You might also like
- Toyota Executive SummaryDocument16 pagesToyota Executive SummaryAmirahNo ratings yet
- Kaizen Pre During Post ChecklistDocument6 pagesKaizen Pre During Post Checklistnavinvijay2No ratings yet
- Routing - PPT by Gopal K. DixitDocument38 pagesRouting - PPT by Gopal K. DixitkaashniNo ratings yet
- Business Process Flow in Oracle Applications PDFDocument262 pagesBusiness Process Flow in Oracle Applications PDFSharret ShaNo ratings yet
- Set-Up Observation Analysis Sheet: TotalsDocument23 pagesSet-Up Observation Analysis Sheet: TotalsKhaled KassemNo ratings yet
- Continuous Improvement Methodology: Courtesy of Pratt and WhitneyDocument57 pagesContinuous Improvement Methodology: Courtesy of Pratt and WhitneymanoNo ratings yet
- Sap PP ConfigureDocument11 pagesSap PP ConfigurechelhamNo ratings yet
- 6'S Audit Sheet: Step S.No Item Rating (0-5) Comments 5 4 3 2 1Document5 pages6'S Audit Sheet: Step S.No Item Rating (0-5) Comments 5 4 3 2 1stylish eagleNo ratings yet
- Office 5s ChecklistDocument109 pagesOffice 5s ChecklistSercan SülünNo ratings yet
- Gemba Overview - Sheena Butts - IIESHS - WEBINAR v1Document35 pagesGemba Overview - Sheena Butts - IIESHS - WEBINAR v1Bryan OrdialesNo ratings yet
- PFMEA TemplateDocument19 pagesPFMEA Templatejcruz909100% (1)
- ATO PTO Basics in Oracle ApplicationsDocument154 pagesATO PTO Basics in Oracle Applicationsprasanna83% (6)
- 6S (5S+1) Audit Check Sheet AdaptiveDocument4 pages6S (5S+1) Audit Check Sheet AdaptiveJose OrtegaNo ratings yet
- LEAN Continuous Improvement KaizenDocument4 pagesLEAN Continuous Improvement KaizenHafis BonterNo ratings yet
- Hoshin KanriDocument42 pagesHoshin Kanrijcruz909No ratings yet
- 5S Kaizen Charter TemplateDocument4 pages5S Kaizen Charter TemplaterobinsonjamesonNo ratings yet
- Kaizen StructureDocument75 pagesKaizen StructureNaga ChaitanyaNo ratings yet
- Takt TimeDocument28 pagesTakt Timejcruz909No ratings yet
- Conducting A KaizenDocument62 pagesConducting A KaizenRocio DonisNo ratings yet
- Industrial Solutions, Inc: Lean Assessment ScorecardDocument5 pagesIndustrial Solutions, Inc: Lean Assessment ScorecardsigmasundarNo ratings yet
- Use of Segmentation in S - 4 HANA For Product Revisions - SAP BlogsDocument16 pagesUse of Segmentation in S - 4 HANA For Product Revisions - SAP Blogsmarius cooperNo ratings yet
- Priming KanbanDocument42 pagesPriming Kanbanjcruz909No ratings yet
- AME Lean AssessmentDocument33 pagesAME Lean AssessmentYenaro CortesNo ratings yet
- Hoshin Policy Deployment TemplatesDocument8 pagesHoshin Policy Deployment Templatesjcruz909No ratings yet
- Assessment Master Template June 14 2007Document15 pagesAssessment Master Template June 14 2007Jayesh J PillaiNo ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- Process Mapping With Flowcharts: Top-Down FlowchartDocument4 pagesProcess Mapping With Flowcharts: Top-Down FlowcharttimazaNo ratings yet
- Lean Manufacturing 5SDocument20 pagesLean Manufacturing 5SÖnder HançerNo ratings yet
- V Buehler Lean Assessment TemplateDocument23 pagesV Buehler Lean Assessment TemplateAntonio Fernández V.100% (1)
- Order ManagementDocument94 pagesOrder ManagementpowersrinivasanNo ratings yet
- Black Belt Tollgate Checklist BBv1.1Document12 pagesBlack Belt Tollgate Checklist BBv1.1Kristof MCNo ratings yet
- Kaizen Event CharterDocument4 pagesKaizen Event CharterManuel Dos SantosNo ratings yet
- Lean Office AssessmentDocument10 pagesLean Office Assessmentanthony2069100% (1)
- PDCA - Audit DocumentaryDocument9 pagesPDCA - Audit DocumentaryElena BabinetchiNo ratings yet
- MODEL Moulding OEE Report WeekDocument194 pagesMODEL Moulding OEE Report WeekOctavian MitaNo ratings yet
- Standard Work CombinationDocument1 pageStandard Work Combinationlam nguyenNo ratings yet
- ProductionDocument563 pagesProductionShine KaippillyNo ratings yet
- Article On Effective Operational ExcellenceDocument4 pagesArticle On Effective Operational Excellencealaissa cagubcobNo ratings yet
- YAMAZUMIDocument16 pagesYAMAZUMImagudeeshNo ratings yet
- Oo Oo Oo Oo: DepartmentDocument3 pagesOo Oo Oo Oo: Departmentsigmasundar100% (1)
- Rolled Throughput Yield (Training)Document7 pagesRolled Throughput Yield (Training)Madhavan RamNo ratings yet
- Lean Self AssessmentDocument1 pageLean Self Assessmentmh70100% (1)
- Kaizen EventDocument22 pagesKaizen EventRibmanNo ratings yet
- Transition To LeanDocument27 pagesTransition To LeanMohamed Farag Mostafa100% (1)
- SAP Material Ledger Configuration DocumentDocument33 pagesSAP Material Ledger Configuration DocumentMarceloAugustoNo ratings yet
- Continuous Improvement The BasicsDocument23 pagesContinuous Improvement The BasicsAdonis PajarilloNo ratings yet
- An Evolutionary Model of Continuous Improvement Behaviour: John Bessant, Sarah Caffyn, Maeve GallagherDocument11 pagesAn Evolutionary Model of Continuous Improvement Behaviour: John Bessant, Sarah Caffyn, Maeve GallagherNathalia Cáceres100% (1)
- Transformation Model and Implementation From EBOM To MBOM For MRO SystemDocument6 pagesTransformation Model and Implementation From EBOM To MBOM For MRO SystemGanesh Gavhad PatilNo ratings yet
- Linda Linnus, MA / LSSBB / ISO 9001Document88 pagesLinda Linnus, MA / LSSBB / ISO 9001Anonymous G5vlroDv100% (2)
- 12 Tools To Make Waste VisibleDocument37 pages12 Tools To Make Waste VisibleMichael WuNo ratings yet
- Lean Six Sigma Project CharterDocument1 pageLean Six Sigma Project CharterPedro KNo ratings yet
- Value Stream Mapping Software A Complete Guide - 2020 EditionFrom EverandValue Stream Mapping Software A Complete Guide - 2020 EditionNo ratings yet
- Siemens, Teamcenter PDFDocument20 pagesSiemens, Teamcenter PDFMehmet ErenNo ratings yet
- Lean Diagnostic ToolDocument5 pagesLean Diagnostic Tooltruongngv100% (1)
- Trial 2FindTools TrialDocument9 pagesTrial 2FindTools Trialsman_2_makaleNo ratings yet
- Industrial Solutions, Inc: Lean Assessment ScorecardDocument5 pagesIndustrial Solutions, Inc: Lean Assessment Scorecardrgrao85No ratings yet
- SAP PP BomDocument39 pagesSAP PP BomKalyan KumarNo ratings yet
- SNP Heuristic-Based PlanningDocument65 pagesSNP Heuristic-Based PlanningyareddyNo ratings yet
- Quiz Answers Standard WorkDocument4 pagesQuiz Answers Standard WorkJose OrtegaNo ratings yet
- LEAN STRATEGY: Why people in great companies cannot wait for MondaysFrom EverandLEAN STRATEGY: Why people in great companies cannot wait for MondaysNo ratings yet
- Lean Assessment2Document18 pagesLean Assessment2Yenaro CortesNo ratings yet
- 5S Communication BoardDocument1 page5S Communication BoardrobinsonjamesonNo ratings yet
- Basic Concepts On 5s Kaizen TQMDocument19 pagesBasic Concepts On 5s Kaizen TQMRodj Eli Mikael Viernes-IncognitoNo ratings yet
- Lean OutlineDocument2 pagesLean OutlineTee Hor ChangNo ratings yet
- Kaizen Event 2Document20 pagesKaizen Event 2Elena CavedagnaNo ratings yet
- The Lean Stack - Part 1Document15 pagesThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyNo ratings yet
- Value Stream MappingDocument40 pagesValue Stream Mappingjinyue7302No ratings yet
- Opex VSM Training Module 100711001122 Phpapp02Document53 pagesOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroNo ratings yet
- Kaizen Case StudyDocument44 pagesKaizen Case StudyTanmoy ChakrabortyNo ratings yet
- 25 Kaizen Agenda STD Work 5 Day EventDocument2 pages25 Kaizen Agenda STD Work 5 Day EventmfernandezNo ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- 1 2017 CEO Standard Work ShortDocument44 pages1 2017 CEO Standard Work ShortRahardian Faizal Zuhdi100% (1)
- The Missing Link - Lean Leadership - DWMannDocument12 pagesThe Missing Link - Lean Leadership - DWMannEdgar Tapia100% (1)
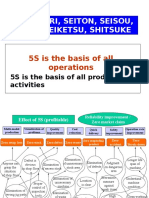
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- Howto Change CultureDocument22 pagesHowto Change Culturejcruz909No ratings yet
- LED Philips 32PFL3008D 39PFL3008D 42PFL3008D 46PFL3008D Chassis TPS10.1L-LA Televisor LCD Manual de Servicio Editado Con Notas Ojo LeerDocument71 pagesLED Philips 32PFL3008D 39PFL3008D 42PFL3008D 46PFL3008D Chassis TPS10.1L-LA Televisor LCD Manual de Servicio Editado Con Notas Ojo Leerelectronicampos100% (1)
- Wipro - SULEIMAN B. SALAMAT - ResumeDocument2 pagesWipro - SULEIMAN B. SALAMAT - ResumeVipin GoswamiNo ratings yet
- BASF Template Spare Parts List (BOM)Document4 pagesBASF Template Spare Parts List (BOM)Dasari Shràván KümârNo ratings yet
- R12.1 Oracle Bills of Material and Engineering Fundamentals: D59871GC10 Edition 1.0 September 2009 D60906Document170 pagesR12.1 Oracle Bills of Material and Engineering Fundamentals: D59871GC10 Edition 1.0 September 2009 D60906Abang Jaya WardhanaNo ratings yet
- 2017 03438D 01 001 - Bom 550 PDFDocument4 pages2017 03438D 01 001 - Bom 550 PDFsundyaNo ratings yet
- Customer Item Cross ReferencesDocument7 pagesCustomer Item Cross ReferencessrpothulNo ratings yet
- List IconDocument27 pagesList IconaloxanhNo ratings yet
- NI Circuit Design Suite: Getting Started GuideDocument72 pagesNI Circuit Design Suite: Getting Started GuideAlberto Manuel CarrilloNo ratings yet
- Manual Lindab CADvent Plug-In - UKDocument27 pagesManual Lindab CADvent Plug-In - UKDjordjeNo ratings yet
- SIMATIC IT Preactor APS 2016: User GuideDocument304 pagesSIMATIC IT Preactor APS 2016: User GuideLien HongNo ratings yet
- Dynamics AX - Trade & Logistics ModuleDocument4 pagesDynamics AX - Trade & Logistics ModuleBA Training School100% (1)
- Assembly DrawingsDocument12 pagesAssembly DrawingsThangadurai Senthil Ram PrabhuNo ratings yet
- Internship File (5th Sem)Document18 pagesInternship File (5th Sem)jana.aparna1981No ratings yet
- Sap PM QuestionsDocument14 pagesSap PM QuestionsFrancisco Coutinho JuniorNo ratings yet
- Unit 3: Supply Chain, Purchase and Stores Management: Prepared by Dr. R. ArivazhaganDocument58 pagesUnit 3: Supply Chain, Purchase and Stores Management: Prepared by Dr. R. ArivazhaganSusrii SangitaNo ratings yet
- Sap S4 Hana MMDocument12 pagesSap S4 Hana MMJosé RoblesNo ratings yet
- Sap MM Interview QuestiondocxDocument29 pagesSap MM Interview QuestiondocxManjunath a nNo ratings yet
- What Is SAP PMDocument47 pagesWhat Is SAP PMPrakash Sawant100% (1)