You might also like
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- PWHTDocument103 pagesPWHTChetan B KapadiaNo ratings yet
- Specific Examination RIDocument1 pageSpecific Examination RIIksan Adityo MulyoNo ratings yet
- AsuuuuuuuuuuuuDocument22 pagesAsuuuuuuuuuuuuyusuf akbar100% (1)
- Heat Treatment Procedure.Document15 pagesHeat Treatment Procedure.Vijay ShamNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanNo ratings yet
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- PWHTDocument57 pagesPWHTssNo ratings yet
- Technical Data NRL 02301Document8 pagesTechnical Data NRL 02301Attiq Ahmad ChoudhryNo ratings yet
- Ut 4 PDFDocument42 pagesUt 4 PDFtusharNo ratings yet
- P91 Heating CurveDocument1 pageP91 Heating CurveiplaruffNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Tube InspDocument8 pagesTube InspsrihariNo ratings yet
- Tube Expansion Issues & MethodsDocument4 pagesTube Expansion Issues & MethodsSuleyman HaliciogluNo ratings yet
- PWHT Procedure For Petrol Steel - CoreDocument9 pagesPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNo ratings yet
- Alstom IRDocument4 pagesAlstom IRkasi reddyNo ratings yet
- Af15 2Document18 pagesAf15 2Agniva DuttaNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipechetan85No ratings yet
- Ferr It Scope Procedure 1Document7 pagesFerr It Scope Procedure 1Abd Rahman AliasNo ratings yet
- Inspection of CastingDocument23 pagesInspection of CastingRaghu SanthNo ratings yet
- The NEW Company ProfileDocument26 pagesThe NEW Company ProfilewisandhaNo ratings yet
- Documents Covering Welding Inspection and QualificationDocument28 pagesDocuments Covering Welding Inspection and QualificationMohamed El SayadNo ratings yet
- Itp For All MaterialsDocument59 pagesItp For All MaterialsTauqueerAhmad100% (2)
- Temperature Prediction in Hot Tapping Process For High Pressure PipelineDocument8 pagesTemperature Prediction in Hot Tapping Process For High Pressure Pipelineamin110110No ratings yet
- 57 PQRDocument13 pages57 PQRAbdul Tri Hamdani Hamdani100% (1)
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- Corrosion Evaluation of Reboiler Tube PDFDocument11 pagesCorrosion Evaluation of Reboiler Tube PDFOwais MalikNo ratings yet
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
- 14 Shell & Tube ExchangerDocument9 pages14 Shell & Tube ExchangerEdwin AldrinNo ratings yet
- Analyses of Superheater Tube From BoilerDocument8 pagesAnalyses of Superheater Tube From Boilerromi_hamdaniNo ratings yet
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDocument7 pagesHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNo ratings yet
- 9.Mb21 5f Externally Finned TubesDocument4 pages9.Mb21 5f Externally Finned Tubesyulianus_srNo ratings yet
- FIELD HEATERS INSPECTION ProcedureDocument24 pagesFIELD HEATERS INSPECTION Procedurejabir ahmad anarwalaNo ratings yet
- Field Metallographic Replication (FMR)Document4 pagesField Metallographic Replication (FMR)Alzaki AbdullahNo ratings yet
- WPS FormatDocument7 pagesWPS FormatPradip SalunkheNo ratings yet
- Ferrite Weld Test Procedure-1Document5 pagesFerrite Weld Test Procedure-1tedmer1No ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipeashokkahirwar100% (1)
- Ferrite Testing ProcedureDocument6 pagesFerrite Testing ProcedureReadersmo0% (1)
- Inspection and Test Plan For Pressure Vessel - Important PointsDocument21 pagesInspection and Test Plan For Pressure Vessel - Important PointsNorman MoralesNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- Inspection of Boiler & Heat Exchanger TubesDocument19 pagesInspection of Boiler & Heat Exchanger TubesAnsar Hayat100% (1)
- Asme Ix Int Vol26Document17 pagesAsme Ix Int Vol26Julio CastilhosNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNo ratings yet
- 3SS NW00 00007 PDFDocument10 pages3SS NW00 00007 PDFKarthikNo ratings yet
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Drawing B BS 499 Part. 2Document10 pagesDrawing B BS 499 Part. 2محمد اظهرNo ratings yet
- Calculating Heat InputDocument5 pagesCalculating Heat InputAnonymous AlhzFE9EVNNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- An Overview of Pipeline Leak Detection TechnologiesDocument9 pagesAn Overview of Pipeline Leak Detection TechnologiesharmlesdragonNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- PWHT CooperheatDocument16 pagesPWHT CooperheatwackognNo ratings yet
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysDocument39 pagesEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441No ratings yet
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- Hardness Procedure OF Heat Exchanger and Pressure VesselDocument3 pagesHardness Procedure OF Heat Exchanger and Pressure VesselAozoraLazoraNo ratings yet
- Pro PWHT 006 Rev 1 - Procedure For PWHTDocument6 pagesPro PWHT 006 Rev 1 - Procedure For PWHTsugumar100% (1)
- PWHTDocument79 pagesPWHTnguyenNo ratings yet
- PWHTDocument103 pagesPWHTsheikbbaNo ratings yet
- SAIC-X-3002 Rev 5Document3 pagesSAIC-X-3002 Rev 5aamirapiNo ratings yet
- Saic N 2036Document6 pagesSaic N 2036aamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistaamirapiNo ratings yet
- Refractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-ADocument107 pagesRefractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-Aaamirapi100% (2)
- SATIP-X-400-01 Rev 5Document3 pagesSATIP-X-400-01 Rev 5aamirapiNo ratings yet
- Saic N 2034Document4 pagesSaic N 2034aamirapiNo ratings yet
- Saic N 2037Document5 pagesSaic N 2037aamirapiNo ratings yet
- Saes N 140Document10 pagesSaes N 140aamirapiNo ratings yet
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechDocument1 pageSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiNo ratings yet
- Saudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechDocument5 pagesSaudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechaamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2028Document4 pagesSaic N 2028aamirapi100% (1)
- Saic N 2034Document4 pagesSaic N 2034aamirapiNo ratings yet
- Saic N 2033Document5 pagesSaic N 2033aamirapiNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2029Document6 pagesSaic N 2029aamirapi100% (1)
- Saic N 2031Document4 pagesSaic N 2031aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument7 pagesSaudi Aramco Inspection ChecklistaamirapiNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 MechDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 Mechaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistaamirapi100% (2)
- Test - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignDocument1 pageTest - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignaamirapiNo ratings yet
- Saes N 120Document13 pagesSaes N 120aamirapi100% (1)
- Plateform Deleted Hence This Gate Also Not RequiredDocument1 pagePlateform Deleted Hence This Gate Also Not RequiredaamirapiNo ratings yet
- Saes N 100Document16 pagesSaes N 100aamirapiNo ratings yet
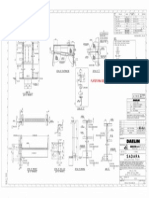
- Daelim: General NotesDocument1 pageDaelim: General NotesaamirapiNo ratings yet
- Saes N 110Document17 pagesSaes N 110aamirapi100% (1)
- MD4 203 D 7150 340 9003 009 - AwcDocument1 pageMD4 203 D 7150 340 9003 009 - AwcaamirapiNo ratings yet