You might also like
- Study On Applicability of Ground Settlement Prediction Method in Liquefaction Based On Energy BalanceDocument10 pagesStudy On Applicability of Ground Settlement Prediction Method in Liquefaction Based On Energy Balancegorgika papandNo ratings yet
- Earthquake Performance of Non-Engineered Construction in NicaraguaDocument10 pagesEarthquake Performance of Non-Engineered Construction in Nicaraguagorgika papandNo ratings yet
- Wcee2012 0171Document10 pagesWcee2012 0171gorgika papandNo ratings yet
- The Quadrants Method: A Procedure To Evaluate The Seismic Performance of Existing BuildingsDocument9 pagesThe Quadrants Method: A Procedure To Evaluate The Seismic Performance of Existing Buildingsgorgika papandNo ratings yet
- Probabilistic Seismic Hazard Model of Inelastic Oscillator Based On Equivalent Linearization TechniqueDocument10 pagesProbabilistic Seismic Hazard Model of Inelastic Oscillator Based On Equivalent Linearization Techniquegorgika papandNo ratings yet
- Induced Seismicity Around Masjed Soleyman Dam, South West of IranDocument10 pagesInduced Seismicity Around Masjed Soleyman Dam, South West of Irangorgika papandNo ratings yet
- Evaluation of Site Effects: Development of The Semiquantitative Abacuses in Lazio Region (Italy)Document10 pagesEvaluation of Site Effects: Development of The Semiquantitative Abacuses in Lazio Region (Italy)gorgika papandNo ratings yet
- Wcee2012 0100Document7 pagesWcee2012 0100gorgika papandNo ratings yet
- Seismic Behavior of Long-Span Connected Structures Under Multi-Supported and Multi-Dimensional Earthquake ExcitationsDocument6 pagesSeismic Behavior of Long-Span Connected Structures Under Multi-Supported and Multi-Dimensional Earthquake Excitationsgorgika papandNo ratings yet
- Recovering Displacements and Transients From Strong Motion Records Using The Wavelet TransformDocument10 pagesRecovering Displacements and Transients From Strong Motion Records Using The Wavelet Transformgorgika papandNo ratings yet
- Implication of The Seismic Code On The Seismic Design of Bridges in AlgeriaDocument8 pagesImplication of The Seismic Code On The Seismic Design of Bridges in Algeriagorgika papandNo ratings yet
- Preparing Undergraduates For Success Through A Multi-Disciplinary, Multi-Campus Research Internship Program Focused On Earthquake ResiliencyDocument10 pagesPreparing Undergraduates For Success Through A Multi-Disciplinary, Multi-Campus Research Internship Program Focused On Earthquake Resiliencygorgika papandNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Prestige Institute of Management & Research: Guided By:-Submitted By: - Prof. Arpit Loya Sumeet RattanDocument21 pagesPrestige Institute of Management & Research: Guided By:-Submitted By: - Prof. Arpit Loya Sumeet RattanSumeet700005No ratings yet
- Standard Cost EstimateDocument21 pagesStandard Cost EstimateMOORTHYNo ratings yet
- DR PDFDocument252 pagesDR PDFa_ouchar0% (1)
- Top Ten Myths About The BrainDocument5 pagesTop Ten Myths About The BrainfayazalamaligNo ratings yet
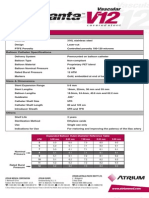
- Advanta V12 Data SheetDocument2 pagesAdvanta V12 Data SheetJuliana MiyagiNo ratings yet
- Safe Lorry Loader Crane OperationsDocument4 pagesSafe Lorry Loader Crane Operationsjdmultimodal sdn bhdNo ratings yet
- AKI in ChildrenDocument43 pagesAKI in ChildrenYonas AwgichewNo ratings yet
- Circle The Best Answer A, B, C, D or EDocument4 pagesCircle The Best Answer A, B, C, D or Ewilder jackNo ratings yet
- IV. Network Modeling, Simple SystemDocument16 pagesIV. Network Modeling, Simple SystemJaya BayuNo ratings yet
- Midterm Exam Gor Grade 11Document2 pagesMidterm Exam Gor Grade 11Algelle AbrantesNo ratings yet
- Nasopharyngeal Angiofibroma - PPTX Essam SrourDocument10 pagesNasopharyngeal Angiofibroma - PPTX Essam SrourSimina ÎntunericNo ratings yet
- Poly 103Document20 pagesPoly 103Sharifah Zulaikha BenYahyaNo ratings yet
- Purpose in LifeDocument1 pagePurpose in Lifeaashish95100% (1)
- MTH100Document3 pagesMTH100Syed Abdul Mussaver ShahNo ratings yet
- Flight Vehicle Design:: Example 2 (Uav)Document43 pagesFlight Vehicle Design:: Example 2 (Uav)Anmol KumarNo ratings yet
- Recipes From The Perfect Scoop by David LebovitzDocument10 pagesRecipes From The Perfect Scoop by David LebovitzThe Recipe Club100% (7)
- Structural Analysis and Design of Pressure Hulls - The State of The Art and Future TrendsDocument118 pagesStructural Analysis and Design of Pressure Hulls - The State of The Art and Future TrendsRISHABH JAMBHULKARNo ratings yet
- DudjDocument4 pagesDudjsyaiful rinantoNo ratings yet
- Food Taste Panel Evaluation Form 2Document17 pagesFood Taste Panel Evaluation Form 2Akshat JainNo ratings yet
- Cathodic Protection Catalog - New 8Document1 pageCathodic Protection Catalog - New 8dhineshNo ratings yet
- Fyp-Hydraulic Brakes CompleteDocument32 pagesFyp-Hydraulic Brakes CompleteRishabh JainNo ratings yet
- Lec 4 - 4th WeekDocument40 pagesLec 4 - 4th Weekrajpoot aliNo ratings yet
- Amnaya Sutra (English)Document458 pagesAmnaya Sutra (English)Assam Bhakti SagarNo ratings yet
- Module 4 Active Faults and Other Earthquake Sources: Learning OutcomeDocument3 pagesModule 4 Active Faults and Other Earthquake Sources: Learning OutcomeFatima Ybanez Mahilum-LimbagaNo ratings yet
- 18 Ray Optics Revision Notes QuizrrDocument108 pages18 Ray Optics Revision Notes Quizrraafaf.sdfddfaNo ratings yet
- SCM (Subway Project Report)Document13 pagesSCM (Subway Project Report)Beast aNo ratings yet
- Faa Registry: N-Number Inquiry ResultsDocument3 pagesFaa Registry: N-Number Inquiry Resultsolga duqueNo ratings yet
- Assignment 2 Mat435Document2 pagesAssignment 2 Mat435Arsene LupinNo ratings yet
- Gypsum Plasterboard: National Standard of The People'S Republic of ChinaDocument15 pagesGypsum Plasterboard: National Standard of The People'S Republic of ChinaGarry100% (2)
- Combined Shear and TensionDocument16 pagesCombined Shear and TensionDAN MARK OPONDANo ratings yet