You might also like
- STRENGTH OF MATERIALS EXAMDocument4 pagesSTRENGTH OF MATERIALS EXAMdearsaswatNo ratings yet
- Lecture 21Document23 pagesLecture 21dearsaswatNo ratings yet
- Sub Module 1.2 2. Errors in MeasurementsDocument4 pagesSub Module 1.2 2. Errors in MeasurementscaptainhassNo ratings yet
- Sub Module 1.6 6. Design of ExperimentsDocument16 pagesSub Module 1.6 6. Design of ExperimentscaptainhassNo ratings yet
- Lesson 15: Functional Management: 48 11.302 © Copy Right: Rai UniversityDocument2 pagesLesson 15: Functional Management: 48 11.302 © Copy Right: Rai UniversitydearsaswatNo ratings yet
- Lecture 23Document4 pagesLecture 23dearsaswatNo ratings yet
- Lecture 21Document3 pagesLecture 21dearsaswatNo ratings yet
- Lecture 22Document10 pagesLecture 22dearsaswatNo ratings yet
- Mechanical MeasurementsDocument3 pagesMechanical MeasurementscaptainhassNo ratings yet
- Lesson 26: Introduction To E-Commerce: ObjectiveDocument3 pagesLesson 26: Introduction To E-Commerce: ObjectivedearsaswatNo ratings yet
- Lesson 19: Organizational Goal Orientation: ObjectiveDocument4 pagesLesson 19: Organizational Goal Orientation: ObjectivedearsaswatNo ratings yet
- Lecture 13Document4 pagesLecture 13dearsaswatNo ratings yet
- Lesson 24: Design and Coding: ObjectiveDocument5 pagesLesson 24: Design and Coding: ObjectivedearsaswatNo ratings yet
- Lecture 20Document4 pagesLecture 20dearsaswatNo ratings yet
- Lecture 22Document6 pagesLecture 22dearsaswatNo ratings yet
- Lesson 6: Value Chain Process: ObjectiveDocument2 pagesLesson 6: Value Chain Process: ObjectivedearsaswatNo ratings yet
- Lecture 05Document4 pagesLecture 05dearsaswatNo ratings yet
- Lesson 7: Introduction To Computers: ObjectiveDocument3 pagesLesson 7: Introduction To Computers: ObjectivedearsaswatNo ratings yet
- Lesson 6: Value Chain Process: ObjectiveDocument2 pagesLesson 6: Value Chain Process: ObjectivedearsaswatNo ratings yet
- Lecture - 21 11.3 System-Building Methodologies and ToolsDocument7 pagesLecture - 21 11.3 System-Building Methodologies and ToolsdearsaswatNo ratings yet
- Lesson 2: System Framework: ObjectiveDocument3 pagesLesson 2: System Framework: ObjectivedearsaswatNo ratings yet
- Lesson 4: Organization and Information Systems: ObjectiveDocument6 pagesLesson 4: Organization and Information Systems: ObjectivedearsaswatNo ratings yet
- Build Systems the Right Way with Lifecycles and AlternativesDocument9 pagesBuild Systems the Right Way with Lifecycles and AlternativesdearsaswatNo ratings yet
- Lesson 3: Sources and Components: ObjectiveDocument1 pageLesson 3: Sources and Components: ObjectivedearsaswatNo ratings yet
- Lecture - 14 7.4 New Software Tools and Approaches: Object-Oriented ProgrammingDocument7 pagesLecture - 14 7.4 New Software Tools and Approaches: Object-Oriented ProgrammingdearsaswatNo ratings yet
- Organizing Data in Traditional and Database EnvironmentsDocument16 pagesOrganizing Data in Traditional and Database EnvironmentsdearsaswatNo ratings yet
- Unit - C: Building Information Systems in The Digital FirmDocument9 pagesUnit - C: Building Information Systems in The Digital FirmdearsaswatNo ratings yet
- Lecture - 16 9.1 The Telecommunications Revolution: The Marriage of Computers and CommunicationsDocument13 pagesLecture - 16 9.1 The Telecommunications Revolution: The Marriage of Computers and CommunicationsdearsaswatNo ratings yet
- Lecture - 8 4.3 Individual Models of Decision Making: The Rational ModelDocument6 pagesLecture - 8 4.3 Individual Models of Decision Making: The Rational ModeldearsaswatNo ratings yet
- Lecture - 12 6.4 Secondary Storage: Magnetic Disk and TapeDocument8 pagesLecture - 12 6.4 Secondary Storage: Magnetic Disk and TapedearsaswatNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Unit IDocument51 pagesUnit IDogiparthi ManishaNo ratings yet
- SM 9.34.0032 ReleaseNotesDocument159 pagesSM 9.34.0032 ReleaseNotesdeals4kbNo ratings yet
- 3GDocument10 pages3GAkhtar KhanNo ratings yet
- BSC Computer Sscience 2021 Syllabus Kerala UniversityDocument44 pagesBSC Computer Sscience 2021 Syllabus Kerala UniversityJoseJohnNo ratings yet
- Operating System MCA BPUT Unit-2Document14 pagesOperating System MCA BPUT Unit-2danger boyNo ratings yet
- Processes - CH 3Document53 pagesProcesses - CH 3Ravinder K SinglaNo ratings yet
- Task ManagementDocument61 pagesTask Management包志伟No ratings yet
- Sample Paper CS604Document11 pagesSample Paper CS604hassamnwlNo ratings yet
- N55f11918866af PDFDocument5 pagesN55f11918866af PDFanilperfectNo ratings yet
- Operations Management: Peeyush Pandey Assistant Professor IIM RohtakDocument39 pagesOperations Management: Peeyush Pandey Assistant Professor IIM RohtakSanyam JainNo ratings yet
- CMSC 125 Operating Systems 1. Operating System Objectives and FunctionsDocument9 pagesCMSC 125 Operating Systems 1. Operating System Objectives and Functionsadugnaw azanawNo ratings yet
- MCS-203 Operating SystemsDocument325 pagesMCS-203 Operating SystemsAlok SharmaNo ratings yet
- Assignment of Operating System: Assigned by - Pinki RoyDocument13 pagesAssignment of Operating System: Assigned by - Pinki Royexe37 eatlerNo ratings yet
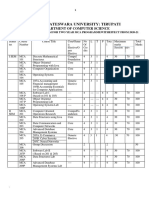
- Sri Venkateswara University: Tirupati: Department of Computer ScienceDocument24 pagesSri Venkateswara University: Tirupati: Department of Computer ScienceANKISETTI BHARATHKUMARNo ratings yet
- Xilkernel v4 00 ADocument62 pagesXilkernel v4 00 ATuyenKanh NguyenNo ratings yet
- Access Denied - Code Breakers GuideDocument337 pagesAccess Denied - Code Breakers GuideRobertoNo ratings yet
- Multimedia Database Management SystemsDocument496 pagesMultimedia Database Management SystemsĐinhNgọcĐiệpNo ratings yet
- Os Lab Manual AlgorithmDocument12 pagesOs Lab Manual Algorithmemail2vadivel100% (1)
- Level 3Document57 pagesLevel 3Saurabh AsnareNo ratings yet
- Topics Covered: Physical Disk Organization Example Disk Scheduling Algorithms Research WorkDocument21 pagesTopics Covered: Physical Disk Organization Example Disk Scheduling Algorithms Research WorkMasooma BashirNo ratings yet
- Reactive Programming in Kotlin Design and Build Non Blocking Asynchronous Kotlin Applications With RXKotlin Reactor Kotlin Android and SpringDocument316 pagesReactive Programming in Kotlin Design and Build Non Blocking Asynchronous Kotlin Applications With RXKotlin Reactor Kotlin Android and SpringscripzeiraNo ratings yet
- Opearating System LAb FilesDocument128 pagesOpearating System LAb FilesAshish100% (1)
- Operating Systems & Computer Architecture Report GuideDocument4 pagesOperating Systems & Computer Architecture Report GuideKushanedra Shanmugalingam100% (2)
- PThread API ReferenceDocument348 pagesPThread API ReferenceBenoy BoseNo ratings yet
- Linux 2Document12 pagesLinux 2Kishan GohelNo ratings yet
- Operating Systems: Ms. Uma.SDocument73 pagesOperating Systems: Ms. Uma.SAmirtha VarshiniNo ratings yet
- 4 Earliest Deadline First (EDF) SchedulingDocument19 pages4 Earliest Deadline First (EDF) Scheduling4132lenin6497ramNo ratings yet
- Production and Operational Planning OverviewDocument27 pagesProduction and Operational Planning OverviewDwayne AndradeNo ratings yet
- OS Components, Process, Memory & SecurityDocument1 pageOS Components, Process, Memory & Securitynetgalaxy2010No ratings yet
- Pham Thuy Dung - EBBA 10.2 - 11181050. Problem 1 Given The Following Activities and Precedences, Draw An AOA or AON DiagramDocument5 pagesPham Thuy Dung - EBBA 10.2 - 11181050. Problem 1 Given The Following Activities and Precedences, Draw An AOA or AON DiagramDung Thuy PhamNo ratings yet