You might also like
- Is 14845-2000Document18 pagesIs 14845-2000Sarbendu Paul100% (1)
- Perkins - General Ti BulletinDocument65 pagesPerkins - General Ti BulletinUTEL CARTERNo ratings yet
- Hal Ahu BoqDocument16 pagesHal Ahu Boqmdalt9180100% (1)
- CraneDocument32 pagesCranesabes26100% (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Lifting Lug Calculation RefDocument2 pagesLifting Lug Calculation Refmarc_albertoNo ratings yet
- 2.2 Functional Specification For Deluge ValveDocument7 pages2.2 Functional Specification For Deluge Valveramachandran_chem100% (1)
- Mechanical Interview Jgc-KjoDocument6 pagesMechanical Interview Jgc-Kjonaveed7861100% (1)
- Safety Relief ValvesDocument52 pagesSafety Relief ValvesHamza NoumanNo ratings yet
- Detail Study of Working in Blast Furnace Area (Vizag Steel Plant)Document42 pagesDetail Study of Working in Blast Furnace Area (Vizag Steel Plant)kselvan_1No ratings yet
- Hydraulic HoseDocument86 pagesHydraulic Hosekselvan_1No ratings yet
- Standard Spec For ROVDocument10 pagesStandard Spec For ROVHitendra PanchalNo ratings yet
- FS SSIV ActuatorDocument11 pagesFS SSIV Actuatorscribd_thakurNo ratings yet
- Gravitational Fields 1Document18 pagesGravitational Fields 1Smart linkNo ratings yet
- Essar Steel PlantDocument62 pagesEssar Steel PlantKrishnadev C.SNo ratings yet
- Valves SpecificationDocument13 pagesValves Specificationkselvan_1No ratings yet
- B.4.4 - STD Spec For Steel StacksDocument6 pagesB.4.4 - STD Spec For Steel StacksEkta SanguleNo ratings yet
- Centrifugal Pump BrochuresDocument16 pagesCentrifugal Pump BrochuresAbsar Mamun100% (3)
- KochDocument181 pagesKochRichard FelipNo ratings yet
- Valve Procurement SpecsDocument39 pagesValve Procurement Specsjoseph.maquez24100% (2)
- Valves & Controls: Crosby Safety Valves Style HSLDocument12 pagesValves & Controls: Crosby Safety Valves Style HSLeborresonNo ratings yet
- Specification For Butterfly ValvesDocument10 pagesSpecification For Butterfly Valvesdeepdaman18891No ratings yet
- A Research Paper On DormitoriesDocument5 pagesA Research Paper On DormitoriesNicholas Ivy EscaloNo ratings yet
- Technical SpecificationDocument42 pagesTechnical SpecificationHadisupriadiNo ratings yet
- Storage Tank Design Calculation - Api 650: Close Floating RoofDocument32 pagesStorage Tank Design Calculation - Api 650: Close Floating RoofhgagNo ratings yet
- Deluge ValveDocument10 pagesDeluge ValvevpnrrajaNo ratings yet
- (Fanuc Lad 0I-Mc) Ladder Diagram 1Document160 pages(Fanuc Lad 0I-Mc) Ladder Diagram 1Ujang NachrawiNo ratings yet
- Allweiler SN SeriesDocument12 pagesAllweiler SN SeriesAlexis Ernesto Cardenas BeltranNo ratings yet
- Double Flap Gate ValvesDocument16 pagesDouble Flap Gate Valveskselvan_1No ratings yet
- Brochure Exterior LightingDocument49 pagesBrochure Exterior Lightingmurali_227No ratings yet
- Crane - Series.rs Center LineDocument23 pagesCrane - Series.rs Center LinenedwestNo ratings yet
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- Electrical Tech SpecificationDocument62 pagesElectrical Tech SpecificationNipun KohliNo ratings yet
- Specification of Butterfly Valves Gas and Air Application IPSS:1-06-012-02Document9 pagesSpecification of Butterfly Valves Gas and Air Application IPSS:1-06-012-02GopalMahantaNo ratings yet
- Eops & Hopd SpecDocument6 pagesEops & Hopd SpecNaveen NagisettiNo ratings yet
- 3890137e Tech Spec Data Sheets 1556604052Document14 pages3890137e Tech Spec Data Sheets 1556604052Prakash AnnamalaiNo ratings yet
- Is - 14845Document17 pagesIs - 14845mechftpNo ratings yet
- STANDARD TECHNICAL SPECIFICATION Ball Valves PDFDocument2 pagesSTANDARD TECHNICAL SPECIFICATION Ball Valves PDFSen vanNo ratings yet
- Format - Zip GBDocument26 pagesFormat - Zip GBIonela MaraNo ratings yet
- Specification For Control ValveDocument5 pagesSpecification For Control ValveamilasriNo ratings yet
- Model BFV-N Butterfly Valve Grooved End Technical Data General DescriptionDocument4 pagesModel BFV-N Butterfly Valve Grooved End Technical Data General DescriptionPatricio SabettaNo ratings yet
- Topworx Position SwitchDocument60 pagesTopworx Position SwitchsarkaftNo ratings yet
- Topworx Valvetop D-Series With GO Switches ManualDocument20 pagesTopworx Valvetop D-Series With GO Switches ManualJuan LuisNo ratings yet
- Apv Delta Sv1Document20 pagesApv Delta Sv1VLASTARNo ratings yet
- Specification - 2023 02 01 09 02 41Document10 pagesSpecification - 2023 02 01 09 02 41Chinnaraj SNo ratings yet
- Neojv 0040 enDocument0 pagesNeojv 0040 enLuis GuevaraNo ratings yet
- Globe Valve Type Flow Switch: DescriptionDocument4 pagesGlobe Valve Type Flow Switch: DescriptiongoparsucoNo ratings yet
- Model BFV-300/BFV-300C Butterfly Valve Grooved End General DescriptionDocument8 pagesModel BFV-300/BFV-300C Butterfly Valve Grooved End General DescriptionMERCURE GARINDOLPGNo ratings yet
- Is 13095 1991Document15 pagesIs 13095 1991Surendra MalasaneNo ratings yet
- Des Cote Actuated Globe ValvesDocument4 pagesDes Cote Actuated Globe ValvesOrueta ClaudioNo ratings yet
- Service Manual - Sandpiper s15Document24 pagesService Manual - Sandpiper s15tineohNo ratings yet
- ValvesDocument6 pagesValvesstevegazeleyNo ratings yet
- PEE 1560-ACMV SpecDocument97 pagesPEE 1560-ACMV SpecjimiNo ratings yet
- Specs Fci St51 0807Document7 pagesSpecs Fci St51 0807cwiejkowskaNo ratings yet
- MSS SP 70.98-Cast Iron Gate Valves - (1998)Document13 pagesMSS SP 70.98-Cast Iron Gate Valves - (1998)thiagorep17No ratings yet
- Actuator SpecificationDocument12 pagesActuator SpecificationFactory FactoryNo ratings yet
- Annexture N1 427Document14 pagesAnnexture N1 427DEBASISH SARKARNo ratings yet
- Section 05110 - Butterfly ValvesDocument6 pagesSection 05110 - Butterfly Valvesse781No ratings yet
- 220523-General-Duty Valves For Plumbing PipingDocument9 pages220523-General-Duty Valves For Plumbing PipingAttef BedaweNo ratings yet
- Section 2 Water Chilling Unit (Screw) GeneralDocument5 pagesSection 2 Water Chilling Unit (Screw) GeneralmatzoyekNo ratings yet
- Specification For Fire MonitorDocument4 pagesSpecification For Fire Monitorromdhan88No ratings yet
- TFP1511 09 2015Document8 pagesTFP1511 09 2015Enrique MurgiaNo ratings yet
- Viking SPK StandardDocument6 pagesViking SPK StandardCostel BalasoiuNo ratings yet
- Butterfly Valve ConcentricDocument6 pagesButterfly Valve ConcentricpramodtryNo ratings yet
- TFP910 03 2021Document20 pagesTFP910 03 2021muralyyNo ratings yet
- V9271 Fivalco 2902eDocument6 pagesV9271 Fivalco 2902eharenas7No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Development of Beneficiation Process For High Alumina Iron Ores of Bellary - Hospet RegionDocument2 pagesDevelopment of Beneficiation Process For High Alumina Iron Ores of Bellary - Hospet Regionkselvan_1No ratings yet
- Sturt Air ClassifierDocument6 pagesSturt Air ClassifierHenry Vladimir VianchaNo ratings yet
- CokemakingTechnologies ComparisonDocument9 pagesCokemakingTechnologies Comparisonkselvan_1100% (1)
- U.S. Bellows 101: Expansion Joint BasicsDocument35 pagesU.S. Bellows 101: Expansion Joint Basicskselvan_1No ratings yet
- StAccMill Stack DesignDocument3 pagesStAccMill Stack Designkselvan_1No ratings yet
- Short Circular Steel StacksDocument12 pagesShort Circular Steel Stackskselvan_1No ratings yet
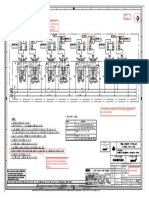
- Dimensions Shall Be Clearly Marked For All Such Marking: Upgradation of Bf. No. 1 Unitdescr AreadescrDocument1 pageDimensions Shall Be Clearly Marked For All Such Marking: Upgradation of Bf. No. 1 Unitdescr Areadescrkselvan_1No ratings yet
- Comments As Marked in This Drawing Is Applicable For All Such SchematicDocument1 pageComments As Marked in This Drawing Is Applicable For All Such Schematickselvan_1No ratings yet
- PSC 53613 C 6 PDFDocument1 pagePSC 53613 C 6 PDFkselvan_1No ratings yet
- EP RefineriesDocument16 pagesEP Refinerieskselvan_1No ratings yet
- Design & HypothesisDocument37 pagesDesign & Hypothesiskselvan_1No ratings yet
- Module-2: SolidificationDocument16 pagesModule-2: SolidificationSachin AgnihotriNo ratings yet
- Definition, Scope and Nature of EconomicsDocument29 pagesDefinition, Scope and Nature of EconomicsShyam Sunder BudhwarNo ratings yet
- Week 14 Report2Document27 pagesWeek 14 Report2Melaku DesalegneNo ratings yet
- Description: Super Thoroseal Is A Blend of PortlandDocument2 pagesDescription: Super Thoroseal Is A Blend of Portlandqwerty_conan100% (1)
- Assignment ProblemsDocument22 pagesAssignment ProblemsPooja Yadav100% (1)
- ECON 304 Course ContentDocument2 pagesECON 304 Course ContentAanand JhaNo ratings yet
- Cloudworx Pdms UsDocument2 pagesCloudworx Pdms Usguru4lifegmailcomNo ratings yet
- Integrated Curriculum For Secondary Schools: Mathematics Form 2Document139 pagesIntegrated Curriculum For Secondary Schools: Mathematics Form 2Izawaty IsmailNo ratings yet
- Seventh Pay Commission ArrearsDocument11 pagesSeventh Pay Commission Arrearssantosh bharathyNo ratings yet
- The Roosh ProgramDocument2 pagesThe Roosh ProgramVal KerryNo ratings yet
- p-100 Vol2 1935 Part5Document132 pagesp-100 Vol2 1935 Part5Matias MancillaNo ratings yet
- Long PassagesDocument12 pagesLong PassagesAml AmlNo ratings yet
- FINAL Shivani Confined Space PermitDocument1 pageFINAL Shivani Confined Space PermitVimal SinghNo ratings yet
- A.O: Against Order: Desktop Hard Disk Laptop Hard Disk Scsi Hard Disk Adaptec Cards External Hard DiskDocument28 pagesA.O: Against Order: Desktop Hard Disk Laptop Hard Disk Scsi Hard Disk Adaptec Cards External Hard DiskArul brittoNo ratings yet
- Translated Copy of Jurnal B.inggris 41117110162 Aditya NurfajriDocument16 pagesTranslated Copy of Jurnal B.inggris 41117110162 Aditya Nurfajriaditya estimatorNo ratings yet
- Conventional and Box-Shaped Piled RaftsDocument6 pagesConventional and Box-Shaped Piled RaftsAdrian VechiuNo ratings yet
- Dyn ST 70 Ser 2Document12 pagesDyn ST 70 Ser 2alexgirard11735100% (1)
- Semantic SearchMonkeyDocument39 pagesSemantic SearchMonkeyPaul TarjanNo ratings yet
- Investigation: Present By:Shivam Ranabhat Project Title: Esport Players Recruit SystemDocument18 pagesInvestigation: Present By:Shivam Ranabhat Project Title: Esport Players Recruit Systemjames chhetriNo ratings yet
- Comparison of Plate Count Agar and R2A Medium For Enumeration of Heterotrophic Bacteria in Natural Mineral WaterDocument4 pagesComparison of Plate Count Agar and R2A Medium For Enumeration of Heterotrophic Bacteria in Natural Mineral WaterSurendar KesavanNo ratings yet
- Renaissance QuestionsDocument3 pagesRenaissance QuestionsHezel Escora NavalesNo ratings yet
- Project Scheduling: Marinella A. LosaDocument12 pagesProject Scheduling: Marinella A. LosaMarinella LosaNo ratings yet
- AutoCAD 2006 Installing Network License Manager0Document12 pagesAutoCAD 2006 Installing Network License Manager0gurugovindanNo ratings yet
- TrapsDocument11 pagesTrapsAmandeep AroraNo ratings yet