You might also like
- Alluminum MetallizingDocument9 pagesAlluminum Metallizingawdhut kulkarniNo ratings yet
- Gelbo Flex TestDocument1 pageGelbo Flex TestDineshNo ratings yet
- Astm D1239 07Document3 pagesAstm D1239 07Hernando Andrés Ramírez Gil100% (1)
- Metalized Film and Dyne LevelsDocument10 pagesMetalized Film and Dyne Levelsfregil_64100% (1)
- Accelerated Aging of Adhesive Joints by The Oxygen-Pressure MethodDocument8 pagesAccelerated Aging of Adhesive Joints by The Oxygen-Pressure MethodMiguel Legua100% (1)
- Corona-Treated Polymer Films Using Water Contact Angle MeasurementsDocument7 pagesCorona-Treated Polymer Films Using Water Contact Angle MeasurementsJorge RamirezNo ratings yet
- F 2252 - 03 - RjiyntiDocument2 pagesF 2252 - 03 - RjiyntiAndres Camilo Benitez100% (1)
- Fineness TestDocument25 pagesFineness TestlailaNo ratings yet
- OPTICAL DENSITY MEASUREMENT OF METALLISED SUBSTRATESDocument6 pagesOPTICAL DENSITY MEASUREMENT OF METALLISED SUBSTRATESNaman Jain100% (1)
- HDPE Smooth Geomembrane Technical Data SheetDocument1 pageHDPE Smooth Geomembrane Technical Data SheetAgun GunawanNo ratings yet
- PLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)Document3 pagesPLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)ree_haningNo ratings yet
- MODROBSDocument24 pagesMODROBSanbhute348450% (2)
- ASTM-D3424-Color Fastness in SunlightDocument5 pagesASTM-D3424-Color Fastness in SunlightTushar NathNo ratings yet
- D7998-15 Standard Test Method For MeasuringDocument6 pagesD7998-15 Standard Test Method For Measuringjose floresNo ratings yet
- ASTM D 529 - 00 Enclosed Carbon-Arc Exposures of Bituminous MaterialsDocument3 pagesASTM D 529 - 00 Enclosed Carbon-Arc Exposures of Bituminous Materialsalin2005No ratings yet
- Intrinsic Viscosity As Quality Control Parameter of PET: Relevant For: Polymers, Plastics, ISO 1628, PETDocument3 pagesIntrinsic Viscosity As Quality Control Parameter of PET: Relevant For: Polymers, Plastics, ISO 1628, PETParesh Hadkar100% (1)
- D 6463 - 99 Rdy0njmDocument4 pagesD 6463 - 99 Rdy0njmMarceloNo ratings yet
- Procedures of Test For Cellular and Related Materials Determination of Resistance To Heat AgingDocument3 pagesProcedures of Test For Cellular and Related Materials Determination of Resistance To Heat AginglrobertothNo ratings yet
- Burst Testing of Flexible Package Seals Using Internal Air Pressurization Within Restraining PlatesDocument8 pagesBurst Testing of Flexible Package Seals Using Internal Air Pressurization Within Restraining PlatesraulNo ratings yet
- Accelerated Weathering Test Conditions and Procedures For Bituminous Materials (Fluorescent UV, Water Spray, and Condensation Method)Document3 pagesAccelerated Weathering Test Conditions and Procedures For Bituminous Materials (Fluorescent UV, Water Spray, and Condensation Method)Satya kaliprasad vangaraNo ratings yet
- Film Properties GuideDocument22 pagesFilm Properties GuidecattausNo ratings yet
- Box Compression TestDocument4 pagesBox Compression TestJoan Vidal-KempisNo ratings yet
- Impact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForDocument6 pagesImpact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForElif SarıoğluNo ratings yet
- Bridge Impact Testing: Standard Test Method ForDocument5 pagesBridge Impact Testing: Standard Test Method ForAlevj DbNo ratings yet
- Odor and Taste Transfer From Polymeric Packaging Film: Standard Test Method ForDocument12 pagesOdor and Taste Transfer From Polymeric Packaging Film: Standard Test Method ForEric GozzerNo ratings yet
- Astm C868-85 (R95)Document4 pagesAstm C868-85 (R95)Ian HsuNo ratings yet
- Rate of Grease Penetration of Flexible Barrier Materials (Rapid Method)Document3 pagesRate of Grease Penetration of Flexible Barrier Materials (Rapid Method)DanZel Dan100% (1)
- Astm D3654-D3654M - 06 2011 PDFDocument6 pagesAstm D3654-D3654M - 06 2011 PDFdamaso taracenaNo ratings yet
- Potential of A Production DI Two-Stroke Engine Adapted For Range Extender and Motorcycle ApplicationsDocument24 pagesPotential of A Production DI Two-Stroke Engine Adapted For Range Extender and Motorcycle ApplicationsManuelLentiNo ratings yet
- Water Vapor Transmission of Organic Coating Films: Standard Test Methods ForDocument5 pagesWater Vapor Transmission of Organic Coating Films: Standard Test Methods ForROHITNo ratings yet
- F 1319 - 94 R00 - RjezmtkDocument4 pagesF 1319 - 94 R00 - RjezmtkshamrajjNo ratings yet
- Measurement of Torque Retention For Packages With Continuous Thread Closures Using Non-Automated (Manual) Torque Testing EquipmentDocument4 pagesMeasurement of Torque Retention For Packages With Continuous Thread Closures Using Non-Automated (Manual) Torque Testing EquipmentShaker QaidiNo ratings yet
- 30 Automotive Applications of Plastics: Past, Present, and FutureDocument23 pages30 Automotive Applications of Plastics: Past, Present, and FuturePatito Lisbhet Romero BuenoNo ratings yet
- C GR Tire Rolling ResistanceDocument6 pagesC GR Tire Rolling Resistancesniper1720No ratings yet
- Astm D 3310 - 00Document2 pagesAstm D 3310 - 00phaindika100% (1)
- ASTM D-1895 測定装置Document2 pagesASTM D-1895 測定装置T AaaNo ratings yet
- Indole 2 Carboxylic Acid, 99% MSDSDocument5 pagesIndole 2 Carboxylic Acid, 99% MSDSsonyamayorNo ratings yet
- Astm D 333 - 96Document3 pagesAstm D 333 - 96Cynthia GutierrezNo ratings yet
- ASTM D 3188 - 00 Rubber-Evaluation of IIR (Isobutene-Isoprene Rubber)Document4 pagesASTM D 3188 - 00 Rubber-Evaluation of IIR (Isobutene-Isoprene Rubber)alin2005No ratings yet
- ISO - 8543 - EN - Method For Determination of Mass of Textile Floor CoveringDocument6 pagesISO - 8543 - EN - Method For Determination of Mass of Textile Floor CoveringibrahimNo ratings yet
- 7473-Mercury in Solids and Solutions by Thermal Decomposition, Amalgamation, and Atomic Absorption SpectrophotometryDocument17 pages7473-Mercury in Solids and Solutions by Thermal Decomposition, Amalgamation, and Atomic Absorption SpectrophotometrydrakenhavenNo ratings yet
- EngDocument44 pagesEngmalkovristoNo ratings yet
- Managing Adhesive Ooze PDFDocument3 pagesManaging Adhesive Ooze PDFkapasariNo ratings yet
- Astm1884 Ressol Versa Ht3Document6 pagesAstm1884 Ressol Versa Ht3Matteo DMNo ratings yet
- European Pellets Standard ExplainedDocument9 pagesEuropean Pellets Standard ExplainedBheki TshimedziNo ratings yet
- Astm d1434 1982 - CompressDocument12 pagesAstm d1434 1982 - CompressManish Kumar SinghNo ratings yet
- Determining Residual Solvents in Packaging Materials: Standard Test Method ForDocument4 pagesDetermining Residual Solvents in Packaging Materials: Standard Test Method ForHernan MartNo ratings yet
- Packaging Testing Methods and StandardsDocument23 pagesPackaging Testing Methods and Standardshariharan100% (1)
- Water Vapor Transmission Rate PDFDocument3 pagesWater Vapor Transmission Rate PDFGauravNo ratings yet
- ESCRDocument3 pagesESCRAvelino Sobrevega Pinuela Jr.No ratings yet
- Evaluation of A New "Inlineprepreg" Process ApproachDocument20 pagesEvaluation of A New "Inlineprepreg" Process ApproachDmitry GrenishenNo ratings yet
- Carboxyl End Group Content of Polyethylene Terephthalate (PET) YarnsDocument3 pagesCarboxyl End Group Content of Polyethylene Terephthalate (PET) YarnsLupita RamirezNo ratings yet
- ISO 6721 - Part 2Document19 pagesISO 6721 - Part 2Isadora HenriquesNo ratings yet
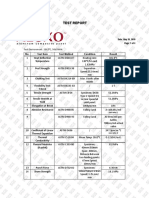
- Test Report: Page: 1 of 4 Date: May 26, 2010Document4 pagesTest Report: Page: 1 of 4 Date: May 26, 2010rqfsiypisnvabmtusrNo ratings yet
- PMMA Test MethodDocument8 pagesPMMA Test MethodFirman MuttaqinNo ratings yet
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentFrom EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNo ratings yet
- Coating and Drying Defects: Troubleshooting Operating ProblemsFrom EverandCoating and Drying Defects: Troubleshooting Operating ProblemsRating: 5 out of 5 stars5/5 (1)
- Surface Contamination: Proceedings of a Symposium Held at Gatlinburg, Tennessee, June 1964From EverandSurface Contamination: Proceedings of a Symposium Held at Gatlinburg, Tennessee, June 1964B. R. FishNo ratings yet
- E642-91 (2014) Standard Practice For DeterminingDocument5 pagesE642-91 (2014) Standard Practice For Determiningmercab15No ratings yet
- E652-91 (2009) Standard Test Method For NonresDocument4 pagesE652-91 (2009) Standard Test Method For Nonresmercab15No ratings yet
- E653-91 (2009) Standard Test Method For EffectivenesDocument5 pagesE653-91 (2009) Standard Test Method For Effectivenesmercab15No ratings yet
- D705-99 (2012) Standard Specification For Urea-Formaldehyde Molding CompoundsDocument2 pagesD705-99 (2012) Standard Specification For Urea-Formaldehyde Molding Compoundsmercab15No ratings yet
- E550-87 (2014) Standard Guide For Preparing GranularDocument2 pagesE550-87 (2014) Standard Guide For Preparing Granularmercab15No ratings yet
- E609-15a Standard Terminology Relating To PesticidesDocument2 pagesE609-15a Standard Terminology Relating To Pesticidesmercab15No ratings yet
- E642-91 (2014) Standard Practice For DeterminingDocument5 pagesE642-91 (2014) Standard Practice For Determiningmercab15No ratings yet
- D5746-98 (2010) Standard Classification of EnvironmDocument8 pagesD5746-98 (2010) Standard Classification of Environmmercab15No ratings yet
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocument4 pagesD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15No ratings yet
- ASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFDocument4 pagesASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFalexintel50% (2)
- D704-99 (2012) Standard Specification For Melamine-Formaldehyde Molding CompoundsDocument3 pagesD704-99 (2012) Standard Specification For Melamine-Formaldehyde Molding Compoundsjavier perezNo ratings yet
- D543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical ReagentsDocument7 pagesD543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical Reagentsmercab15No ratings yet
- ASTM D 618 - 13 Practice For Conditioning Plastics For TestingDocument4 pagesASTM D 618 - 13 Practice For Conditioning Plastics For TestingCRISA3000000100% (1)
- D731-10 Standard Test Method For Molding Index of Thermosetting Molding Powder PDFDocument4 pagesD731-10 Standard Test Method For Molding Index of Thermosetting Molding Powder PDFmercab15No ratings yet
- D256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFDocument20 pagesD256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- E 1300 - 12ae1Document59 pagesE 1300 - 12ae1Prabartak Das100% (6)
- News - St7 6-2008Document16 pagesNews - St7 6-2008mercab15No ratings yet
- ASTM D 618 - 13 Practice For Conditioning Plastics For TestingDocument4 pagesASTM D 618 - 13 Practice For Conditioning Plastics For TestingCRISA3000000100% (1)
- D543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical ReagentsDocument7 pagesD543-14 Standard Practices For Evaluating The Resistance of Plastics To Chemical Reagentsmercab15No ratings yet
- BGC Building HeightsDocument1 pageBGC Building Heightsmercab15No ratings yet
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocument4 pagesD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- D494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFDocument4 pagesD494-11 Standard Test Method For Acetone Extraction of Phenolic Molded or Laminated Products PDFmercab15No ratings yet
- ASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFDocument4 pagesASTM D570-98 (2010) E1 Standard Test Method For Water Absorption of Plastics PDFalexintel50% (2)
- Roark's Circular PlateDocument2 pagesRoark's Circular PlatePaulo MoreiraNo ratings yet
- Straus7 Meshing Tutorial PDFDocument90 pagesStraus7 Meshing Tutorial PDFMax PlanckNo ratings yet
- Astm e 935-00Document17 pagesAstm e 935-00mercab150% (2)
- D256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFDocument20 pagesD256-10 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plastics PDFmercab15No ratings yet
- Glass Chart ASTM E1300Document15 pagesGlass Chart ASTM E1300mercab15No ratings yet
- Biochemical TestsDocument2 pagesBiochemical TestsJacqueline DavisNo ratings yet
- Kimo Kigaz 200 Combustion Gas Analyzer DatasheetDocument4 pagesKimo Kigaz 200 Combustion Gas Analyzer DatasheetayannathompsoneqsNo ratings yet
- D 2564 - 96 - Rdi1njqtotzb PDFDocument5 pagesD 2564 - 96 - Rdi1njqtotzb PDFAndre CasteloNo ratings yet
- Carburization Phenomenon of Enicrfe 7 Nickel Based Alloy Covered ElectrodeDocument8 pagesCarburization Phenomenon of Enicrfe 7 Nickel Based Alloy Covered ElectrodeSudish Jay MishraNo ratings yet
- Carbobond 3028 1Document1 pageCarbobond 3028 1Yan TengNo ratings yet
- Earth's AtmosphereDocument7 pagesEarth's AtmosphereKristine CastleNo ratings yet
- DNAfractalantenna 1Document8 pagesDNAfractalantenna 1Guilherme UnityNo ratings yet
- Spintronics Based Random Access Memory: A ReviewDocument19 pagesSpintronics Based Random Access Memory: A ReviewAgtc TandayNo ratings yet
- Iit Model Paper 10Document13 pagesIit Model Paper 10studysteps.in100% (1)
- Visual Flow Indicator With FlapDocument2 pagesVisual Flow Indicator With FlapsakarisoNo ratings yet
- Astm C150Document9 pagesAstm C150npwal0% (1)
- Column A A. Biomolecules B. Lipids C. Carbohydrates D. Proteins E. Nucleic AcidsDocument2 pagesColumn A A. Biomolecules B. Lipids C. Carbohydrates D. Proteins E. Nucleic AcidsAvaricioElPecadoNo ratings yet
- DurstDocument7 pagesDurstRahul KatreNo ratings yet
- X17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Document2 pagesX17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Aadhya engineering ServicesNo ratings yet
- PROTEGO Company BrochureDocument24 pagesPROTEGO Company BrochureRoshankumar BalasubramanianNo ratings yet
- Applying Cold Plasma in Food IndustryDocument18 pagesApplying Cold Plasma in Food Industryprachi mahajanNo ratings yet
- SOFTENING POINTDocument8 pagesSOFTENING POINTSusi MulyaniNo ratings yet
- Zinc Nickel Electroplating Guide ZyliteDocument9 pagesZinc Nickel Electroplating Guide ZyliteBryan DixNo ratings yet
- Cell Communication Practice TestDocument5 pagesCell Communication Practice Testapi-237801056100% (2)
- The Tensile-Yield Behavior ., of Ship'"S Ee.L: W: S. Owen, B, L Averbach and "Morris Coh&hDocument45 pagesThe Tensile-Yield Behavior ., of Ship'"S Ee.L: W: S. Owen, B, L Averbach and "Morris Coh&hKaung Myat HeinNo ratings yet
- General PHARMAKOLOGY - Загальна фармакологія - Курс лекцій - изд.2005-215 сDocument219 pagesGeneral PHARMAKOLOGY - Загальна фармакологія - Курс лекцій - изд.2005-215 сSahil Saini100% (4)
- Mineral PropertiesDocument3 pagesMineral PropertiesAji SuhadiNo ratings yet
- CESGas IncinerationDocument21 pagesCESGas Incinerationsada sivaNo ratings yet
- Anatomy & Physiology Made Incredibly Visual!Document412 pagesAnatomy & Physiology Made Incredibly Visual!Cereal KillerNo ratings yet
- Evaporation: Heat Transfer Coefficients and Single Effect EvaporatorsDocument26 pagesEvaporation: Heat Transfer Coefficients and Single Effect EvaporatorsIram TahiraNo ratings yet
- Determine Xenon's Ionization PotentialDocument3 pagesDetermine Xenon's Ionization PotentialAbhi Rami50% (2)
- Coal Preparation Technologies Sep 2019 Indpnesia (JCOAL)Document23 pagesCoal Preparation Technologies Sep 2019 Indpnesia (JCOAL)ErwinLBudiNo ratings yet
- TiO2 (RC 635)Document1 pageTiO2 (RC 635)medo.k016No ratings yet
- Air Carbon Arc GougingDocument3 pagesAir Carbon Arc GougingMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wro 300 HDocument68 pagesWro 300 Hivancalderon867374No ratings yet