You might also like
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDocument40 pagesWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanNo ratings yet
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDocument20 pagesUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Dynamic Stresses Hydro Power Plant RKAggarwalDocument22 pagesDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanNo ratings yet
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDocument2 pagesPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanNo ratings yet
- The Magnetic Center Finding Using Vibrating Wire TechniqueDocument6 pagesThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanNo ratings yet
- Field Balancing Large Rotating MachineryDocument26 pagesField Balancing Large Rotating MachineryShantanu SamajdarNo ratings yet
- Icmtech435435 345435 43543Document63 pagesIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- Gei 100351Document32 pagesGei 100351Hatem Abdelrahman100% (1)
- 19 KKKKKKKKKKKKKKKKKKDocument4 pages19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- Fault Zone - : Air GapDocument0 pagesFault Zone - : Air GapHatem AbdelrahmanNo ratings yet
- Article 6hy JytjuytDocument7 pagesArticle 6hy JytjuytHatem AbdelrahmanNo ratings yet
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDocument4 pagesIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanNo ratings yet
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDocument130 pagesHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanNo ratings yet
- Prec Maint March 2007Document9 pagesPrec Maint March 2007Hatem AbdelrahmanNo ratings yet
- 1q07 Beat Freq Back To BasicsDocument3 pages1q07 Beat Freq Back To BasicsHatem AbdelrahmanNo ratings yet
- V106 Relative Motion Record FormDocument0 pagesV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocument46 pagesEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocument46 pagesEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Vibrations NotesDocument43 pagesVibrations NotesNicolas LuchmunNo ratings yet
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 pagesDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Kingsbury Leg ComponentsDocument3 pagesKingsbury Leg ComponentsHatem Abdelrahman100% (1)
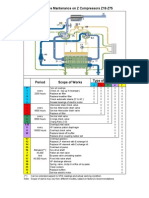
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDocument1 pagePreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanNo ratings yet
- Best Practices: Asset Condition ManagementDocument2 pagesBest Practices: Asset Condition ManagementHatem AbdelrahmanNo ratings yet
- Article 6hy JytjuytDocument7 pagesArticle 6hy JytjuytHatem AbdelrahmanNo ratings yet
- Customer Application Centers: Global Accessibility To Our TechnologyDocument1 pageCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanNo ratings yet
- 1q03 3500 22mDocument4 pages1q03 3500 22mscribdkhatnNo ratings yet
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDocument2 pagesWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanNo ratings yet
- 2 Q 01 HanifanDocument2 pages2 Q 01 HanifanHatem AbdelrahmanNo ratings yet
- Ontario Power Generation's Nanticoke Power PlantDocument3 pagesOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanNo ratings yet
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Document1 pageHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Plasma TV SMPS TroubleshoutingDocument5 pagesPlasma TV SMPS TroubleshoutingmindjokerNo ratings yet
- Characterization and Application of Cerium Fluoride Film in InfraredDocument4 pagesCharacterization and Application of Cerium Fluoride Film in InfrarednguyenthanhhopNo ratings yet
- Catalog07 PDFDocument13 pagesCatalog07 PDFdeig15050% (2)
- Anern Integrated Solar Garden Light-201604Document1 pageAnern Integrated Solar Garden Light-201604Godofredo VillenaNo ratings yet
- 29-Horizontal Subsea Xmas Tree enDocument2 pages29-Horizontal Subsea Xmas Tree encarthik_rajaNo ratings yet
- Thesis FYPDocument50 pagesThesis FYPEyka ZulaikaNo ratings yet
- Cilindros Hid. CK ATOSDocument8 pagesCilindros Hid. CK ATOSAntonio LopesNo ratings yet
- Esna CatalogDocument12 pagesEsna Catalogbalaji_jayadeva9546No ratings yet
- 1-Introduction To Process ControlDocument30 pages1-Introduction To Process ControlRazif Metta100% (4)
- Pre Joining Formalities Campus Medical FormDocument18 pagesPre Joining Formalities Campus Medical Formrafii_babu1988No ratings yet
- Baan ERP HistoryDocument18 pagesBaan ERP HistoryBalaji_SAPNo ratings yet
- Installation InstructionsDocument3 pagesInstallation InstructionsRosaLovaNo ratings yet
- Discussion SamplesDocument5 pagesDiscussion SamplesvusalaNo ratings yet
- Links Deep WebDocument2 pagesLinks Deep WebArnoldTorresNo ratings yet
- Mals-11, Family Readiness Newsletter, July 2011, The Devilfish TidesDocument9 pagesMals-11, Family Readiness Newsletter, July 2011, The Devilfish TidesDevilfish FRONo ratings yet
- Operation Manual: Smart-UPS Uninterruptible Power SupplyDocument18 pagesOperation Manual: Smart-UPS Uninterruptible Power SupplyHafeez AhmadNo ratings yet
- Japan Servo CatalogDocument39 pagesJapan Servo CatalogKofaKing100% (1)
- PowerMaxExpress V17 Eng User Guide D-303974 PDFDocument38 pagesPowerMaxExpress V17 Eng User Guide D-303974 PDFSretenNo ratings yet
- Emd-Mi928 Sistema de LubricacionDocument6 pagesEmd-Mi928 Sistema de LubricacionVictor Raul Tobosque Muñoz100% (1)
- Lec 2 - Tall Building Criteria and Loading-2003Document30 pagesLec 2 - Tall Building Criteria and Loading-2003JibonGhoshPritomNo ratings yet
- Yama Buggy 400cc Parts List and SchematicsDocument50 pagesYama Buggy 400cc Parts List and Schematicsgeorgemesfin@gmailNo ratings yet
- Ingrid Olderock La Mujer de Los Perros by Nancy GuzmnDocument14 pagesIngrid Olderock La Mujer de Los Perros by Nancy GuzmnYuki Hotaru0% (3)
- About Indian Institute of Technology KanpurDocument54 pagesAbout Indian Institute of Technology KanpurPooja PundeerNo ratings yet
- Managerial EconomicsDocument219 pagesManagerial Economicsashishpandey1261100% (2)
- Co-Ordinate Measuring Machines & It's Applications: Introduction ToDocument65 pagesCo-Ordinate Measuring Machines & It's Applications: Introduction Toshiva dNo ratings yet
- TIBCO Hawk Rulebase Standard GuidelinesDocument9 pagesTIBCO Hawk Rulebase Standard GuidelinesAshish ShrivastavaNo ratings yet
- Concrete Pumping Cop 2005 PDFDocument27 pagesConcrete Pumping Cop 2005 PDFShoaib HassanNo ratings yet
- Datasheet Barcode Scanners BCP 8000Document2 pagesDatasheet Barcode Scanners BCP 8000Arif Saeed BhamNo ratings yet
- Blender 04Document38 pagesBlender 04Ana Maria100% (1)
- Specification For Foamed Concrete: by K C Brady, G R A Watts and Ivi R JonesDocument20 pagesSpecification For Foamed Concrete: by K C Brady, G R A Watts and Ivi R JonesMaria Aiza Maniwang Calumba100% (1)