You might also like
- Conformado de MetalesDocument10 pagesConformado de MetalesIsaac AlcaláNo ratings yet
- Cizallado PDFDocument10 pagesCizallado PDFleogrignafini100% (1)
- Proceso de Conformado Sin Arranque de Viruta (Autoguardado) PDFDocument29 pagesProceso de Conformado Sin Arranque de Viruta (Autoguardado) PDFGeovannied Zet de Santiago100% (2)
- RESULTADO DEL APRENDIZAJE UNIDAD - CARRETERO - RemovedDocument12 pagesRESULTADO DEL APRENDIZAJE UNIDAD - CARRETERO - RemovedAxel CarreteroNo ratings yet
- Doblado y CurvadoDocument14 pagesDoblado y CurvadoDavid EspinosaNo ratings yet
- Guia de Laboratorio 4 Fundicion Centrifuga de MetalesDocument9 pagesGuia de Laboratorio 4 Fundicion Centrifuga de MetalesGinaGonzalesPulidoNo ratings yet
- Presupuesto Gancho PoleaDocument2 pagesPresupuesto Gancho PoleaMar Sed Garcia100% (1)
- INTRODUCCIONDocument13 pagesINTRODUCCIONAndres OrtusteNo ratings yet
- PrensasDocument34 pagesPrensasLuis Gabriel GallucciNo ratings yet
- Proceso para La Fabricación de AlambreDocument7 pagesProceso para La Fabricación de AlambreEST550% (1)
- Informe GrafcetDocument19 pagesInforme GrafcetJohann Smith Aranda RamosNo ratings yet
- Forja de Dado Abierto. 94-106Document7 pagesForja de Dado Abierto. 94-106Daniel TibataNo ratings yet
- CalandradoDocument10 pagesCalandradoKaty EstradaNo ratings yet
- Forjado de Una Biela y de Un PistónDocument15 pagesForjado de Una Biela y de Un PistónAlex Calizaya Vasquez100% (2)
- Forja y RecalcadoDocument6 pagesForja y RecalcadoLuisRuiz100% (1)
- Capitulo 26Document8 pagesCapitulo 26Julian GalindoNo ratings yet
- Fundamentos Del Formado de MetalDocument110 pagesFundamentos Del Formado de MetalDarrel IrigoyenNo ratings yet
- PreguntasDocument7 pagesPreguntasDaniel CedeñoNo ratings yet
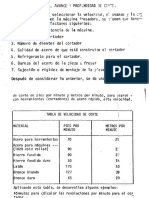
- Velocidad Avance y Profundidad de CorteDocument3 pagesVelocidad Avance y Profundidad de Corterojelio garciaNo ratings yet
- Manufactura PolimerosDocument2 pagesManufactura PolimerosGerardo SanchezNo ratings yet
- Cap18 Formado PDFDocument18 pagesCap18 Formado PDFMarianella Echeverria PoloNo ratings yet
- Uniones Separables e InseparablesDocument49 pagesUniones Separables e InseparablesDaniel LopezNo ratings yet
- Procesos de Conformado Sin Arranque de Viruta U. 4Document10 pagesProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosNo ratings yet
- Cuestionario PFDocument1 pageCuestionario PFcrackzarNo ratings yet
- Diferentes Tipos de Procesos de Conformado de MetalesDocument3 pagesDiferentes Tipos de Procesos de Conformado de MetalesCarli IbarretoNo ratings yet
- Procesamiento Por FusiónDocument2 pagesProcesamiento Por FusiónYisus GómezNo ratings yet
- Procesamiento Cerámicos y CermetsDocument61 pagesProcesamiento Cerámicos y Cermetsyordan gonzalezNo ratings yet
- Proceso de Fabricación Papel AluminioDocument17 pagesProceso de Fabricación Papel AluminioJorge de VicenteNo ratings yet
- Conformación Por Fundición en Moldes de ArenaDocument13 pagesConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioNo ratings yet
- 3 - Diseño de MoldesDocument3 pages3 - Diseño de MoldesDomingoj. SeguraNo ratings yet
- Fundamentos de Manufactura ModernaDocument19 pagesFundamentos de Manufactura ModernaGary De LeonNo ratings yet
- Automatizacion Industrial 01Document30 pagesAutomatizacion Industrial 01Aldo OrtizNo ratings yet
- Tipos de Arena de FundiciónDocument7 pagesTipos de Arena de FundiciónEnriqueNo ratings yet
- Fundición y Conformado.Document8 pagesFundición y Conformado.Ashby NarvaezNo ratings yet
- Operaciones de EnsambleDocument13 pagesOperaciones de EnsambleSam RoseteNo ratings yet
- Trabajo TroquelesDocument5 pagesTrabajo TroquelesJesus RomeroNo ratings yet
- Cuestionario 1 Ciclo 3Document20 pagesCuestionario 1 Ciclo 3JIMMY FERNANDO RIOFRIO POGONo ratings yet
- La Historia de La Unión de Metales Se Remonta A Varios MileniosDocument9 pagesLa Historia de La Unión de Metales Se Remonta A Varios MileniosscribdreiNo ratings yet
- Procesamiento de CermetsDocument11 pagesProcesamiento de CermetsMarcela MNo ratings yet
- Ensayo de JominyDocument24 pagesEnsayo de JominyCésar Cruz RuizNo ratings yet
- Preguntas Procesos de ConformadoDocument8 pagesPreguntas Procesos de ConformadoAshby NarvaezNo ratings yet
- 11 FundicionDocument34 pages11 FundicionAndrés HerreraNo ratings yet
- Colada ContinuaDocument6 pagesColada Continuael_implackableNo ratings yet
- Fundicion en Molde Permanente y DesechableDocument2 pagesFundicion en Molde Permanente y DesechableGustavo Gil ArenaNo ratings yet
- Procesos de Manufactura de Materiales PolímerosDocument5 pagesProcesos de Manufactura de Materiales PolímerosALAN KENET ABITIA GONZALEZNo ratings yet
- Motores Trifasicos Alta Eficiencia Weg Linea w21Document6 pagesMotores Trifasicos Alta Eficiencia Weg Linea w21Alexander Porras LlashagNo ratings yet
- Tarea #2 Tratamientos Térmicos Del AceroDocument5 pagesTarea #2 Tratamientos Térmicos Del AceroVictor Antonio Sanchez QuirogaNo ratings yet
- Herramientas de EmbutidoDocument35 pagesHerramientas de EmbutidoNel HZNo ratings yet
- Administracion de Operaciones-1Document94 pagesAdministracion de Operaciones-1KATIANo ratings yet
- Ensayo de TempleDocument15 pagesEnsayo de TempleJherson Quico VilcaNo ratings yet
- Unión RoscadaDocument12 pagesUnión Roscadadenos24030% (1)
- Ensayo 1.3 Categoría de Los Procesos de FabricaciónDocument8 pagesEnsayo 1.3 Categoría de Los Procesos de FabricaciónENRIQUE SANCHEZNo ratings yet
- Fases Del AceroDocument9 pagesFases Del AceroLuis Enrique HernándezNo ratings yet
- Practica #4 Mdeterminación Del Peso Molecular Del Poliestireno Por Viscosimetría - 2019 - 1 Del PP - 2019Document3 pagesPractica #4 Mdeterminación Del Peso Molecular Del Poliestireno Por Viscosimetría - 2019 - 1 Del PP - 2019Vinc Rivera Ggamar100% (1)
- Micrografía y Propiedades de FasesDocument13 pagesMicrografía y Propiedades de FasesWilliam DavidNo ratings yet
- Presentacion Forjado y Extrusion PDFDocument29 pagesPresentacion Forjado y Extrusion PDFDonalmcnelly millerNo ratings yet
- ExtrusiónDocument9 pagesExtrusiónUri_OLNo ratings yet
- ExtrusiónDocument10 pagesExtrusiónFabricio CarmonaNo ratings yet
- EXTRUSIONDocument16 pagesEXTRUSIONVictor Perez100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Aceite de PescadoDocument5 pagesAceite de PescadoMaryhory Becerra ParedesNo ratings yet
- CulataDocument17 pagesCulataMaryhory Becerra ParedesNo ratings yet
- Camino Del LiderDocument32 pagesCamino Del LiderMaryhory Becerra ParedesNo ratings yet
- Fresa DoraDocument11 pagesFresa DoraMaryhory Becerra ParedesNo ratings yet
- Camino Del LiderDocument32 pagesCamino Del LiderMaryhory Becerra ParedesNo ratings yet
- Aceite de PescadoDocument5 pagesAceite de PescadoMaryhory Becerra ParedesNo ratings yet
- InformeDocument11 pagesInformeMaryhory Becerra ParedesNo ratings yet
- InformeDocument11 pagesInformeMaryhory Becerra ParedesNo ratings yet
- Electro CuestionarioDocument2 pagesElectro CuestionarioMaryhory Becerra Paredes100% (3)
- Tiempos PredetrminadosDocument7 pagesTiempos PredetrminadosMaryhory Becerra ParedesNo ratings yet
- Coordinación de Aislamiento en Las Líneas de TrasmisiónDocument6 pagesCoordinación de Aislamiento en Las Líneas de TrasmisiónMaryhory Becerra ParedesNo ratings yet
- 3.5 Ejemplos Estudio de TiemposDocument5 pages3.5 Ejemplos Estudio de TiemposElizeo Taylor VillanuevaNo ratings yet
- Caratula para Concreto IIDocument5 pagesCaratula para Concreto IIRonald PSNo ratings yet
- Tema - 1 - Hidrólisis de SalesDocument20 pagesTema - 1 - Hidrólisis de SalesRandy Rodriguez AlvarezNo ratings yet
- Cursograma Sinoptico (Antes)Document7 pagesCursograma Sinoptico (Antes)KellyCamachoNo ratings yet
- Cartel de Identificacion de ObraDocument3 pagesCartel de Identificacion de ObraJose Luis B CHNo ratings yet
- Ficha de BotaDocument2 pagesFicha de BotaRachellita Ocana0% (1)
- Presión de TierrasDocument5 pagesPresión de TierrasLabor ProccNo ratings yet
- 4 Equilibrio Quimico Equilibrio Ionico Soluciones Amortiguadoras PDFDocument64 pages4 Equilibrio Quimico Equilibrio Ionico Soluciones Amortiguadoras PDFjojolilloNo ratings yet
- Suelos SalinosDocument8 pagesSuelos SalinosJosias SimonNo ratings yet
- Caso Práctico Propuesto-2Document7 pagesCaso Práctico Propuesto-2ALEXIS AARON AGURTO LOPEZNo ratings yet
- Fisicoquimica, SolucionesDocument39 pagesFisicoquimica, SolucionesMaria Antonia ToroNo ratings yet
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Document2 pagesRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarNo ratings yet
- Especificaciones Tecnicas BienesDocument40 pagesEspecificaciones Tecnicas BienesCely XiomiNo ratings yet
- Modelado en Jabon 1 PDFDocument3 pagesModelado en Jabon 1 PDFJoseVelezVasquezNo ratings yet
- Curso de Tuberías para Plantas de Proceso - 0202 HornosDocument21 pagesCurso de Tuberías para Plantas de Proceso - 0202 HornosChimuelin100% (1)
- Guía de Referencia Crouse Hinds Areas Clasificadas Rev 1Document5 pagesGuía de Referencia Crouse Hinds Areas Clasificadas Rev 1Leonardo Mendez CabritaNo ratings yet
- X1 - Plan e Informe de Monitoreo Del Rio ManzanaresDocument16 pagesX1 - Plan e Informe de Monitoreo Del Rio ManzanaresNilka VergaraNo ratings yet
- 6 Señalizacion y SeguridadDocument27 pages6 Señalizacion y Seguridadmaricarmen pavonNo ratings yet
- Carrocería - Posibles Problemas en El Pintado de Los VehículosDocument8 pagesCarrocería - Posibles Problemas en El Pintado de Los VehículosAlain AñamuroNo ratings yet
- Aplicaciones de La Cinetica A La Ingenieria MetalúrgicaDocument7 pagesAplicaciones de La Cinetica A La Ingenieria MetalúrgicaLuis Espinoza SanchezNo ratings yet
- MSC-PR05-Rev2 PROCEDIMIENTO REPARACION DE FISURAS ANILLO RIGIDIZADORDocument4 pagesMSC-PR05-Rev2 PROCEDIMIENTO REPARACION DE FISURAS ANILLO RIGIDIZADORHugo BeltranNo ratings yet
- Metrado para Cuaderno de ObraDocument8 pagesMetrado para Cuaderno de ObraAnonymous qYPkXeNo ratings yet
- Nueva Fase para D-SPE (QuEChERS) Que Mejora La Retirada de GrasasDocument31 pagesNueva Fase para D-SPE (QuEChERS) Que Mejora La Retirada de GrasasMario GalletaNo ratings yet
- Especificaciones Tecnicas PLAZA SAN FERNANDODocument32 pagesEspecificaciones Tecnicas PLAZA SAN FERNANDOAbraham TutusimaNo ratings yet
- Tero ChapDocument2 pagesTero ChapLuis Manuel Cardenas CacedaNo ratings yet
- Mbs - Masterseal 7000 Cr-EsDocument8 pagesMbs - Masterseal 7000 Cr-EsJose SaldañaNo ratings yet
- Hs Pegamento Blanco ExtrafuerteDocument4 pagesHs Pegamento Blanco ExtrafuerteskinlandsacNo ratings yet
- Presentación Del Curso 2019-2Document17 pagesPresentación Del Curso 2019-2EDWIN ALEXÁNDER GARCÍA CHAVARRÍANo ratings yet
- Ajax LiquidoDocument8 pagesAjax Liquidodossier ehsNo ratings yet
- Taller de Riegos y Drenajes 4Document4 pagesTaller de Riegos y Drenajes 4Andrea Alarcon BeltranNo ratings yet
- Pre1 TermodinamicaIIDocument5 pagesPre1 TermodinamicaIIAbi RiveraNo ratings yet