You might also like
- Boring Head: For P/N 3049, Metric VersionDocument2 pagesBoring Head: For P/N 3049, Metric VersionMd. Alam HasnatNo ratings yet
- Jointer Planer: Quarter 2 - Activity 5Document18 pagesJointer Planer: Quarter 2 - Activity 5YY SamaNo ratings yet
- Type CMR, Instalacion.Document4 pagesType CMR, Instalacion.Mario MarquezNo ratings yet
- Dfs-230 Assault GliderDocument1 pageDfs-230 Assault GliderCARMEN JUANA CRUZ CONDEMAITANo ratings yet
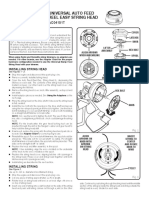
- Universal Auto Feed Reel Easy String Head: WarningDocument6 pagesUniversal Auto Feed Reel Easy String Head: WarningElena CMNo ratings yet
- Bearing Mounting Procedure: (Page 1 of 6)Document6 pagesBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGNo ratings yet
- DW 9500 ManualDocument2 pagesDW 9500 ManualCesarNo ratings yet
- Mill Vise: InstructionsDocument1 pageMill Vise: InstructionsJF LuisNo ratings yet
- 1911 Auto Schuemann Barrels InstructionsDocument2 pages1911 Auto Schuemann Barrels InstructionsDale WadeNo ratings yet
- MN4027 PDFDocument4 pagesMN4027 PDFAntonio Juan AntonioNo ratings yet
- Manual Pulidora1Document34 pagesManual Pulidora1Warner BenavidesNo ratings yet
- Atlas 4350 Hacksaw ManualDocument6 pagesAtlas 4350 Hacksaw Manualf4d711No ratings yet
- Penta ProDocument28 pagesPenta ProMarzio ScurattiNo ratings yet
- ScrollSaw 572.24700Document6 pagesScrollSaw 572.24700Doug HigelNo ratings yet
- This Manual Should Only Be Used For Elite 3.5-21x50 & 4.5-30x50 Tactical Riflescopes With These Reticle DesignsDocument32 pagesThis Manual Should Only Be Used For Elite 3.5-21x50 & 4.5-30x50 Tactical Riflescopes With These Reticle DesignsEph EweNo ratings yet
- GrowerSELECT - HS783 Fan Pulley Laser Alignment Kit Instruction ManualDocument4 pagesGrowerSELECT - HS783 Fan Pulley Laser Alignment Kit Instruction ManualOvidiu RaicovNo ratings yet
- Bearing Swaging PortableDocument13 pagesBearing Swaging PortableHemant BommidalaNo ratings yet
- Ripping and Crosscutting: A Tablesaw PrimerDocument6 pagesRipping and Crosscutting: A Tablesaw Primerpaul_fredric3173No ratings yet
- Tool Rest SVD-110: Positioning of MachineDocument5 pagesTool Rest SVD-110: Positioning of MachineLalo LeloNo ratings yet
- Quantum TrimGuide Racing AsymmetricalDocument5 pagesQuantum TrimGuide Racing AsymmetricalMarcelo MilicevickNo ratings yet
- Planed Recision Planed American ToolingDocument44 pagesPlaned Recision Planed American ToolingmeiyappannNo ratings yet
- Low-Angle and Standard Block PlanesDocument8 pagesLow-Angle and Standard Block Planesrao1307100% (1)
- Snare Bed ManualDocument8 pagesSnare Bed ManualorgqaualiaNo ratings yet
- CX200R - Mesa para TupiaDocument13 pagesCX200R - Mesa para TupiadealmeidacarlosgustavoNo ratings yet
- Naya Nangal UnitDocument24 pagesNaya Nangal UnitprabhjotbhangalNo ratings yet
- Wood PlaningDocument2 pagesWood PlaningDaniel IonNo ratings yet
- 538 270 Thomas Series DBZ, Sizes 50 451 Disc Couplings ManualDocument4 pages538 270 Thomas Series DBZ, Sizes 50 451 Disc Couplings ManualpelakupasarNo ratings yet
- Lead Seal Casing Patches: Instruction Manual 6400Document9 pagesLead Seal Casing Patches: Instruction Manual 6400Ragui StephanosNo ratings yet
- Maximize Your M-Lok Experience With These Tips: As PackagedDocument5 pagesMaximize Your M-Lok Experience With These Tips: As PackagedlowjackNo ratings yet
- World-Wide Technical Reference Guide: Grand RegulationDocument16 pagesWorld-Wide Technical Reference Guide: Grand Regulationcjarcher1677No ratings yet
- ST 2000Document12 pagesST 2000Jorge ArbelaezNo ratings yet
- Lathe Modelling1Document4 pagesLathe Modelling1Frenchwolf420No ratings yet
- GBC USP13 ManualDocument17 pagesGBC USP13 ManualAlvaroSNo ratings yet
- Woodworking Tools and Methods NAVEDTRA 14043Document62 pagesWoodworking Tools and Methods NAVEDTRA 14043Christian Rey AbuanNo ratings yet
- 82SSJ SSJ Pulling/Running Tool Operation Manual: Design OverviewDocument3 pages82SSJ SSJ Pulling/Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- Box Profile InstallationDocument8 pagesBox Profile InstallationVarun kumarNo ratings yet
- Riflescope Instruction ManualDocument14 pagesRiflescope Instruction ManualAwal PanallNo ratings yet
- The Centre LatheDocument5 pagesThe Centre LatheShuvoVattNo ratings yet
- 8m OperationDocument3 pages8m Operationapi-469602394No ratings yet
- Series 13 Dir-Act 3-Piece Ball Valve Installation, Operation, and Maintenance InstructionsDocument3 pagesSeries 13 Dir-Act 3-Piece Ball Valve Installation, Operation, and Maintenance InstructionsluchitocapoNo ratings yet
- Roof Sheet Installation GuidelinesDocument6 pagesRoof Sheet Installation Guidelinesmuzamilarshad31No ratings yet
- Ensunchadora AH-114 - SignodeDocument4 pagesEnsunchadora AH-114 - SignodeTanSoloUnMinutoNo ratings yet
- Flange Facing Operation ManualDocument4 pagesFlange Facing Operation ManualANGGUN ZURAIDNo ratings yet
- Cushion Sub: Instruction Manual 4105Document20 pagesCushion Sub: Instruction Manual 4105Foros IscNo ratings yet
- Lathe Operating InstructionsDocument24 pagesLathe Operating InstructionsJoão BraganteNo ratings yet
- Composite Spring Instructions: Please Read Instructions CarefullyDocument2 pagesComposite Spring Instructions: Please Read Instructions Carefullylaurent.lemagorouNo ratings yet
- Mountain Dulcimer History 1Document20 pagesMountain Dulcimer History 1Juli EtaNo ratings yet
- Spring Vibration Isolator Mason SLF-SLFHDocument5 pagesSpring Vibration Isolator Mason SLF-SLFHgenas7265No ratings yet
- Case Study Lathe.....Document16 pagesCase Study Lathe.....Zul AimanNo ratings yet
- Swing: Owner'S Manual and Stringing InstructionsDocument12 pagesSwing: Owner'S Manual and Stringing InstructionstopspinlobNo ratings yet
- RTL Sleevoil Instruction Manual 499970Document11 pagesRTL Sleevoil Instruction Manual 499970गुंजन सिन्हाNo ratings yet
- BR3 002 ManualDocument10 pagesBR3 002 ManualEric LempkeNo ratings yet
- Dodge® Sleevoil®Rtl Pillow Blocks Sizes 3-7/16" Thru 12": Pre-Assembly InstructionsDocument8 pagesDodge® Sleevoil®Rtl Pillow Blocks Sizes 3-7/16" Thru 12": Pre-Assembly Instructionsjhgjhgjhgj100% (1)
- Unidad Rotacion Serie L30 PDFDocument22 pagesUnidad Rotacion Serie L30 PDFJairo BVNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- 10 kVA - PI044E PDFDocument9 pages10 kVA - PI044E PDFYogi PurchasingNo ratings yet
- Gastric Feeding TubesDocument10 pagesGastric Feeding Tubesapi-254470605No ratings yet
- Return To Sport After Surgical Management of Posterior Shoulder InstabilityDocument13 pagesReturn To Sport After Surgical Management of Posterior Shoulder InstabilityAziz CupinNo ratings yet
- Wap-3101 Um V1.0 PDFDocument34 pagesWap-3101 Um V1.0 PDFhtweakNo ratings yet
- Alter NadorDocument10 pagesAlter NadorJOSE0% (2)
- 04 IMS Technical Differences (Nokia)Document4 pages04 IMS Technical Differences (Nokia)stern_uNo ratings yet
- 3 Decomposition PDFDocument40 pages3 Decomposition PDFPyae Phyo KyawNo ratings yet
- A Project On Cost AnalysisDocument80 pagesA Project On Cost Analysisnet635193% (15)
- Quiz ErrorsDocument5 pagesQuiz Errorsanon_843459121No ratings yet
- 10.1007@s10157 020 01867 yDocument6 pages10.1007@s10157 020 01867 yGin RummyNo ratings yet
- Application Note Assessing Flow Accelerated Corrosion With Pulsed Eddy CurrentDocument2 pagesApplication Note Assessing Flow Accelerated Corrosion With Pulsed Eddy CurrentZoran TripunovskiNo ratings yet
- Chapter II Sample ThesisDocument13 pagesChapter II Sample ThesisAllen Bradley OngNo ratings yet
- Bohemian RhapsodyDocument5 pagesBohemian RhapsodyTheresia Angel WidianaNo ratings yet
- Brand Identity Aaker's ModelDocument2 pagesBrand Identity Aaker's Modelvibhaanagpal100% (1)
- Iron Ore Value-In-Use: Benchmarking and Application: Peter Hannah AnalystDocument19 pagesIron Ore Value-In-Use: Benchmarking and Application: Peter Hannah AnalystAnkit BansalNo ratings yet
- Training Wall Height On Convergent Stepped SpillwaysDocument10 pagesTraining Wall Height On Convergent Stepped Spillwayschutton681No ratings yet
- TestingDocument116 pagesTestingAkarsh LNo ratings yet
- Safety EducationDocument5 pagesSafety EducationOwen Silva NaldozaNo ratings yet
- Truth Beyond Paradox (Final Download)Document217 pagesTruth Beyond Paradox (Final Download)andreas waneyNo ratings yet
- Medica EasyLyte BrochureDocument6 pagesMedica EasyLyte BrochureAnderson José Carrillo NárvaezNo ratings yet
- By Engineerprof Ph/Engr. Raymart BoneteDocument1 pageBy Engineerprof Ph/Engr. Raymart BoneteNurlaila DalidigNo ratings yet
- Seed Health Testing in Field Crops Seeds........... AaaaaaaDocument37 pagesSeed Health Testing in Field Crops Seeds........... AaaaaaaJagadish GowdaNo ratings yet
- Visual Fault Locator PDFDocument2 pagesVisual Fault Locator PDFManish SoniNo ratings yet
- With Serverless ComputingDocument9 pagesWith Serverless Computingmha1375.1635No ratings yet
- ISC HydroCom ComparisonDocument22 pagesISC HydroCom Comparisonrahilshah100No ratings yet
- Module Virus Viroids PrionsDocument17 pagesModule Virus Viroids PrionsJennifer MartinNo ratings yet
- LeasePlanIndia-GSTUpdate-June2017.pdf - Filename - UTF-8''LeasePlanIndia-GSTUpdate-June2017 PDFDocument2 pagesLeasePlanIndia-GSTUpdate-June2017.pdf - Filename - UTF-8''LeasePlanIndia-GSTUpdate-June2017 PDFyogiprathmeshNo ratings yet
- Lecture 6 OptimizationDocument41 pagesLecture 6 Optimizationaku_la100% (2)
- MODULE 3 The Footnote and EndnoteDocument8 pagesMODULE 3 The Footnote and EndnoteJohn Robert LunaNo ratings yet
- AEM-Large Deformation AnalysisDocument37 pagesAEM-Large Deformation AnalysisPinakin GoreNo ratings yet