You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- IKEA - Management AccountingDocument51 pagesIKEA - Management Accountingpriyaa03100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Factory Layout PDFDocument17 pagesFactory Layout PDFSyed MahirNo ratings yet
- Press Tool PDFDocument5 pagesPress Tool PDFElaine Johnson50% (6)
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Curriculum Vitae-Kumara KSDocument4 pagesCurriculum Vitae-Kumara KSsanjayak_3No ratings yet
- List of Tallest BuildingsDocument6 pagesList of Tallest Buildingssanjayak_3No ratings yet
- Annex 04: Sketch - Proposed Typical Road Cross Section: CL Carriage Way 3.7 MDocument1 pageAnnex 04: Sketch - Proposed Typical Road Cross Section: CL Carriage Way 3.7 Msanjayak_3No ratings yet
- STL230 18t: LuffingDocument3 pagesSTL230 18t: Luffingsanjayak_3No ratings yet
- Application For Leave: Employee Code: Department: Employee Name: Site / Location: DesignationDocument1 pageApplication For Leave: Employee Code: Department: Employee Name: Site / Location: Designationsanjayak_3No ratings yet
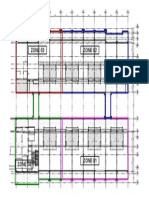
- Zone 03 Zone 02: Void Void Void Void VoidDocument1 pageZone 03 Zone 02: Void Void Void Void Voidsanjayak_3No ratings yet
- No Machineries - Direct Purchase Unit Qty Rate AmountDocument2 pagesNo Machineries - Direct Purchase Unit Qty Rate Amountsanjayak_3No ratings yet
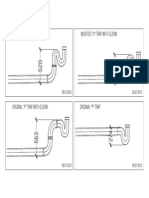
- Original "S" Trap With Elbow Modified "S" Trap With ElbowDocument1 pageOriginal "S" Trap With Elbow Modified "S" Trap With Elbowsanjayak_3No ratings yet
- Labour Histogram CCDDocument1 pageLabour Histogram CCDsanjayak_3No ratings yet
- Typ. Corner Room Toilet Slab Opening Setting Out (Sea Side) : BuregafarnellDocument1 pageTyp. Corner Room Toilet Slab Opening Setting Out (Sea Side) : Buregafarnellsanjayak_3No ratings yet
- CS 05-CONCRETE WORKS - William Version 10april2012Document5 pagesCS 05-CONCRETE WORKS - William Version 10april2012sanjayak_3No ratings yet
- General Requirment For The Readymix Concrete ProductionDocument2 pagesGeneral Requirment For The Readymix Concrete Productionsanjayak_3No ratings yet
- Test Plan For Readymix ConcreteDocument1 pageTest Plan For Readymix Concretesanjayak_3No ratings yet
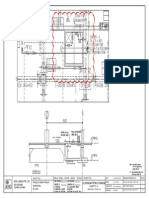
- Chiller Room Sump Pit REV P1-Prt PrintDocument1 pageChiller Room Sump Pit REV P1-Prt Printsanjayak_3No ratings yet
- ,-Oes'Onauat'T"L . - Size - : Iiiij5IDocument1 page,-Oes'Onauat'T"L . - Size - : Iiiij5Isanjayak_3No ratings yet
- Concrote Screed/plaste,: or Cetrl RTDocument1 pageConcrote Screed/plaste,: or Cetrl RTsanjayak_3No ratings yet
- Macro-Economic Trend: Year Gross Domestic Product US Dollar ExchangeDocument2 pagesMacro-Economic Trend: Year Gross Domestic Product US Dollar Exchangesanjayak_3No ratings yet
- Tern Buckle 12mm Eye Bolt 12mm 130mm Drling Lenth 80mmDocument3 pagesTern Buckle 12mm Eye Bolt 12mm 130mm Drling Lenth 80mmsanjayak_3No ratings yet
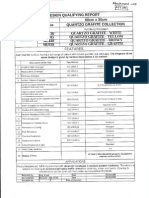
- Quotation: NABL Accredited Laboratory, Department of Science and Technology, Government of IndiaDocument1 pageQuotation: NABL Accredited Laboratory, Department of Science and Technology, Government of Indiasanjayak_3No ratings yet
- Laundry Room DrainDocument1 pageLaundry Room Drainsanjayak_3No ratings yet
- TDS - Masterseal 381Document2 pagesTDS - Masterseal 381Venkata RaoNo ratings yet
- Section 6. Welding and Brazing SafetyDocument2 pagesSection 6. Welding and Brazing SafetyrobinyNo ratings yet
- Summer Textile Internship: Technocraft Industries India LimitedDocument80 pagesSummer Textile Internship: Technocraft Industries India LimitedSuraj KediaNo ratings yet
- QAP For Conical StrainerDocument2 pagesQAP For Conical StrainersatishchidrewarNo ratings yet
- BP PP Capacity PlanningDocument14 pagesBP PP Capacity PlanningAhmed TalaatNo ratings yet
- Accumulative Roll BondingDocument7 pagesAccumulative Roll BondingNurhamizah JamilNo ratings yet
- Ball Bearing Manufacturing Process 130930021744 Phpapp01Document15 pagesBall Bearing Manufacturing Process 130930021744 Phpapp01Athul MuraliNo ratings yet
- The History of Coal in PennsylvaniaDocument39 pagesThe History of Coal in PennsylvaniaalxmalagaNo ratings yet
- Excellence in HemmingDocument12 pagesExcellence in Hemmingmlucian73No ratings yet
- Loctite 7075 TdsDocument1 pageLoctite 7075 TdsSurajPachhadeNo ratings yet
- MTech PLM 2011Document15 pagesMTech PLM 2011Ubaid BahussainNo ratings yet
- Steel StandardsDocument29 pagesSteel Standardssuvra100% (2)
- ProjectDocument36 pagesProjectAlao Olufunke OniNo ratings yet
- Marketstructure PDFDocument15 pagesMarketstructure PDFmihir kumarNo ratings yet
- 14PHDME001 Advanced Manufacturing TechnologyDocument2 pages14PHDME001 Advanced Manufacturing TechnologyRing MasterNo ratings yet
- Big Stuff Delivering The RAPID ProjectDocument47 pagesBig Stuff Delivering The RAPID Projectsofyan_shah100% (1)
- Food Processing and ManufacturingDocument35 pagesFood Processing and ManufacturingAl ImranNo ratings yet
- Ceramic Insulator and Waste ManagementDocument18 pagesCeramic Insulator and Waste ManagementVerry HendrawanNo ratings yet
- Palais Royale Shreeram MillsDocument2 pagesPalais Royale Shreeram MillsRaj RathoreNo ratings yet
- The RMA Rubber HandbookDocument62 pagesThe RMA Rubber Handbookjonathan6657No ratings yet
- SAP Planning Based On MRP AreaDocument5 pagesSAP Planning Based On MRP Areabalu4indiansNo ratings yet
- Work Hardening and Annealing CuDocument1 pageWork Hardening and Annealing CuArdi VillanuevaNo ratings yet
- Subsea Insulation SystemDocument1 pageSubsea Insulation SystemProject Sales CorpNo ratings yet
- Safe Work ProcedureDocument2 pagesSafe Work Proceduresterlin gosineNo ratings yet
- POM - Just in Time Case PresentationDocument23 pagesPOM - Just in Time Case PresentationPerfectionism FollowerNo ratings yet
- Chapter 7Document14 pagesChapter 7ptgoelNo ratings yet