You might also like
- Metodo 5220 - DQO PDFDocument6 pagesMetodo 5220 - DQO PDFDaniel MárquezNo ratings yet
- Metodo 5220 - DQO PDFDocument6 pagesMetodo 5220 - DQO PDFDaniel MárquezNo ratings yet
- Dqo 5220Document6 pagesDqo 5220Daniel MárquezNo ratings yet
- Metodo 5220 - DQO PDFDocument6 pagesMetodo 5220 - DQO PDFDaniel MárquezNo ratings yet
- Metodo 5220 - DQO PDFDocument6 pagesMetodo 5220 - DQO PDFDaniel MárquezNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Comparison of Triode and Diode Ion PumpDocument7 pagesComparison of Triode and Diode Ion PumpAarkayChandruNo ratings yet
- Real Oil & Gas Services SDN BHD: (C/W Cylinder & Valve)Document1 pageReal Oil & Gas Services SDN BHD: (C/W Cylinder & Valve)Hafiz ZabidiNo ratings yet
- Gas Absorption CalculationsDocument5 pagesGas Absorption Calculationschristianbryce70% (10)
- Wildem PumpDocument35 pagesWildem PumpDiogo CarpNo ratings yet
- BHEL SupercriticalDocument40 pagesBHEL SupercriticalSam100% (2)
- Discharge CoefficientDocument5 pagesDischarge CoefficientHannan AyubNo ratings yet
- High Energy Drain Valves Body Temperature Mapping UNIT-9, 3x660MW, KTPSDocument2 pagesHigh Energy Drain Valves Body Temperature Mapping UNIT-9, 3x660MW, KTPSrbdubey2020No ratings yet
- 750-263 5 2015Document456 pages750-263 5 2015weweqweqwNo ratings yet
- Air Conditioning Maintenance ScheduleDocument1 pageAir Conditioning Maintenance ScheduleVontrex EngrNo ratings yet
- Ce 370 - Centrifugal Pump CharacteristicsDocument29 pagesCe 370 - Centrifugal Pump CharacteristicsMohamed Abd El RahmanNo ratings yet
- 2016 Technical Paper 7Document58 pages2016 Technical Paper 7Eugenio DurbanNo ratings yet
- Line Identification Line P&Id Size Pipe No. Line No. (In.) Spec Service (PD-) FromDocument56 pagesLine Identification Line P&Id Size Pipe No. Line No. (In.) Spec Service (PD-) Fromsamer8saifNo ratings yet
- Specialty Turbine Flowmeters: NufloDocument2 pagesSpecialty Turbine Flowmeters: NufloJose CameloNo ratings yet
- Rego® Asme & Non Asme Relief Valves: ApplicationDocument1 pageRego® Asme & Non Asme Relief Valves: ApplicationCesar Cedano VivarNo ratings yet
- ABE-36 MIR Request LogDocument180 pagesABE-36 MIR Request LogFranklyn GenoveNo ratings yet
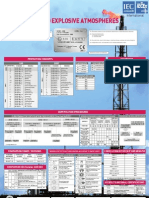
- Lcie Bureau Veritas Atex Poster PDFDocument1 pageLcie Bureau Veritas Atex Poster PDFAncaOniscuNo ratings yet
- Turbo-Compressor Aerodynamic Test at A Turbine Altitude Test FacilityDocument9 pagesTurbo-Compressor Aerodynamic Test at A Turbine Altitude Test FacilityMiguelMazzucchelliNo ratings yet
- Momentum Transfer IntroductionDocument7 pagesMomentum Transfer IntroductionEzekielNo ratings yet
- gm5 Additionalresource BDocument20 pagesgm5 Additionalresource BWajahat RasoolNo ratings yet
- LPG TanksDocument48 pagesLPG TanksdlebreromNo ratings yet
- Air Duct Cleanliness TestDocument8 pagesAir Duct Cleanliness TestFahad NaveedNo ratings yet
- Ventury Ejector CalculatedDocument26 pagesVentury Ejector Calculatedbudi utomoNo ratings yet
- Models - Cfd.droplet BreakupDocument20 pagesModels - Cfd.droplet Breakuppaler35No ratings yet
- The Vertical Limbs of A U Shaped Tube Are Filled With A Liquid of DensityDocument14 pagesThe Vertical Limbs of A U Shaped Tube Are Filled With A Liquid of DensityUdeshaWickramaraachchi100% (1)
- Lampiran: Contoh MSDS Gas Asetilen (C H)Document6 pagesLampiran: Contoh MSDS Gas Asetilen (C H)Abdi Wahyu KresnaNo ratings yet
- H Section 1 Conventional Heat Generation Boiler General Description PDFDocument579 pagesH Section 1 Conventional Heat Generation Boiler General Description PDFNicolas Pallero FernandezNo ratings yet
- List of Hydro Test - WartsilaDocument1 pageList of Hydro Test - WartsilaSadia HasanNo ratings yet
- Manual Bomba de Aceite 1701053Document9 pagesManual Bomba de Aceite 1701053ventas freyreNo ratings yet
- Rev1-Part III - Iec 60567Document10 pagesRev1-Part III - Iec 60567သူ ရိန်No ratings yet
- Class 2 Physical Properties of Hydraulic FluidsDocument31 pagesClass 2 Physical Properties of Hydraulic FluidsMawada RashedNo ratings yet