You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Document23 pagesWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- Business Plan On Plastic Recycling & ManufacturingDocument19 pagesBusiness Plan On Plastic Recycling & ManufacturingSah Sanjiv KumarNo ratings yet
- Structural Concept - Helix StructureDocument6 pagesStructural Concept - Helix StructurebistsushantNo ratings yet
- Grids Rows and Columns in MathematicaDocument30 pagesGrids Rows and Columns in MathematicaHRCNo ratings yet
- IEC Systems Manual - SCRDocument102 pagesIEC Systems Manual - SCRgabriel100% (3)
- MicroStation Training GuideDocument72 pagesMicroStation Training Guidekdj07No ratings yet
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDocument16 pagesOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNo ratings yet
- VTRANS Tech PaperDocument11 pagesVTRANS Tech PaperHRCNo ratings yet
- Beach ChangeDocument10 pagesBeach ChangeHRCNo ratings yet
- TENAX - Reinforced Soil Slopes - Case StudyDocument1 pageTENAX - Reinforced Soil Slopes - Case StudyHRCNo ratings yet
- Genesis TDocument4 pagesGenesis THRCNo ratings yet
- Astronomy Observation LogDocument1 pageAstronomy Observation LogHRCNo ratings yet
- Submarine Pipes - FurgorDocument4 pagesSubmarine Pipes - FurgorHRCNo ratings yet
- Astronomy SketchpadDocument1 pageAstronomy SketchpadHRCNo ratings yet
- Introduction To Astronomy: Mike Swanson January 2005Document9 pagesIntroduction To Astronomy: Mike Swanson January 2005HRCNo ratings yet
- ExoplanetsDocument10 pagesExoplanetsHRCNo ratings yet
- MarsDocument21 pagesMarsHRCNo ratings yet
- Dyalog APL Workspace Transfer GuideDocument24 pagesDyalog APL Workspace Transfer GuideHRCNo ratings yet
- Dyalog APL DotNet Interface GuideDocument222 pagesDyalog APL DotNet Interface GuideHRCNo ratings yet
- Dyalog APL Interface GuideDocument334 pagesDyalog APL Interface GuideHRCNo ratings yet
- Guide To The Code LibrariesDocument37 pagesGuide To The Code LibrariesHRCNo ratings yet
- Dyalog APL Object ReferenceDocument612 pagesDyalog APL Object ReferenceHRCNo ratings yet
- Dyalog APL For UNIX Installation and User GuideDocument54 pagesDyalog APL For UNIX Installation and User GuideHRCNo ratings yet
- Dyalog APL Programmer's Guide & Language ReferenceDocument766 pagesDyalog APL Programmer's Guide & Language ReferenceHRCNo ratings yet
- Dyalog APL DotNet Interface GuideDocument222 pagesDyalog APL DotNet Interface GuideHRCNo ratings yet
- Folding Protein StabilityDocument79 pagesFolding Protein StabilityEsaú E RodriguezNo ratings yet
- Tuning Applications Using The Profile User CommandDocument22 pagesTuning Applications Using The Profile User CommandHRCNo ratings yet
- User CommandsDocument42 pagesUser CommandsHRCNo ratings yet
- User GuideDocument222 pagesUser GuidePaolo MocellinNo ratings yet
- MarsDocument21 pagesMarsHRCNo ratings yet
- Dyalog APL Interface GuideDocument334 pagesDyalog APL Interface GuideHRCNo ratings yet
- SaturnDocument10 pagesSaturnHRCNo ratings yet
- MarsDocument21 pagesMarsHRCNo ratings yet
- Israel Trains Route MapDocument2 pagesIsrael Trains Route MapHRCNo ratings yet
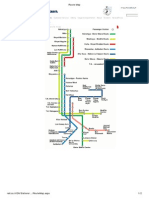
- FGC NetworkDocument2 pagesFGC NetworkbadmotorfingerNo ratings yet
- Foaming of Friction Stir Processed Al /mgco3 Precursor Via Ame HeatingDocument27 pagesFoaming of Friction Stir Processed Al /mgco3 Precursor Via Ame HeatingArshad SiddiqueeNo ratings yet
- SampleDocument2 pagesSamplesaurabhverma08No ratings yet
- Seetha ResumeDocument2 pagesSeetha Resumeseetha525No ratings yet
- Material Characterization of Sugarcane Bagasseepoxy Composites For - 2022Document5 pagesMaterial Characterization of Sugarcane Bagasseepoxy Composites For - 2022bakhrul ilmiNo ratings yet
- Module 3 Density Altitude ExperimentDocument3 pagesModule 3 Density Altitude ExperimentIvan100% (1)
- A Study of Chemical Structure of Soft and Hardwood andDocument7 pagesA Study of Chemical Structure of Soft and Hardwood andBruna BarraNo ratings yet
- Harmonic Oscillations of Spiral Springs - Springs Linked in Parallel and SeriesDocument5 pagesHarmonic Oscillations of Spiral Springs - Springs Linked in Parallel and SeriesJose GalvanNo ratings yet
- Bansilal Ramnath Agarwal Charitable Trust'sDocument2 pagesBansilal Ramnath Agarwal Charitable Trust'sJennifer WaltonNo ratings yet
- Comparative Study of P&O and Inc MPPT AlgorithmsDocument7 pagesComparative Study of P&O and Inc MPPT AlgorithmsVinod KohliNo ratings yet
- Potsdam Village Police Dept. Blotter April 12, 2018Document2 pagesPotsdam Village Police Dept. Blotter April 12, 2018NewzjunkyNo ratings yet
- Legend:-: General Arrangement ACS550-124A-4 YN3A205086-GAADocument12 pagesLegend:-: General Arrangement ACS550-124A-4 YN3A205086-GAANeeraj SharmaNo ratings yet
- Concrete Mix Design 10Document1 pageConcrete Mix Design 10Rexter UnabiaNo ratings yet
- PR RTXDocument27 pagesPR RTXletanbaospkt06100% (1)
- CND - Clinical Round ChecklistDocument2 pagesCND - Clinical Round ChecklistMona Ismail AlsomaliNo ratings yet
- c02 Scrubber User ManualDocument30 pagesc02 Scrubber User ManualJomhel CalluengNo ratings yet
- Agc-4 DRH 4189340686 UkDocument222 pagesAgc-4 DRH 4189340686 UkGiangDoNo ratings yet
- Data Structures NotesDocument9 pagesData Structures NotesMohammed JeelanNo ratings yet
- Highway Engineering B 1Document8 pagesHighway Engineering B 1Angelica TolentinoNo ratings yet
- UntitledDocument107 pagesUntitledniko_seppanenNo ratings yet
- Datasheet 783Document2 pagesDatasheet 783veertulNo ratings yet
- ACI 517-2R-87 Standard Specification For Tolerances For Accelerated Curing at Atmospheric PressureDocument17 pagesACI 517-2R-87 Standard Specification For Tolerances For Accelerated Curing at Atmospheric PressureKiramat ShahNo ratings yet
- Código BoogaDocument138 pagesCódigo BoogaJazmin SeguelNo ratings yet
- Roland Sands Design US CatalogDocument56 pagesRoland Sands Design US Catalogsema2210No ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaNo ratings yet
- ReportDocument13 pagesReportMamta SindhuNo ratings yet