 pages13-3 - Modelling of FSWNalla PaiyanNo ratings yet
- C K College of Engineering & Technology: Cuddalore-3Document1 pageC K College of Engineering & Technology: Cuddalore-3Nalla PaiyanNo ratings yet
- Finite Element MethodDocument37 pagesFinite Element Methodmohsin160No ratings yet
- Program Slicing Techniques and Its ApplicationsDocument15 pagesProgram Slicing Techniques and Its ApplicationsijseaNo ratings yet
- Created by Image To PDF Trial Version, To Remove This Mark, Please Register This SoftwareDocument1 pageCreated by Image To PDF Trial Version, To Remove This Mark, Please Register This SoftwareNalla PaiyanNo ratings yet
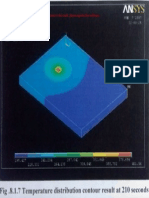
- Ansys FSW 14Document5 pagesAnsys FSW 14Nalla PaiyanNo ratings yet
- Modelling Using AxisymmetryDocument8 pagesModelling Using AxisymmetryNalla PaiyanNo ratings yet
- Ansys FSW 6Document4 pagesAnsys FSW 6Nalla PaiyanNo ratings yet
- Thermomechanical Modelling and Force Analysis of Friction Stir Welding by The Fnite Element MethodDocument12 pagesThermomechanical Modelling and Force Analysis of Friction Stir Welding by The Fnite Element MethodNalla PaiyanNo ratings yet
- V52 57Document10 pagesV52 57Nalla PaiyanNo ratings yet
- Friction Stir Welding Process Parameters For Joining Dissimilar Aluminum AlloysDocument14 pagesFriction Stir Welding Process Parameters For Joining Dissimilar Aluminum AlloysNalla PaiyanNo ratings yet
- Friction Stir Welding: An Introduction to the Process and its ApplicationsDocument29 pagesFriction Stir Welding: An Introduction to the Process and its ApplicationsNalla PaiyanNo ratings yet
- LpleDocument2 pagesLpleNalla PaiyanNo ratings yet
- Improving Reliability of Heat Transfer and Materials Flow Calculations During Friction Stir Welding of Dissimilar Aluminum AlloysDocument10 pagesImproving Reliability of Heat Transfer and Materials Flow Calculations During Friction Stir Welding of Dissimilar Aluminum AlloysNalla PaiyanNo ratings yet
- Regulations 2020: Mechanical Engineering CurriculumDocument162 pagesRegulations 2020: Mechanical Engineering CurriculumdsathiyaNo ratings yet
- Dhilshahilan Rajaratnam: Work ExperienceDocument5 pagesDhilshahilan Rajaratnam: Work ExperienceShazard ShortyNo ratings yet
- G.R. No. 175350 June 13, 2012 Equitable Banking Corporation, Inc. Petitioner, Special Steel Products, and Augusto L. Pardo, RespondentsDocument8 pagesG.R. No. 175350 June 13, 2012 Equitable Banking Corporation, Inc. Petitioner, Special Steel Products, and Augusto L. Pardo, RespondentsHp AmpsNo ratings yet
- Landmark Philippine and international cases on human rights, elections, and other legal issuesDocument4 pagesLandmark Philippine and international cases on human rights, elections, and other legal issuesSachieCasimiroNo ratings yet
- Objective Type Questions SAPMDocument15 pagesObjective Type Questions SAPMSaravananSrvn77% (31)
- Tối Ưu Hóa Cho Khoa Học Dữ LiệuDocument64 pagesTối Ưu Hóa Cho Khoa Học Dữ Liệuminhpc2911No ratings yet
- Refractomax 521 Refractive Index Detector: FeaturesDocument2 pagesRefractomax 521 Refractive Index Detector: FeaturestamiaNo ratings yet
- Office of The Protected Area Superintendent: Mt. Matutum Protected LandscapeDocument3 pagesOffice of The Protected Area Superintendent: Mt. Matutum Protected LandscapeNurah LaNo ratings yet
- Norlys 2016Document124 pagesNorlys 2016elektrospecNo ratings yet
- EasementDocument10 pagesEasementEik Ren OngNo ratings yet
- MATLAB code for Mann–Kendall test and Sen's slope estimationDocument7 pagesMATLAB code for Mann–Kendall test and Sen's slope estimationTubaiNandiNo ratings yet
- Priceliost Ecatalog 2021 Div. DiagnosticDocument2 pagesPriceliost Ecatalog 2021 Div. Diagnosticwawan1010No ratings yet
- Akriti Shrivastava CMBA2Y3-1906Document6 pagesAkriti Shrivastava CMBA2Y3-1906Siddharth ChoudheryNo ratings yet
- Philips Lighting Annual ReportDocument158 pagesPhilips Lighting Annual ReportOctavian Andrei NanciuNo ratings yet
- Url Profile Results 200128191050Document25 pagesUrl Profile Results 200128191050Wafiboi O. EtanoNo ratings yet
- Learn About Intensifiers and How to Use Them Effectively in WritingDocument3 pagesLearn About Intensifiers and How to Use Them Effectively in WritingCheryl CheowNo ratings yet
- ISB - PM - Week 4 - Required Assignment 4.2 - TemplateDocument2 pagesISB - PM - Week 4 - Required Assignment 4.2 - Templatesriram marinNo ratings yet
- Service Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EDocument71 pagesService Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EJonathan Da SilvaNo ratings yet
- Creating Rapid Prototype Metal CastingsDocument10 pagesCreating Rapid Prototype Metal CastingsShri JalihalNo ratings yet
- Section 2 in The Forest (Conservation) Act, 1980Document1 pageSection 2 in The Forest (Conservation) Act, 1980amit singhNo ratings yet
- 489-F Latest JudgmentDocument15 pages489-F Latest JudgmentMoving StepNo ratings yet
- Foreign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Document266 pagesForeign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Oyuna Bat-OchirNo ratings yet
- 19286711Document8 pages19286711suruth242100% (1)
- Macroeconomics Canadian 8th Edition Sayre Solutions Manual 1Document9 pagesMacroeconomics Canadian 8th Edition Sayre Solutions Manual 1tyrone100% (52)