You might also like
- Lincoln Electric Welding Stick Maual c210Document48 pagesLincoln Electric Welding Stick Maual c210Kaan çelikoğlu100% (1)
- Detection of Hydrogen-Induced Cracking (HIC)Document2 pagesDetection of Hydrogen-Induced Cracking (HIC)Yetkin ErdoğanNo ratings yet
- Seaplus Fire Fighting SystemsDocument24 pagesSeaplus Fire Fighting SystemsYetkin Erdoğan100% (1)
- Weldinghuide Eng BohlerDocument515 pagesWeldinghuide Eng BohlerJorge VasquezNo ratings yet
- Tightness Control SystemDocument4 pagesTightness Control SystemYetkin Erdoğan100% (1)
- Design & Calculation Cathodic Protection Impressed Cureent SystemDocument107 pagesDesign & Calculation Cathodic Protection Impressed Cureent Systemmtuanlatoi9704No ratings yet
- Weld Flange To PipeDocument1 pageWeld Flange To PipeGraham MooreNo ratings yet
- Thickness of Small Diameter TubingDocument3 pagesThickness of Small Diameter TubingYetkin ErdoğanNo ratings yet
- En 1090Document47 pagesEn 1090Darren Thoon100% (5)
- Incoterms GuideDocument1 pageIncoterms GuideYetkin ErdoğanNo ratings yet
- Defect Sizing in Pipeline Welds - What Can We Really AchieveDocument10 pagesDefect Sizing in Pipeline Welds - What Can We Really AchieveYetkin ErdoğanNo ratings yet
- Weld Gauges - GAL and Western Instruments - Weld Gauges - Pit Depth - M-TestDocument6 pagesWeld Gauges - GAL and Western Instruments - Weld Gauges - Pit Depth - M-TestYetkin ErdoğanNo ratings yet
- GasesforLife 7 enDocument20 pagesGasesforLife 7 enYetkin ErdoğanNo ratings yet
- Tightness Control SystemDocument4 pagesTightness Control SystemYetkin Erdoğan100% (1)
- InfoDocument40 pagesInfoYetkin Erdoğan100% (1)
- GasesforLife 8 enDocument20 pagesGasesforLife 8 enYetkin ErdoğanNo ratings yet
- NORSOK Standard for Cathodic Protection M-CR-503Document16 pagesNORSOK Standard for Cathodic Protection M-CR-503Yetkin ErdoğanNo ratings yet
- Durlon Is A Good Fit, For Shopping Efficiency ... : ... and For Newly Constructed Tank CarsDocument2 pagesDurlon Is A Good Fit, For Shopping Efficiency ... : ... and For Newly Constructed Tank CarsYetkin ErdoğanNo ratings yet
- Weld Overlay Cladding1Document3 pagesWeld Overlay Cladding1Yetkin ErdoğanNo ratings yet
- TECHCENTER ColdFormingDocument54 pagesTECHCENTER ColdFormingsonurahul_yadav100% (1)
- Gases For Life 01Document20 pagesGases For Life 01Yetkin ErdoğanNo ratings yet
- Gases For Life 02Document20 pagesGases For Life 02Yetkin ErdoğanNo ratings yet
- Gri Handbook InstallationDocument2 pagesGri Handbook InstallationYetkin ErdoğanNo ratings yet
- Catalog enDocument36 pagesCatalog enYetkin ErdoğanNo ratings yet
- GasesforLife 7 enDocument20 pagesGasesforLife 7 enYetkin ErdoğanNo ratings yet
- Original Gasket Technology GuideDocument40 pagesOriginal Gasket Technology GuideAtty AttyNo ratings yet
- Man Instruc Boiler ViessmannDocument53 pagesMan Instruc Boiler ViessmannYetkin ErdoğanNo ratings yet
- Original Gasket Technology GuideDocument40 pagesOriginal Gasket Technology GuideAtty AttyNo ratings yet
- How Boilers WorkDocument18 pagesHow Boilers Workhozipek5599100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Projectile MotionDocument40 pagesProjectile MotionJoshua VicenteNo ratings yet
- Ducted Fan ThesisVTOhanian2011Document203 pagesDucted Fan ThesisVTOhanian2011pest619No ratings yet
- 2007 Steel Joists & Joist GirdersDocument161 pages2007 Steel Joists & Joist GirdersAnonymous PjmE9RJcghNo ratings yet
- Cadt BasicsDocument2 pagesCadt BasicsATUL CHAUHANNo ratings yet
- Computer VisionDocument38 pagesComputer VisionMAJIDNo ratings yet
- Maximizing Work Potential of Engineering SystemsDocument11 pagesMaximizing Work Potential of Engineering Systemsuma.nitw8088No ratings yet
- PDS Uracron CY433 XE-60 Vs 1.1Document1 pagePDS Uracron CY433 XE-60 Vs 1.1juherrerareunalmedNo ratings yet
- DPP 5TH May 2020Document14 pagesDPP 5TH May 2020Nishit PNo ratings yet
- Aerial Self Supporting Optical Cable - As: Product Type ConstructionDocument6 pagesAerial Self Supporting Optical Cable - As: Product Type ConstructionPanner2009No ratings yet
- Ewpaa Ply and LVL DesignDocument270 pagesEwpaa Ply and LVL DesignAdrian Law PangNo ratings yet
- Fem Objective QuestionsDocument11 pagesFem Objective QuestionsSree Murthy67% (138)
- Compliant MechanismDocument3 pagesCompliant MechanismAliceAlormenuNo ratings yet
- Lyapunov Controller Inverted PendulumDocument6 pagesLyapunov Controller Inverted Pendulumle duc huynhNo ratings yet
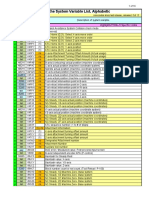
- SystemVarsAlpha List OkumaDocument16 pagesSystemVarsAlpha List Okumaseb_dominique100% (2)
- Hyperladder 1kb Product ManualDocument1 pageHyperladder 1kb Product Manualhandika ramadhaniNo ratings yet
- Advanced AlgebraDocument699 pagesAdvanced AlgebraIosif Beniamin ȘolotNo ratings yet
- CPCCBC4011B Apply Structural Principles To Commercial Low-Rise ConstructionsDocument18 pagesCPCCBC4011B Apply Structural Principles To Commercial Low-Rise ConstructionsShaban Kamuiru50% (2)
- Improved Thermal Piping Analysis For Reciprocating Compressor Piping SystemsDocument7 pagesImproved Thermal Piping Analysis For Reciprocating Compressor Piping SystemsJimmy Alexander AvilaNo ratings yet
- Use of Nanotechnology in Cement-Based Materials PDFDocument5 pagesUse of Nanotechnology in Cement-Based Materials PDFHarini S BNo ratings yet
- Surface Texture: G Lancaster Marlborough Boys CollegeDocument22 pagesSurface Texture: G Lancaster Marlborough Boys CollegeJim JohnsonNo ratings yet
- Fundamentals of Structural Reliability Analysis: DR Peter J. Stafford February 2009Document15 pagesFundamentals of Structural Reliability Analysis: DR Peter J. Stafford February 2009mamad66No ratings yet
- Lab3 ManualDocument13 pagesLab3 ManualLiuShangMingNo ratings yet
- PDF Heat Transfer Handbook Book PDF by R K RajputDocument3 pagesPDF Heat Transfer Handbook Book PDF by R K Rajputsachin dubeyNo ratings yet
- Government Polytechnic College Muttom: Laboratory Manual Survey Practical-IiDocument38 pagesGovernment Polytechnic College Muttom: Laboratory Manual Survey Practical-IiSanjithRNairNo ratings yet
- The Law of AttractionDocument3 pagesThe Law of AttractionjeffNo ratings yet
- Studies in Musical Acoustics and Psychoacoustics PDFDocument452 pagesStudies in Musical Acoustics and Psychoacoustics PDFgakeisha100% (2)
- Phy P1Document105 pagesPhy P1Godfrey Muchai100% (1)
- CYL100 Quantum Chemistry ProblemsDocument8 pagesCYL100 Quantum Chemistry ProblemscfmonarquiaNo ratings yet
- Different Sieving Methods For Varying ApplicationsDocument19 pagesDifferent Sieving Methods For Varying ApplicationsAbeer AbdullahNo ratings yet
- Industrial Plant For Distillation of Sulphate TurpentineDocument5 pagesIndustrial Plant For Distillation of Sulphate TurpentineDaniel YoworldNo ratings yet