You might also like
- BOOKS - JEST Coaching Physics, Jest Entrance Preparation, Jest Study Material, Joint Entrance Screening Test, JNU, IIT-Delhi PDFDocument2 pagesBOOKS - JEST Coaching Physics, Jest Entrance Preparation, Jest Study Material, Joint Entrance Screening Test, JNU, IIT-Delhi PDFPalash SwarnakarNo ratings yet
- MLN 04Document21 pagesMLN 04abhishek_mishra_51No ratings yet
- Material Testing Lab: Structures/Motion Lab 20-263-571, Sections 001, 002, 003Document16 pagesMaterial Testing Lab: Structures/Motion Lab 20-263-571, Sections 001, 002, 003med2011GNo ratings yet
- 1Document9 pages1KaushalSinghNo ratings yet
- Plant LayoutDocument3 pagesPlant LayoutPalash Swarnakar100% (2)
- PNAAP422Document128 pagesPNAAP422Palash SwarnakarNo ratings yet
- PNAAP422Document128 pagesPNAAP422Palash SwarnakarNo ratings yet
- Reserve Bank of India (RBI)Document2 pagesReserve Bank of India (RBI)Palash SwarnakarNo ratings yet
- Diffraction BasicsDocument18 pagesDiffraction BasicsRock FrancisNo ratings yet
- ReferencesDocument10 pagesReferencesPalash SwarnakarNo ratings yet
- 06 Strengthening MechanismsDocument63 pages06 Strengthening Mechanismspranavkumarparit100% (2)
- RBI Assistants Exam Model Question PapersDocument40 pagesRBI Assistants Exam Model Question PapersSarath ChandraNo ratings yet
- 10 Latches FFDocument32 pages10 Latches FFPalash SwarnakarNo ratings yet
- Clock FlopDocument16 pagesClock FlopVikram MehtaNo ratings yet
- Course Mexiko 1 LectureDocument56 pagesCourse Mexiko 1 LecturePalash SwarnakarNo ratings yet
- Lever RuleDocument1 pageLever RulePalash SwarnakarNo ratings yet
- Lecture 11Document17 pagesLecture 11Palash SwarnakarNo ratings yet
- 10 Latches FFDocument32 pages10 Latches FFPalash SwarnakarNo ratings yet
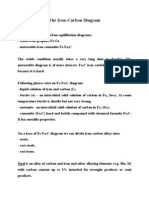
- Iron Carbon DiagramDocument22 pagesIron Carbon DiagramPalash SwarnakarNo ratings yet
- Iron-Carbon DiagramDocument11 pagesIron-Carbon DiagramrampradNo ratings yet
- Ca 5Document3 pagesCa 5Palash SwarnakarNo ratings yet
- Resonant Cavities and WaveguidesDocument52 pagesResonant Cavities and WaveguidesPalash SwarnakarNo ratings yet
- Rectangular Cavity: A Metal Enclosed Box of Volume V A B D TE - ModeDocument8 pagesRectangular Cavity: A Metal Enclosed Box of Volume V A B D TE - ModePalash SwarnakarNo ratings yet
- Fractional Rectangular Cavity Resonator: Progress in Electromagnetics Research B, Vol. 9, 69-82, 2008Document14 pagesFractional Rectangular Cavity Resonator: Progress in Electromagnetics Research B, Vol. 9, 69-82, 2008Palash SwarnakarNo ratings yet
- M A N B L D: Waveguide Cavity ResonatorDocument7 pagesM A N B L D: Waveguide Cavity ResonatorPalash SwarnakarNo ratings yet
- Ee 614 RepDocument17 pagesEe 614 RepMilan MakwanaNo ratings yet
- Part 5: Cavities and Waveguides: PHYS370 - Advanced ElectromagnetismDocument36 pagesPart 5: Cavities and Waveguides: PHYS370 - Advanced ElectromagnetismPalash SwarnakarNo ratings yet
- 4.13.9 Typical Refractories in Industrial UseDocument8 pages4.13.9 Typical Refractories in Industrial UsePalash SwarnakarNo ratings yet
- 4.13.9 Typical Refractories in Industrial UseDocument8 pages4.13.9 Typical Refractories in Industrial UsePalash SwarnakarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- M183Document2 pagesM183Franz Richard Sardinas Mallco100% (1)
- Ampoule Filling Line BDocument4 pagesAmpoule Filling Line BRahul JainNo ratings yet
- T1 - Standard Thermodynamic QuantitiesDocument17 pagesT1 - Standard Thermodynamic QuantitiesNorhaszanNo ratings yet
- 100-028-544 - ALLIANT SPORT PISTOL POWDER, 1LB - 69B - DefaultDocument13 pages100-028-544 - ALLIANT SPORT PISTOL POWDER, 1LB - 69B - DefaultDavid WilliamsNo ratings yet
- Periodic BDocument4 pagesPeriodic BAman9692No ratings yet
- Pond Water Aeration SystemsDocument32 pagesPond Water Aeration Systemsmuratout3447No ratings yet
- Cocoa Alkalization: Michael J. KosticDocument1 pageCocoa Alkalization: Michael J. KosticAmila KhairinaNo ratings yet
- Evaluation and Analysis of Soil Stabilization With Some Non Conventional Additives IJERTV9IS070265Document8 pagesEvaluation and Analysis of Soil Stabilization With Some Non Conventional Additives IJERTV9IS070265slv buildersNo ratings yet
- The Ideal Gas Law and Gas Stoichiometry Hon)Document3 pagesThe Ideal Gas Law and Gas Stoichiometry Hon)Camilo RosasNo ratings yet
- Bacte Comprehensive ReviewDocument116 pagesBacte Comprehensive ReviewFaith Theresa OroscoNo ratings yet
- AgrinosDocument19 pagesAgrinosAgroteknologi umparNo ratings yet
- Light and Shadow FormationDocument13 pagesLight and Shadow FormationNikil J.PNo ratings yet
- MBH XRF Master Samples Olids-Catalogue-04Document112 pagesMBH XRF Master Samples Olids-Catalogue-04Cristian WalkerNo ratings yet
- Mole Concept (Scholar Paper)Document4 pagesMole Concept (Scholar Paper)Rudraksh AhujaNo ratings yet
- High Electron Mobility Transistor (Hemt)Document4 pagesHigh Electron Mobility Transistor (Hemt)ijsretNo ratings yet
- Technical TipDocument3 pagesTechnical Tipkean.treylanNo ratings yet
- Chap. 2. Molecular Weight and Polymer SolutionsDocument66 pagesChap. 2. Molecular Weight and Polymer SolutionsPembe HanimNo ratings yet
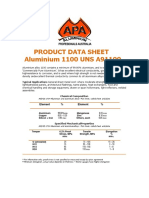
- 1100-Data Sheets PDFDocument3 pages1100-Data Sheets PDFPaturu VijayNo ratings yet
- Gamma RayDocument5 pagesGamma RayDenisha Betaci GultomNo ratings yet
- Chapter No 6 - Chemical KineticsDocument45 pagesChapter No 6 - Chemical KineticsTanish SalviNo ratings yet
- A Review On Energy Harvesting Potential From Living Plants: Future Energy ResourceDocument17 pagesA Review On Energy Harvesting Potential From Living Plants: Future Energy ResourceEzequiel CancliniNo ratings yet
- GTZ - Lead-Acid Battery RecyclingDocument10 pagesGTZ - Lead-Acid Battery RecyclingViju K G100% (1)
- Lab # 1 Hardness TestingDocument4 pagesLab # 1 Hardness Testingjohn50% (2)
- Gusto Ko Garlic RiceDocument28 pagesGusto Ko Garlic RiceAngelica Mae Dela FuenteNo ratings yet
- IISC Bangalore PH.D Entrance Question Paper 2013Document0 pagesIISC Bangalore PH.D Entrance Question Paper 2013Abhay KumarNo ratings yet
- 5354 Greases 2010 03Document6 pages5354 Greases 2010 03Gajendra SorenNo ratings yet
- Technical Data Sheet Permatex Thread Sealant With Ptfe: IndustrialDocument1 pageTechnical Data Sheet Permatex Thread Sealant With Ptfe: IndustrialStathis MoumousisNo ratings yet
- Material Safety Data Sheet - NITRIC ACID PDFDocument9 pagesMaterial Safety Data Sheet - NITRIC ACID PDFJunaid AhmadNo ratings yet
- Sensor de Oxigeno Mercury MerdicalDocument2 pagesSensor de Oxigeno Mercury MerdicalIrving MontesNo ratings yet
- Biochem Lipids Module 5Document16 pagesBiochem Lipids Module 5Jemina Rafanan RacadioNo ratings yet