You might also like
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentFrom EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNo ratings yet
- Project 4 Acrylic AcidDocument16 pagesProject 4 Acrylic AcidN193746100% (3)
- B2 Group 1..acetone Production PDFDocument21 pagesB2 Group 1..acetone Production PDFElif TaşdövenNo ratings yet
- Acetone Production Plant DesignDocument25 pagesAcetone Production Plant DesignSerdar Arıcan100% (1)
- Methane Oxidation To Acetic AcidDocument31 pagesMethane Oxidation To Acetic AcidАндрей КолесниковNo ratings yet
- Plant Design Project FinalDocument221 pagesPlant Design Project FinalYasser AshourNo ratings yet
- Project 6 - Ethylene Oxide PDFDocument13 pagesProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Production of Ethylene OxideDocument22 pagesProduction of Ethylene OxideShahabuddin Khan Niazi100% (1)
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFDocument41 pagesCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorNo ratings yet
- Production of Methanol From MethaneDocument3 pagesProduction of Methanol From MethanemuhamadtarmiziNo ratings yet
- Material and Energy BalanceDocument9 pagesMaterial and Energy BalanceSana100% (1)
- Design of Acetone HYSYSDocument6 pagesDesign of Acetone HYSYSlockas222100% (1)
- Production of AcetaldehydeDocument80 pagesProduction of Acetaldehydeyinka omojesuNo ratings yet
- AcetoneDocument7 pagesAcetoneGeorgiana AndreeaNo ratings yet
- Engineers Guide - Cumene Peroxidation Process For Phenol ProductionDocument2 pagesEngineers Guide - Cumene Peroxidation Process For Phenol ProductionEdrian A. Mañalong100% (1)
- Assignment Aspen PlusDocument8 pagesAssignment Aspen PlusVinayak PathakNo ratings yet
- Allyl Chloride Production PDFDocument4 pagesAllyl Chloride Production PDFmarisolNo ratings yet
- Report 0Document19 pagesReport 0Joseph OrjiNo ratings yet
- Ethylene 2520oxide Energy 2520 BalanceDocument9 pagesEthylene 2520oxide Energy 2520 BalanceDick El RinoceronteNo ratings yet
- Ethylene Glycol Production PDFDocument2 pagesEthylene Glycol Production PDFMohamedNo ratings yet
- 5 6251216941030047774Document41 pages5 6251216941030047774Salihah AbdullahNo ratings yet
- Ethylene Glycol ProductionDocument3 pagesEthylene Glycol ProductionQuang NguyễnNo ratings yet
- Simulation Using PFR (Aspen Plus)Document10 pagesSimulation Using PFR (Aspen Plus)Cik Tiem NgagimanNo ratings yet
- MATERIAL BALANCE Distillation ColumnDocument9 pagesMATERIAL BALANCE Distillation ColumnRajeev Kumar DohareNo ratings yet
- Cyclohexane ReportDocument5 pagesCyclohexane ReportLuffy RajNo ratings yet
- Finalp 1Document47 pagesFinalp 1Imtiaz Hussain100% (1)
- Assignment 2 FinalDocument12 pagesAssignment 2 FinalRobin Kwan100% (1)
- Industrial Catalytic Processes-Phenol Production: Robert J. SchmidtDocument15 pagesIndustrial Catalytic Processes-Phenol Production: Robert J. SchmidtUzair WahidNo ratings yet
- Manfacture OF: Cyclo HexaneDocument91 pagesManfacture OF: Cyclo HexaneNikhil Kumar Chennuri100% (4)
- Design 002H AmmoniaSynthesis ClosedLoopDocument15 pagesDesign 002H AmmoniaSynthesis ClosedLoopNicandroGonzalesNo ratings yet
- GAS ABSORPTION - ReportDocument6 pagesGAS ABSORPTION - Reportgzairene8762No ratings yet
- Mini Project Full PDFDocument37 pagesMini Project Full PDFMohamad El KheirNo ratings yet
- TOURTON-páginas-37-124-73-88 PDFDocument16 pagesTOURTON-páginas-37-124-73-88 PDFJesús David González CañasNo ratings yet
- Separation of Ammonia and WaterDocument5 pagesSeparation of Ammonia and WaterJamie MaloneNo ratings yet
- Process Simulation of Ethanol Production From Biomass Gasification and Syngas Fermentation PDFDocument33 pagesProcess Simulation of Ethanol Production From Biomass Gasification and Syngas Fermentation PDFramesh pokhrelNo ratings yet
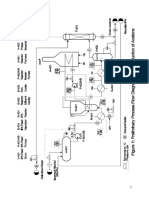
- 1.3 Process Flow Diagram 1.3.1 Description of Process Flow DiagramDocument12 pages1.3 Process Flow Diagram 1.3.1 Description of Process Flow DiagramSyahirun NissaNo ratings yet
- 2 Ethyl 2520hexanol Methods 2520of 2520 ProductionDocument10 pages2 Ethyl 2520hexanol Methods 2520of 2520 Productionapi-3714811No ratings yet
- Production of IsopropanolDocument9 pagesProduction of IsopropanolJohanNo ratings yet
- FORMALDEHYDE Cost EstimationDocument5 pagesFORMALDEHYDE Cost EstimationPradeep Munna100% (2)
- Acrolein Design ProjectDocument13 pagesAcrolein Design ProjectPeter McCormack100% (1)
- Wasteless Economic Method of Production of Phenol and AcetoneDocument14 pagesWasteless Economic Method of Production of Phenol and AcetoneSiswand BIn Mohd AliNo ratings yet
- Excess Methanol RecoveryDocument6 pagesExcess Methanol RecoverySteven Putra HalimNo ratings yet
- Production of Maleic Anhydride PresentationDocument15 pagesProduction of Maleic Anhydride PresentationNqobile LowakwaMkhize100% (1)
- PFD Acetone From Isopropyl AlcoholDocument1 pagePFD Acetone From Isopropyl AlcoholNabila Rizki AmaliaNo ratings yet
- Batch Distillation of Water-Methanol SystemDocument78 pagesBatch Distillation of Water-Methanol Systemsatadruc50% (4)
- For Hysys UsersDocument5 pagesFor Hysys UsersZohaib RanaNo ratings yet
- Benzene To CyclohexaneDocument16 pagesBenzene To Cyclohexanekalwani20No ratings yet
- Research Framework Siti Nur Farhanis Dialysate EffluentDocument2 pagesResearch Framework Siti Nur Farhanis Dialysate EffluentChannis ExoNo ratings yet
- Flash Distillation ProblemDocument2 pagesFlash Distillation ProblemprudhvifireNo ratings yet
- The Dehydrogenation of Isopropanol To Form Hydrogen GasDocument31 pagesThe Dehydrogenation of Isopropanol To Form Hydrogen GasEdidiong AsuquoNo ratings yet
- Plant Design EthylbenzeneDocument43 pagesPlant Design EthylbenzeneDex JH100% (2)
- UntitledDocument12 pagesUntitledapi-256504985No ratings yet
- Distillation Model Rev1Document9 pagesDistillation Model Rev1mehul1094167% (3)
- Ethylene and Acetylene Plant PDFDocument405 pagesEthylene and Acetylene Plant PDFاحمد الدلالNo ratings yet
- Separations and Reaction Engineering Design Project Production of AmmoniaDocument10 pagesSeparations and Reaction Engineering Design Project Production of AmmoniaRyan WahyudiNo ratings yet
- Allyl3 LECHO FLUIDocument9 pagesAllyl3 LECHO FLUIJoha BetancurNo ratings yet
- Section 5: Process IntensificationDocument23 pagesSection 5: Process IntensificationPrince EugoNo ratings yet
- Final Project ReportDocument15 pagesFinal Project Reportwhãts brøNo ratings yet
- Recompression and Determining The New Steam EconomyDocument2 pagesRecompression and Determining The New Steam EconomyArpit GuptaNo ratings yet
- Che 456 Spring 2003 Major 2 Drying Oil Production: ConstraintsDocument7 pagesChe 456 Spring 2003 Major 2 Drying Oil Production: ConstraintstonbaldinNo ratings yet
- Sterilization PDFDocument21 pagesSterilization PDFshahed IasirNo ratings yet
- Cleaning Disinfecting and Sterilizing Plastics PDFDocument2 pagesCleaning Disinfecting and Sterilizing Plastics PDFshahed IasirNo ratings yet
- SWW2010 Presentation21026 VPopov PDFDocument57 pagesSWW2010 Presentation21026 VPopov PDFshahed IasirNo ratings yet
- Oilref PDFDocument37 pagesOilref PDFshahed IasirNo ratings yet
- FS CFPPDocument19 pagesFS CFPPrgbyunNo ratings yet
- Process Simulation Modeling Design For Soybean Oil Extraction Using Liquid Propane PDFDocument154 pagesProcess Simulation Modeling Design For Soybean Oil Extraction Using Liquid Propane PDFshahed IasirNo ratings yet
- CD4063Document25 pagesCD4063Mir HassanNo ratings yet
- USB Interfacing and Real Time Data Plotting With MATLABDocument9 pagesUSB Interfacing and Real Time Data Plotting With MATLABthietdaucongNo ratings yet
- ChE Thoughts - Vol-03, No-1 PDFDocument52 pagesChE Thoughts - Vol-03, No-1 PDFshahed IasirNo ratings yet
- Enviroment INDEXDocument1 pageEnviroment INDEXshahed IasirNo ratings yet
- IELTS US Recognition Form 2012Document1 pageIELTS US Recognition Form 2012shahed IasirNo ratings yet
- Fertilizer IntroDocument50 pagesFertilizer Introshahed IasirNo ratings yet
- ElasticityDocument7 pagesElasticityshahed IasirNo ratings yet
- Pressure Relief Devices Scott OstrowskiDocument82 pagesPressure Relief Devices Scott OstrowskiAffify AfifyNo ratings yet
- Sonaia ThobaniDocument10 pagesSonaia Thobanishahed IasirNo ratings yet
- Advanced Simulation Case Using HysysDocument232 pagesAdvanced Simulation Case Using HysysridhajamelNo ratings yet
- Roll: - 200306040 Group: - A2Document6 pagesRoll: - 200306040 Group: - A2shahed IasirNo ratings yet
- B. Inggris X - 7Document8 pagesB. Inggris X - 7KabardiantoNo ratings yet
- Rights of Parents in IslamDocument11 pagesRights of Parents in Islamstoneage989100% (2)
- Operating Instructions: HTL-PHP Air Torque PumpDocument38 pagesOperating Instructions: HTL-PHP Air Torque PumpvankarpNo ratings yet
- C. Robert Mesle (Auth.) - John Hick's Theodicy - A Process Humanist Critique-Palgrave Macmillan UK (1991)Document168 pagesC. Robert Mesle (Auth.) - John Hick's Theodicy - A Process Humanist Critique-Palgrave Macmillan UK (1991)Nelson100% (3)
- I Pmtea 2020 HandoutDocument94 pagesI Pmtea 2020 HandoutAbhijeet Dutta100% (1)
- Case Study - Montana Mountain BikingDocument6 pagesCase Study - Montana Mountain Bikingbonny MishNo ratings yet
- The Reason: B. FlowsDocument4 pagesThe Reason: B. FlowsAryanti UrsullahNo ratings yet
- Healthymagination at Ge Healthcare SystemsDocument5 pagesHealthymagination at Ge Healthcare SystemsPrashant Pratap Singh100% (1)
- SurveyingDocument26 pagesSurveyingDenise Ann Cuenca25% (4)
- RN42Document26 pagesRN42tenminute1000No ratings yet
- Arbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryDocument33 pagesArbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryRicardo SoldadoNo ratings yet
- Music 9 Q3 Mod4 Musical Elements of Given Romantic Period PiecesDocument19 pagesMusic 9 Q3 Mod4 Musical Elements of Given Romantic Period PiecesFinn Daniel Omayao100% (1)
- Neet Question Paper 2019 Code r3Document27 pagesNeet Question Paper 2019 Code r3Deev SoniNo ratings yet
- Income Tax and VATDocument498 pagesIncome Tax and VATshankar k.c.100% (2)
- Clint Freeman ResumeDocument2 pagesClint Freeman ResumeClint Tiberius FreemanNo ratings yet
- Transparency and Digitalization in The Public Administration of RomaniaDocument8 pagesTransparency and Digitalization in The Public Administration of RomaniaMădălina MarincaşNo ratings yet
- ST3 ManualDocument48 pagesST3 ManualRon FosterNo ratings yet
- John Wren-Lewis - NDEDocument7 pagesJohn Wren-Lewis - NDEpointandspaceNo ratings yet
- Fortigate Firewall Version 4 OSDocument122 pagesFortigate Firewall Version 4 OSSam Mani Jacob DNo ratings yet
- 300u Specs Diodo 300 Amps. 25 Dolares RadiosurtidoraDocument6 pages300u Specs Diodo 300 Amps. 25 Dolares RadiosurtidorarepelindNo ratings yet
- Honda IzyDocument16 pagesHonda IzyTerry FordNo ratings yet
- DNA Vs RNA - Introduction and Differences Between DNA and RNADocument10 pagesDNA Vs RNA - Introduction and Differences Between DNA and RNAKienlevyNo ratings yet
- Lesson 1 Q3 Figure Life DrawingDocument10 pagesLesson 1 Q3 Figure Life DrawingCAHAPNo ratings yet
- Days Papers 2001Document341 pagesDays Papers 2001jorgefeitoza_hotmailNo ratings yet
- Vocabulary FceDocument17 pagesVocabulary Fceivaan94No ratings yet
- Second Conditional Conversation QuestionsDocument2 pagesSecond Conditional Conversation QuestionsEdith Salomé PinosNo ratings yet
- ET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsDocument5 pagesET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsMichael LeungNo ratings yet
- Artificial Intelligence Practical 1Document5 pagesArtificial Intelligence Practical 1sadani1989No ratings yet
- Sheltered 2 Item Recycle ListDocument5 pagesSheltered 2 Item Recycle ListRachel GNo ratings yet
- Motivation Theories Description and CriticismDocument14 pagesMotivation Theories Description and CriticismAhmed Elgazzar89% (18)