You might also like
- 3.6 Continuidad en Un Punto y en Un IntervaloDocument3 pages3.6 Continuidad en Un Punto y en Un IntervaloClaudia Elisa Orihuela Laguna100% (1)
- Cronograma y PresupuestoDocument10 pagesCronograma y PresupuestoChristian Oribe CastilloNo ratings yet
- Mili BroDocument1 pageMili BroChristian Oribe CastilloNo ratings yet
- Wef Effw EfeDocument1 pageWef Effw EfeChristian Oribe CastilloNo ratings yet
- Wef Effw EfeDocument1 pageWef Effw EfeChristian Oribe CastilloNo ratings yet
- AgoDocument1 pageAgoChristian Oribe CastilloNo ratings yet
- Programacion 2Document1 pageProgramacion 2Christian Oribe CastilloNo ratings yet
- Comprendiendo La Presión HidrostaticaDocument6 pagesComprendiendo La Presión HidrostaticaChristian Oribe CastilloNo ratings yet
- Lpu20130010ane 05Document37 pagesLpu20130010ane 05Christian Oribe CastilloNo ratings yet
- Sistema de UnidadesDocument6 pagesSistema de UnidadesChristian Oribe CastilloNo ratings yet
- Conversion de UnidadesDocument1 pageConversion de UnidadesChristian Oribe CastilloNo ratings yet
- Propiedades de La MateriaDocument5 pagesPropiedades de La MateriaChristian Oribe CastilloNo ratings yet
- Practica n8Document6 pagesPractica n8Christian Oribe CastilloNo ratings yet
- Calculando La AceleraciónDocument5 pagesCalculando La AceleraciónChristian Oribe CastilloNo ratings yet
- Programacion 3Document1 pageProgramacion 3Christian Oribe CastilloNo ratings yet
- Control de Asistencia de PONENTESDocument1 pageControl de Asistencia de PONENTESChristian Oribe CastilloNo ratings yet
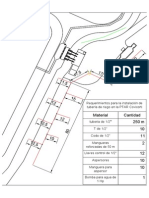
- Detalle de Configuracion de Tuberia de Riego1 ModelDocument1 pageDetalle de Configuracion de Tuberia de Riego1 ModelChristian Oribe CastilloNo ratings yet
- Esquema Trabajo de Sustentación y Arrastre Mecanica de Fluidos IIDocument2 pagesEsquema Trabajo de Sustentación y Arrastre Mecanica de Fluidos IIChristian Oribe CastilloNo ratings yet
- DatosfnDocument4 pagesDatosfnChristian Oribe CastilloNo ratings yet
- OtrosDocument3 pagesOtrosChristian Oribe CastilloNo ratings yet
- Presupuesto MensualDocument2 pagesPresupuesto MensualChristian Oribe CastilloNo ratings yet
- Análisis de Flujos ExternosDocument10 pagesAnálisis de Flujos ExternosDeiby AvilaNo ratings yet
- Practica 3Document3 pagesPractica 3Christian Oribe CastilloNo ratings yet
- Esquema Trabajo de Diseño Deperfiles Aerodinámicos MFII 2013-IDocument3 pagesEsquema Trabajo de Diseño Deperfiles Aerodinámicos MFII 2013-IChristian Oribe CastilloNo ratings yet
- Cine CasaDocument6 pagesCine CasaJoe BenitesNo ratings yet
- Cytf 052Document6 pagesCytf 052Christian Oribe CastilloNo ratings yet
- Os.090 Norma TecnicaDocument65 pagesOs.090 Norma TecnicaBilly Morris100% (1)
- 4.2. Aclarar Los Requerimientos Funcionales: Relacionadas Al Uso y Retiro de Un ProductoDocument6 pages4.2. Aclarar Los Requerimientos Funcionales: Relacionadas Al Uso y Retiro de Un ProductoChristian Oribe CastilloNo ratings yet
- Aligerar ConstruccionesDocument9 pagesAligerar ConstruccionesChristian Oribe CastilloNo ratings yet
- 16 y 17 PERT CPMDocument4 pages16 y 17 PERT CPMChristian Oribe CastilloNo ratings yet
- 3 Pareto Ishikawa Por QuéDocument14 pages3 Pareto Ishikawa Por QuéChristian Oribe CastilloNo ratings yet
- Programa BASE 3° BásicoDocument62 pagesPrograma BASE 3° Básicoosvaldo_allendeNo ratings yet
- Esquema Gráfico Del Párrafo de Desarrollo DefinicionDocument3 pagesEsquema Gráfico Del Párrafo de Desarrollo Definicionpaula sulcaNo ratings yet
- Sistematización de Resultados CuantitativosDocument15 pagesSistematización de Resultados CuantitativosAngela Liliana Baylon FranciaNo ratings yet
- Contrato Cliente Sus FinanzasDocument6 pagesContrato Cliente Sus FinanzasEdgar Alerxander Cruz CasasllasNo ratings yet
- Juan de Álava y Su Palacio en Salamanca PDF (Por Angel Gómez-Morán Santafé)Document210 pagesJuan de Álava y Su Palacio en Salamanca PDF (Por Angel Gómez-Morán Santafé)Angel Gomez-Moran SantafeNo ratings yet
- Guía S3 TL 2023-2Document5 pagesGuía S3 TL 2023-2Amy OquendoNo ratings yet
- Estadistica 1 - 12Document14 pagesEstadistica 1 - 12JS CondorNo ratings yet
- Adaptación Programa Marori Y Tutibu. 1° BasicoDocument49 pagesAdaptación Programa Marori Y Tutibu. 1° BasicoRichard JofréNo ratings yet
- Fiebre Aftosa CoreccionDocument10 pagesFiebre Aftosa CoreccionRomario Sansores Pool100% (1)
- Manejo de PacientesDocument3 pagesManejo de Pacientesaudrey fortuna sosaNo ratings yet
- Guia #3 Unidad 1 - Números Racionales I° MedioDocument5 pagesGuia #3 Unidad 1 - Números Racionales I° MedioAlejandro QuinterosNo ratings yet
- Preparatorio 3 Alexis Vaca Gr14Document3 pagesPreparatorio 3 Alexis Vaca Gr14Alexis VacaNo ratings yet
- Suspención de Juicio A Prueba VillagraDocument4 pagesSuspención de Juicio A Prueba VillagraSebas MNo ratings yet
- T2 - Derecho Procesal Penal - Calderon Franco Francisco MedardoDocument7 pagesT2 - Derecho Procesal Penal - Calderon Franco Francisco MedardoFrancisco Calderon FrancoNo ratings yet
- Derecho Penal Documento ElectrónicoDocument33 pagesDerecho Penal Documento ElectrónicoHenruchito Ramos Trujillo100% (2)
- Procedimiento Breve y Recurso de CasaciónDocument4 pagesProcedimiento Breve y Recurso de Casaciónchiquinquira rivasNo ratings yet
- Técnicas: EstudioDocument4 pagesTécnicas: EstudioKim Seok jinNo ratings yet
- 8-Sep-2019 El Gran ConquistadorDocument3 pages8-Sep-2019 El Gran ConquistadorVictor Perlacia Real100% (2)
- Copia Simple LegalizadaDocument2 pagesCopia Simple Legalizadaangel albertoNo ratings yet
- La Historia de La PenicilinaDocument2 pagesLa Historia de La PenicilinaYuli Salas100% (2)
- ContraindicacionesDocument13 pagesContraindicacionesjose3152071289No ratings yet
- Copia de Diapositivas Magnetismo Ago-Dic 2016Document13 pagesCopia de Diapositivas Magnetismo Ago-Dic 2016Benjamin CastilloNo ratings yet
- Apunte Diseño-1Document31 pagesApunte Diseño-1Maria SiccardiNo ratings yet
- CEPRE UNJBG 2020 II Semana 01Document2 pagesCEPRE UNJBG 2020 II Semana 01Nelson GonzalesNo ratings yet
- Dokumen - Tips Doce Capas Del Adn KryonDocument117 pagesDokumen - Tips Doce Capas Del Adn KryonMichelleVintreet100% (1)
- Historia Regional de SonoraDocument165 pagesHistoria Regional de SonoraNubiha' GaLindoNo ratings yet
- DPHDocument8 pagesDPHEly AparicioNo ratings yet
- Análisis Argumentativo de Una Carta Al DirectorDocument14 pagesAnálisis Argumentativo de Una Carta Al DirectorHumberto Capriroli0% (2)
- Material para Curso Norma Bibliográfica APA 6° - GeneralidadesDocument6 pagesMaterial para Curso Norma Bibliográfica APA 6° - GeneralidadesMARCO ANTONIO MALDONADO OLEANo ratings yet