You might also like
- DNV 271 Annex1Document6 pagesDNV 271 Annex1Andy TaylorNo ratings yet
- Polyken Utility Tape 900 910 908 911 920Document2 pagesPolyken Utility Tape 900 910 908 911 920Tracy EvansNo ratings yet
- Flange Design: Welding UnitsDocument0 pagesFlange Design: Welding Unitsabhi1648665No ratings yet
- EnCal 3000 Gas Chromatograph Software ManualDocument83 pagesEnCal 3000 Gas Chromatograph Software ManualMostafa NabilNo ratings yet
- ISA Control Valve Data Sheet GuideDocument1 pageISA Control Valve Data Sheet GuidechandruhbkkNo ratings yet
- List Files in A FolderDocument12 pagesList Files in A Foldervincent02hk_57881301No ratings yet
- Determining The Remaining Strength of Corroded Pipelines ASME B31G-1991Document30 pagesDetermining The Remaining Strength of Corroded Pipelines ASME B31G-1991ravi00098No ratings yet
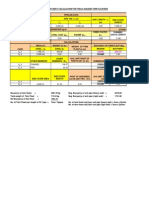
- Sudyrah, Station Design Calculation of Existing Steel Tank Inlet Connection N-1 Doc. No.96-QC20-J-414Document7 pagesSudyrah, Station Design Calculation of Existing Steel Tank Inlet Connection N-1 Doc. No.96-QC20-J-414Hgagselim SelimNo ratings yet
- AKG C414 B Xls XlII ServiceDocument3 pagesAKG C414 B Xls XlII Servicepassme369No ratings yet
- Norma ASTM E837 08Document18 pagesNorma ASTM E837 08linceokNo ratings yet
- Design and Analysis On Ajm NozzleDocument34 pagesDesign and Analysis On Ajm NozzleRahul KolukuluriNo ratings yet
- R P RP O501 E W P S: Ecommended RacticeDocument43 pagesR P RP O501 E W P S: Ecommended RacticepaulortsNo ratings yet
- Dashboard: MT/PT Status Joints Status Welded Joints StatusDocument1 pageDashboard: MT/PT Status Joints Status Welded Joints StatusZaidiNo ratings yet
- Hydratight Morgrip Swivel Ring Flyer PDFDocument2 pagesHydratight Morgrip Swivel Ring Flyer PDFSenthil KumarNo ratings yet
- ASME Piping Standards and Material Selection GuideDocument36 pagesASME Piping Standards and Material Selection Guideتدریس زبان ESLNo ratings yet
- FEA Validation Release 2010Document7 pagesFEA Validation Release 2010DHAVAL PANCHALNo ratings yet
- 08 Hydrostatic Test Procedure Section I OKDocument9 pages08 Hydrostatic Test Procedure Section I OKEduardo GarciaNo ratings yet
- Raccordi A Inserto Forgiato PDFDocument3 pagesRaccordi A Inserto Forgiato PDFpeppino di capriNo ratings yet
- ES-30.99.37.0017 - External Pipeline Coatings - Part 1Document63 pagesES-30.99.37.0017 - External Pipeline Coatings - Part 1maheshNo ratings yet
- CTS 49 CTS 59 Operation ManualDocument83 pagesCTS 49 CTS 59 Operation ManualKrista Maldonado100% (3)
- Piping Theory As Per ASME B31.3 PROCESS PIPINGDocument107 pagesPiping Theory As Per ASME B31.3 PROCESS PIPINGDeen first sdiNo ratings yet
- 18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFDocument19 pages18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFOscar Miguel Fuquen SanabriaNo ratings yet
- Steel Line Blanks & Spacer Dimension TableDocument5 pagesSteel Line Blanks & Spacer Dimension TableSeungmin PaekNo ratings yet
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Seamless Stainless Tubes For Hydraulic and Instrumentation SystemsDocument10 pagesSeamless Stainless Tubes For Hydraulic and Instrumentation Systemsfezzeh kabiri kenariNo ratings yet
- Spherical TankDocument30 pagesSpherical TankNuzuliana EnuzNo ratings yet
- ASME Section I Code Preheat and PWHT GuidanceDocument4 pagesASME Section I Code Preheat and PWHT GuidanceArul Edwin Vijay VincentNo ratings yet
- Calculation PP Piping SystemDocument24 pagesCalculation PP Piping SystemDavid FonsecaNo ratings yet
- Lite Cad User HelpDocument46 pagesLite Cad User HelpManuel Nuñez ManriquezNo ratings yet
- Sultanate's ultrasonic flowmeter standardsDocument3 pagesSultanate's ultrasonic flowmeter standardsaltipatlarNo ratings yet
- Shell Noise Guide 1991Document82 pagesShell Noise Guide 1991rosshvac100% (3)
- Doha North Sewerage Treatment & Associated WorksDocument67 pagesDoha North Sewerage Treatment & Associated WorksLito MendozaNo ratings yet
- EPM-GL-PI-CLC-0004 - Rev 0 - Slug Flow Force CalculationDocument4 pagesEPM-GL-PI-CLC-0004 - Rev 0 - Slug Flow Force CalculationHernán DazaNo ratings yet
- Fig I 10 Api 650Document1 pageFig I 10 Api 650muhd.qasimNo ratings yet
- CRS SheetDocument1 pageCRS SheetОсама А.ШоукиNo ratings yet
- Pga1000998050010 01Document1 pagePga1000998050010 01Amit SaxenaNo ratings yet
- NCTL Project: Proposal Welding Procedure SpecificationDocument4 pagesNCTL Project: Proposal Welding Procedure SpecificationRotimi Shitta-BeyNo ratings yet
- EQT Welding Procedure Qualification RequirementsDocument101 pagesEQT Welding Procedure Qualification RequirementsCeki CeriaNo ratings yet
- AB 520 Finite Element Analysis FEA Requirements PDFDocument4 pagesAB 520 Finite Element Analysis FEA Requirements PDFbello imamNo ratings yet
- Anchor FlangeDocument1 pageAnchor FlangeHector MejiaNo ratings yet
- Free Span Design According To The DNV-RP-F105 For Free Spanning PipelinesDocument24 pagesFree Span Design According To The DNV-RP-F105 For Free Spanning PipelinesconanbhNo ratings yet
- PSV Guidance NotesDocument3 pagesPSV Guidance Notescarr007No ratings yet
- Bakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverDocument8 pagesBakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverIbad AlamNo ratings yet
- Flange Leakage 6Document2 pagesFlange Leakage 6hamid sobirinNo ratings yet
- Bolted JointDocument9 pagesBolted JointkhanhtruongNo ratings yet
- Bolt Tensioning: What is it and how does it workDocument2 pagesBolt Tensioning: What is it and how does it work4jawwy markme026No ratings yet
- Calculation Pipe Clamp 10 BarDocument13 pagesCalculation Pipe Clamp 10 BarDica Rasyid MaulidhaniNo ratings yet
- Manufacturing Data ReportDocument14 pagesManufacturing Data Reportfuransu777No ratings yet
- CAESAR II 5.00 Sneak Preview - New Interface, Technology and ReportingDocument61 pagesCAESAR II 5.00 Sneak Preview - New Interface, Technology and ReportingRokan PipelineNo ratings yet
- Calculation Sheet For 700mm SQ Metal FloatersDocument3 pagesCalculation Sheet For 700mm SQ Metal FloatersAdagharaNo ratings yet
- Visual Inspection Checklist PipingDocument2 pagesVisual Inspection Checklist PipingshifaNo ratings yet
- WHP02-SMO1 Pressure Test & Test Pack - For ReviewDocument21 pagesWHP02-SMO1 Pressure Test & Test Pack - For ReviewkristianNo ratings yet
- IDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and InspectionDocument32 pagesIDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and Inspectionjoey garciaNo ratings yet
- Api 5L1 - 2002Document15 pagesApi 5L1 - 2002GentelmanOnlyNo ratings yet
- Pipe Wall Thickness CalculationDocument1 pagePipe Wall Thickness Calculationfarhad soopithodiNo ratings yet
- Nozzle neck thickness calculation UG-45Document2 pagesNozzle neck thickness calculation UG-45Lcm TnlNo ratings yet
- Piping Design InfoDocument273 pagesPiping Design InfoFerry SiswantoNo ratings yet
- Equivalent GradesDocument37 pagesEquivalent GradesUmesh SakhareliyaNo ratings yet
- BB 1 - 1 Estapa - Pump WorksDocument2 pagesBB 1 - 1 Estapa - Pump WorksMarco Pompa ReyesNo ratings yet
- B 565 - 94 R00 - Qju2ns05nfiwmaDocument3 pagesB 565 - 94 R00 - Qju2ns05nfiwmamalika_00No ratings yet
- Eticket RMTN6JA54Z362Document1 pageEticket RMTN6JA54Z362Murugan RajaNo ratings yet
- Ticket From HWH To DhanbadDocument3 pagesTicket From HWH To Dhanbadpradeep kumarNo ratings yet
- Eticket RMTN6JA54Z362Document1 pageEticket RMTN6JA54Z362Murugan RajaNo ratings yet
- Details of UKAS Recalibration Due of Mechanical Test EquipmentsDocument1 pageDetails of UKAS Recalibration Due of Mechanical Test EquipmentsMurugan RajaNo ratings yet
- New English Book PDFDocument239 pagesNew English Book PDFMurugan Raja0% (1)
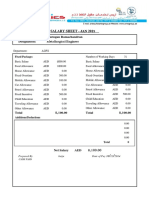
- Salary Sheet - Jan 201: Employee Name: Murugan Ramachandran Designation: Metallurgical EngineerDocument1 pageSalary Sheet - Jan 201: Employee Name: Murugan Ramachandran Designation: Metallurgical EngineerMurugan RajaNo ratings yet
- Jobs AppliedDocument5 pagesJobs AppliedMurugan RajaNo ratings yet
- Surface AreaDocument5 pagesSurface AreaMurugan RajaNo ratings yet
- EIL Employee Requests Home Construction AdvanceDocument1 pageEIL Employee Requests Home Construction AdvanceMurugan RajaNo ratings yet
- E1351 - 01Document6 pagesE1351 - 01Murugan RajaNo ratings yet
- Surface AreaDocument5 pagesSurface AreaMurugan RajaNo ratings yet
- wp136 enDocument26 pageswp136 enMurugan RajaNo ratings yet
- Failure Investigation TemplateDocument11 pagesFailure Investigation TemplateMurugan Raja100% (1)
- Information To Be Gathered From ClientDocument1 pageInformation To Be Gathered From ClientMurugan Raja0% (1)
- Confirmation - Your Booking Confirmation and Reference - FlydubaiDocument2 pagesConfirmation - Your Booking Confirmation and Reference - FlydubaiMurugan Raja67% (9)
- ARIES Marine Sample Testing of Different QualitiesDocument1 pageARIES Marine Sample Testing of Different QualitiesMurugan RajaNo ratings yet
- By Laws - 26 Février 2013Document17 pagesBy Laws - 26 Février 2013Murugan RajaNo ratings yet
- Waslab PrintDocument1 pageWaslab PrintMurugan RajaNo ratings yet
- Ref No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentDocument2 pagesRef No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentMurugan RajaNo ratings yet
- Cathodic Protection: The BasicsDocument8 pagesCathodic Protection: The BasicsbookbumNo ratings yet
- IMSP NO.28-Chemical Handling Control ProcecdureDocument6 pagesIMSP NO.28-Chemical Handling Control ProcecdureMurugan RajaNo ratings yet
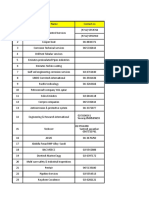
- Jebel Ali Client ListDocument5 pagesJebel Ali Client ListMurugan RajaNo ratings yet
- Ref No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentDocument2 pagesRef No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentMurugan RajaNo ratings yet
- Sgs Ogc RDK Brochure A4 Web LRDocument4 pagesSgs Ogc RDK Brochure A4 Web LRMurugan RajaNo ratings yet
- ARIES Marine Sample Testing of Different QualitiesDocument1 pageARIES Marine Sample Testing of Different QualitiesMurugan RajaNo ratings yet
- Cathodic Protection: The BasicsDocument8 pagesCathodic Protection: The BasicsbookbumNo ratings yet
- RA - Angle GrinderDocument4 pagesRA - Angle GrinderMurugan RajaNo ratings yet
- JafzaDocument6 pagesJafzaMurugan RajaNo ratings yet
- Lathe Work InstructionsDocument3 pagesLathe Work InstructionsMurugan RajaNo ratings yet
- UAE Power Plant ListDocument2 pagesUAE Power Plant ListMurugan Raja0% (1)
- 8 - Chitapon - TR Winding Buckling - Paper PDFDocument5 pages8 - Chitapon - TR Winding Buckling - Paper PDFbcqbaoNo ratings yet
- Confined SpacesDocument27 pagesConfined SpacesDivya RastogiNo ratings yet
- (Altium Tutorial) PCB Symbol Naming ConventionDocument7 pages(Altium Tutorial) PCB Symbol Naming ConventionDefne AktemizNo ratings yet
- FFA Furfural Fire and Health HazardsDocument2 pagesFFA Furfural Fire and Health HazardsYuga Pria PungkasanNo ratings yet
- Zebralette User GuideDocument24 pagesZebralette User GuideGiacomo TimbrelloNo ratings yet
- Powerfactory 2020: Technical ReferenceDocument13 pagesPowerfactory 2020: Technical ReferenceDaniel ManjarresNo ratings yet
- Chapter 1. Griffiths-Vector Analysis - 1.1 1.2Document24 pagesChapter 1. Griffiths-Vector Analysis - 1.1 1.2Hazem TawfikNo ratings yet
- Blockchain Unconfirmed Transaction Hack Script Docx PDF FreeDocument2 pagesBlockchain Unconfirmed Transaction Hack Script Docx PDF FreeHealing Relaxing Sleep Music100% (1)
- CS610 Final Term Past Papers Mega FileDocument35 pagesCS610 Final Term Past Papers Mega Filehowtoplaygames38No ratings yet
- DIN-Rail AC Current Transducer 0.25% AccuracyDocument3 pagesDIN-Rail AC Current Transducer 0.25% AccuracyjoseluisbeitoNo ratings yet
- Dome Enclosure: MoellerDocument3 pagesDome Enclosure: MoellerLjubomir VasicNo ratings yet
- 0580 w13 QP 41Document20 pages0580 w13 QP 41Haider AliNo ratings yet
- Jetty Modification - Upd 250417Document86 pagesJetty Modification - Upd 250417Deni Yudha PermanaNo ratings yet
- Service Manual: NSX-SZ100Document27 pagesService Manual: NSX-SZ100Goran ChaparNo ratings yet
- Carbohydrates Explained: Monosaccharides, Disaccharides and PolysaccharidesDocument21 pagesCarbohydrates Explained: Monosaccharides, Disaccharides and PolysaccharidesJhayce Christian S. CapanayanNo ratings yet
- 925E II 24 PG A4 Broch - 12 - 2020 - DCECDocument13 pages925E II 24 PG A4 Broch - 12 - 2020 - DCECekkyagungNo ratings yet
- AminesDocument12 pagesAminesEmelda BanumathyNo ratings yet
- GGGDocument3 pagesGGGAnkitNo ratings yet
- Vodafone Bid HBS Case - ExhibitsDocument13 pagesVodafone Bid HBS Case - ExhibitsNaman PorwalNo ratings yet
- Swat Luu: User ManualDocument13 pagesSwat Luu: User ManualgjferreiraNo ratings yet
- Stator Generator EolianDocument40 pagesStator Generator EolianCatalin BordeiNo ratings yet
- Star and Its PropertiesDocument4 pagesStar and Its PropertiesRemond BalabaNo ratings yet
- ATR 72 - Flight ManualDocument490 pagesATR 72 - Flight Manualmuya78100% (1)
- Lecture 1-5 Atomic and Molecular Physics by Nek M ShaikhDocument25 pagesLecture 1-5 Atomic and Molecular Physics by Nek M Shaikh125-The Legend StarNo ratings yet
- Rudolf Steiner - Warmth Course GA 321Document119 pagesRudolf Steiner - Warmth Course GA 321Raul PopescuNo ratings yet
- GD-1884 Manual PDFDocument10 pagesGD-1884 Manual PDFAnonymous srwHCpANo ratings yet
- Adiabatic Logic: An Alternative Approach To Low Power Application CircuitsDocument6 pagesAdiabatic Logic: An Alternative Approach To Low Power Application CircuitsBibartan DasNo ratings yet
- Holiday Assignment XDocument2 pagesHoliday Assignment XMonis ShaikhNo ratings yet
- Quiz 3Document4 pagesQuiz 3dEEP THE hELPERNo ratings yet
- BasrahDocument19 pagesBasrahDurban Chamber of Commerce and IndustryNo ratings yet