You might also like
- File - Opuntia Ficus-Indica, SpringbokvlakteDocument2 pagesFile - Opuntia Ficus-Indica, SpringbokvlaktepressottiNo ratings yet
- What Is Rife Technology - Royal Rife, Milbank Johnson, John Crane, Arthur KendallDocument5 pagesWhat Is Rife Technology - Royal Rife, Milbank Johnson, John Crane, Arthur KendallpressottiNo ratings yet
- ATF20D - 40D Function GeneratorDocument4 pagesATF20D - 40D Function GeneratorpressottiNo ratings yet
- New Illuminati - Incan Vitrified Stones - Evidence of Vitrified Stonework in The Inca Vestiges of PeruDocument32 pagesNew Illuminati - Incan Vitrified Stones - Evidence of Vitrified Stonework in The Inca Vestiges of PerupressottiNo ratings yet
- The Darkest Secrets of The Ages - Our Hollow EarthDocument6 pagesThe Darkest Secrets of The Ages - Our Hollow EarthpressottiNo ratings yet
- CAFL - The Consolidated Annotated Frequency ListDocument53 pagesCAFL - The Consolidated Annotated Frequency Listpressotti100% (1)
- Ruins of Ancient City Found in Antarctica - Blogging - Citizen JournalismDocument8 pagesRuins of Ancient City Found in Antarctica - Blogging - Citizen Journalismpressotti100% (1)
- Man Lives With Extraterrestrials For Year in The Himalayas, Breaks 40 Year Silence To Tell The Story - AlternativeDocument7 pagesMan Lives With Extraterrestrials For Year in The Himalayas, Breaks 40 Year Silence To Tell The Story - AlternativepressottiNo ratings yet
- New Illuminati - The Secret Quest To Discover The "Metallic Library"Document32 pagesNew Illuminati - The Secret Quest To Discover The "Metallic Library"pressottiNo ratings yet
- Tesla and Marconi Founded Secret City in South AmericaDocument4 pagesTesla and Marconi Founded Secret City in South Americapressotti100% (2)
- LC31 Instruction Manual PDFDocument17 pagesLC31 Instruction Manual PDFpressotti100% (1)
- 1944 Smithsonian Report of PDFDocument8 pages1944 Smithsonian Report of PDFpressottiNo ratings yet
- Acc of N PoleDocument3 pagesAcc of N PolepressottiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ZF CAT EBook Oil-Filters-Construction-Agricultural-Machinery-Transmissions 50114 201806 V02 IN PDFDocument142 pagesZF CAT EBook Oil-Filters-Construction-Agricultural-Machinery-Transmissions 50114 201806 V02 IN PDFdeisy ortegaNo ratings yet
- Method StatementDocument4 pagesMethod StatementtayitbatovNo ratings yet
- 01 GeoStrucAnal Cylinder Elastic PDFDocument12 pages01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikNo ratings yet
- SR No Co Name Salutation Person Designation Contact NoDocument4 pagesSR No Co Name Salutation Person Designation Contact NoAnindya SharmaNo ratings yet
- HARGA REFERENSI B2S PapuaDocument6 pagesHARGA REFERENSI B2S PapuaAbiyoga AdhityaNo ratings yet
- Heat Transfer - A Basic Approach - OzisikDocument760 pagesHeat Transfer - A Basic Approach - OzisikMaraParesque91% (33)
- Chapter 2 - 2 Plane Curvilinear MotionDocument37 pagesChapter 2 - 2 Plane Curvilinear MotionAlfredo Ruiz ValenciaNo ratings yet
- Methods of Tube Expansion in Tube To TubDocument19 pagesMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Sewerage & Sewage Treatment PlantDocument26 pagesSewerage & Sewage Treatment PlantSyed ZamanNo ratings yet
- Zaroulas Mies Fullpaper 2020 05 21Document9 pagesZaroulas Mies Fullpaper 2020 05 21sidgonzoNo ratings yet
- Formulas To RememberDocument6 pagesFormulas To Rememberuygurzeren100% (3)
- Sluice Gates ExportDocument20 pagesSluice Gates ExportsaishankarlNo ratings yet
- Islamic Law - WaterDocument12 pagesIslamic Law - WaterAnum FaheemNo ratings yet
- Materials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilDocument5 pagesMaterials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilBart MaxNo ratings yet
- Quality ControlDocument10 pagesQuality ControlSabbir AhmedNo ratings yet
- Woson 23 Litre B Class Touch AutoclaveDocument2 pagesWoson 23 Litre B Class Touch AutoclaveBashar MohammadNo ratings yet
- 20 Site SummaryDocument2 pages20 Site SummaryMuzammil WepukuluNo ratings yet
- Online Examination System For AndroidDocument7 pagesOnline Examination System For AndroidSri Sai UniversityNo ratings yet
- ElectronicsDocument3 pagesElectronicsashishkumar218No ratings yet
- Acceleration GrpahDocument14 pagesAcceleration GrpahRAFAEL TORRESNo ratings yet
- Final Reporting GuidelinesDocument183 pagesFinal Reporting GuidelinesAkhmad NuzulNo ratings yet
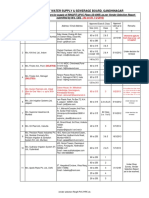
- GWSSB Vendor List 19.11.2013Document18 pagesGWSSB Vendor List 19.11.2013sivesh_rathiNo ratings yet
- SinxbyxDocument9 pagesSinxbyxGreeshmaNo ratings yet
- UMTS AircomDocument20 pagesUMTS AircomDũng PhạmNo ratings yet
- Product Management Self-Learning ManualDocument261 pagesProduct Management Self-Learning ManualAbhishek Arekar100% (1)
- Cosben e Brochure PDFDocument28 pagesCosben e Brochure PDFsmw maintanceNo ratings yet
- PORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairDocument34 pagesPORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairHarleen KlairNo ratings yet
- CLS 747 200Document158 pagesCLS 747 200Rodrigo Adam100% (8)
- Meai Mar 2010Document36 pagesMeai Mar 2010Daneshwer VermaNo ratings yet
- Receiving Material Procedure (Done) (Sudah Direvisi)Document8 pagesReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangNo ratings yet