You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Radio Drama (Rubric)Document1 pageRadio Drama (Rubric)Queenie BalitaanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Rca SopDocument4 pagesRca SopShiva Prakasam PernetiNo ratings yet
- List of ISO Standards PDFDocument20 pagesList of ISO Standards PDFKristal Newton80% (5)
- Draconis CombineDocument11 pagesDraconis CombineMarco Moracha100% (1)
- 01 - PV - RESCO 1d Workshop - S1 PDFDocument61 pages01 - PV - RESCO 1d Workshop - S1 PDFDeasy KurniawatiNo ratings yet
- Ip 19 3RD EditionDocument240 pagesIp 19 3RD EditionSumanta Bhaya100% (13)
- Sivaprakasam ReDocument3 pagesSivaprakasam ReShiva Prakasam PernetiNo ratings yet
- Linto RDocument3 pagesLinto RShiva Prakasam PernetiNo ratings yet
- Fmea - Main Air CompressorDocument78 pagesFmea - Main Air CompressorShiva Prakasam Perneti100% (1)
- 11 Failure Mode AnalysisDocument2 pages11 Failure Mode Analysisஎன் கருத்துNo ratings yet
- Elamax ReportDocument2 pagesElamax ReportShiva Prakasam PernetiNo ratings yet
- Equipment Tuning Procedure For BoilersDocument8 pagesEquipment Tuning Procedure For BoilersShiva Prakasam PernetiNo ratings yet
- Plant Microsoft Office Word DocumentDocument2 pagesPlant Microsoft Office Word DocumentShiva Prakasam PernetiNo ratings yet
- BF Top ValvesDocument1 pageBF Top ValvesShiva Prakasam PernetiNo ratings yet
- AC SparesDocument2 pagesAC SparesShiva Prakasam PernetiNo ratings yet
- Online Co MonitorDocument1 pageOnline Co MonitorShiva Prakasam PernetiNo ratings yet
- BF Proper ThermocouplesDocument2 pagesBF Proper ThermocouplesShiva Prakasam PernetiNo ratings yet
- MCK Appointment LetterDocument1 pageMCK Appointment LetterShiva Prakasam PernetiNo ratings yet
- SH Ded InputDocument1 pageSH Ded InputShiva Prakasam PernetiNo ratings yet
- GCP Level Switch ReportDocument18 pagesGCP Level Switch ReportShiva Prakasam PernetiNo ratings yet
- BF Proper Thermocouple HistoryDocument67 pagesBF Proper Thermocouple HistoryShiva Prakasam PernetiNo ratings yet
- RFA Level Switch ManualDocument4 pagesRFA Level Switch ManualShiva Prakasam PernetiNo ratings yet
- BF Hydraulic Do DetailsDocument5 pagesBF Hydraulic Do DetailsShiva Prakasam PernetiNo ratings yet
- BFRV and Chute Operation/Troubleshooting Method I. Servo Drive Start Up Procedure After Power FailureDocument5 pagesBFRV and Chute Operation/Troubleshooting Method I. Servo Drive Start Up Procedure After Power FailureShiva Prakasam PernetiNo ratings yet
- AMIE Section B Electrical SyllabusVVVVVDocument17 pagesAMIE Section B Electrical SyllabusVVVVVShiva Prakasam PernetiNo ratings yet
- BF Inst Mis Report December 2016Document30 pagesBF Inst Mis Report December 2016Shiva Prakasam PernetiNo ratings yet
- BF Proper ThermocouplesDocument2 pagesBF Proper ThermocouplesShiva Prakasam PernetiNo ratings yet
- Cable Used For Redundency SupplyDocument2 pagesCable Used For Redundency SupplyShiva Prakasam PernetiNo ratings yet
- P-9910 Hand Held Programmer GuideDocument15 pagesP-9910 Hand Held Programmer GuideetchegarayfNo ratings yet
- Cable List For CranesDocument2 pagesCable List For CranesShiva Prakasam PernetiNo ratings yet
- Rules AMIE ExaminationDocument6 pagesRules AMIE ExaminationAjesh kumarNo ratings yet
- Electrical 1Document1 pageElectrical 1Shiva Prakasam PernetiNo ratings yet
- Temperature Viscosity Viscosity Temperature ViscosityDocument12 pagesTemperature Viscosity Viscosity Temperature ViscosityShiva Prakasam PernetiNo ratings yet
- Electrical 1Document1 pageElectrical 1Shiva Prakasam PernetiNo ratings yet
- B.Ed Syllabus NEW 2015-16 PDFDocument170 pagesB.Ed Syllabus NEW 2015-16 PDFVikas KuthadiNo ratings yet
- Management Theory and Practice: Methods of Performance AppraisalDocument3 pagesManagement Theory and Practice: Methods of Performance AppraisalRadha maiNo ratings yet
- Phy Worksheet IG 3 Phase 2Document6 pagesPhy Worksheet IG 3 Phase 2Umair RazaNo ratings yet
- Huang V Tesla State of Calif 20190430Document20 pagesHuang V Tesla State of Calif 20190430jonathan_skillings100% (1)
- Frequently Asked Questions About Ailunce HD1: Where Can Find HD1 Software & Firmware?Document5 pagesFrequently Asked Questions About Ailunce HD1: Where Can Find HD1 Software & Firmware?Eric Contra Color0% (1)
- V14 EngDocument8 pagesV14 EngJamil PavonNo ratings yet
- INA128 INA129: Features DescriptionDocument20 pagesINA128 INA129: Features DescriptionCDDSANo ratings yet
- Ce Brochure 20july16Document76 pagesCe Brochure 20july16Yogesh SharmaNo ratings yet
- DTS-00750 Mast Maintenance ManualDocument12 pagesDTS-00750 Mast Maintenance Manualsertecs polNo ratings yet
- Manual PDFDocument9 pagesManual PDFRuth ResuelloNo ratings yet
- 3343 - C-Data-EPON-OLT-FD1108S-CLI-User-Manual-V1-3Document82 pages3343 - C-Data-EPON-OLT-FD1108S-CLI-User-Manual-V1-3Roar ZoneNo ratings yet
- SolidWorks2018 PDFDocument1 pageSolidWorks2018 PDFAwan D'almightyNo ratings yet
- 03 Authority To TravelDocument5 pages03 Authority To TravelDiana Marie Vidallon AmanNo ratings yet
- Bahasa Inggris Kelas XIIDocument2 pagesBahasa Inggris Kelas XIIMuhammad ImadudinNo ratings yet
- Bài Tập Phần Project ManagementDocument11 pagesBài Tập Phần Project ManagementhunfgNo ratings yet
- High Speed Board Design: Signal Integrity AnalysisDocument35 pagesHigh Speed Board Design: Signal Integrity Analysissrikanth chundiNo ratings yet
- Engr2227 Apr03Document10 pagesEngr2227 Apr03Mohamed AlqaisiNo ratings yet
- Mondstadt City of Freedom Travel GuideDocument10 pagesMondstadt City of Freedom Travel GuideShypackofcheetos100% (3)
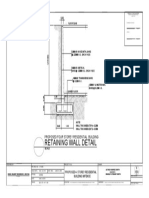
- Retaining Wall DetailsDocument1 pageRetaining Wall DetailsWilbert ReuyanNo ratings yet
- FacebookH Cking 1 3 (SFILEDocument10 pagesFacebookH Cking 1 3 (SFILEFitra AkbarNo ratings yet
- Effect of Upstream Dam Geometry On Peak Discharge During Overtopping Breach in Noncohesive Homogeneous Embankment Dams Implications For Tailings DamsDocument22 pagesEffect of Upstream Dam Geometry On Peak Discharge During Overtopping Breach in Noncohesive Homogeneous Embankment Dams Implications For Tailings DamsHelvecioNo ratings yet
- Fisher - Techincal Monograph 42 - Understanding DecibelsDocument8 pagesFisher - Techincal Monograph 42 - Understanding Decibelsleslie.lp2003No ratings yet
- Cisco Series SWCFG Xe 16 12 XDocument416 pagesCisco Series SWCFG Xe 16 12 XWagner SantiagoNo ratings yet
- S 1804 2019 (E) - 0Document9 pagesS 1804 2019 (E) - 0Juan Agustin CuadraNo ratings yet
- Radio Codes and ConventionsDocument2 pagesRadio Codes and Conventionsapi-570661298No ratings yet
- St. Francis de Sales Sr. Sec. School, Gangapur CityDocument12 pagesSt. Francis de Sales Sr. Sec. School, Gangapur CityArtificial GammerNo ratings yet