You might also like
- VRM Operation and OptimizationDocument39 pagesVRM Operation and OptimizationrecaiNo ratings yet
- Polycom Process-CalculationDocument42 pagesPolycom Process-Calculationdarkcorsair100% (4)
- Roller Press Hardfacing JobDocument2 pagesRoller Press Hardfacing Jobparthasfriends100% (2)
- Grinding Mills Optimisation: Magotteaux / Slegten / Sturtevant SolutionsDocument44 pagesGrinding Mills Optimisation: Magotteaux / Slegten / Sturtevant Solutionsshani5573100% (1)
- Roller Press 1Document4 pagesRoller Press 1bipinagarwal100% (1)
- Ball Mill Vs VRMDocument15 pagesBall Mill Vs VRMvvananth0% (2)
- V SK VSK: Focus On EfficiencyDocument8 pagesV SK VSK: Focus On EfficiencyGerman Gabriel Anaya VegaNo ratings yet
- 13-IMS 2021 Roller PressDocument63 pages13-IMS 2021 Roller Presshmaza shakeelNo ratings yet
- Chuong 2-Roller MillDocument24 pagesChuong 2-Roller MillAmit Sharma0% (1)
- Vega LinersDocument80 pagesVega LinersAnonymous knICax100% (2)
- OsepaDocument7 pagesOsepaTomas Masquimillan Peñailillo100% (1)
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATFirdaus Azizan86% (7)
- OK MillDocument52 pagesOK MillHazem Hasan100% (2)
- Roller PressDocument17 pagesRoller PressArvind Kumar100% (1)
- 2006 Slag Grinding With MPS Vertical Roller MillsDocument4 pages2006 Slag Grinding With MPS Vertical Roller Millslijosh_rexy1983No ratings yet
- Blaine Reference Blaine Required e KDocument4 pagesBlaine Reference Blaine Required e KNael100% (4)
- Review RollerPress OperationsDocument331 pagesReview RollerPress OperationsAnonymous 3ESYcrKPNo ratings yet
- Clinker CoolersDocument12 pagesClinker CoolersAkhilesh Pratap SinghNo ratings yet
- Ball Mill Testingjune99Document29 pagesBall Mill Testingjune99Shakil Ahmad83% (6)
- Cement Chapter 4Document11 pagesCement Chapter 4shani5573100% (2)
- 3 Roller Press FL Smidth PDFDocument21 pages3 Roller Press FL Smidth PDFbulentbulut75% (4)
- Cement Mill - Ball Mill DynamicsDocument36 pagesCement Mill - Ball Mill DynamicsRohit Manglik100% (1)
- 08 Rp-Trouble ShootingDocument26 pages08 Rp-Trouble Shootingaff bearNo ratings yet
- VRM PresentationDocument49 pagesVRM PresentationMKPashaPasha100% (4)
- RP MaintenanceDocument31 pagesRP Maintenanceshannu826826100% (2)
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- 07 VRM PregrinderDocument21 pages07 VRM PregrinderShariq KhanNo ratings yet
- Repair and Maintenance: CoolerDocument61 pagesRepair and Maintenance: CoolerYhaneNo ratings yet
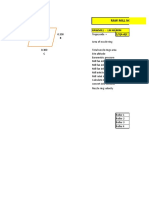
- Cement Mill Calculation DesaignDocument1 pageCement Mill Calculation DesaignHilmy MuhammadNo ratings yet
- Gebr. Pfeiffer Brochure Passion For Grinding enDocument28 pagesGebr. Pfeiffer Brochure Passion For Grinding enRollerJonnyNo ratings yet
- Vertical Roller MillDocument2 pagesVertical Roller MillAhmed Younis0% (2)
- Grinding Course: Ball Charge Design MethodsDocument12 pagesGrinding Course: Ball Charge Design MethodsVishnu Vardhan . C100% (12)
- 04 05 08Document55 pages04 05 08taghdirim100% (5)
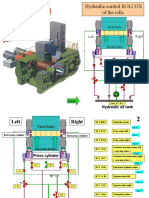
- Hydraulic Control ROLCOX of The Rolls: Left RightDocument20 pagesHydraulic Control ROLCOX of The Rolls: Left Rightiamprashantsingh0% (1)
- CCX Counter - Current CycloneDocument21 pagesCCX Counter - Current CycloneJCSNo ratings yet
- Vertical Roller Mill Steps To Adjust When Temp VariesDocument2 pagesVertical Roller Mill Steps To Adjust When Temp VariesVijay BhanNo ratings yet
- Separator Operation PDFDocument21 pagesSeparator Operation PDFAnoop Tiwari100% (1)
- Ball Charge in Ball MillDocument11 pagesBall Charge in Ball MillRanu Yadav0% (1)
- Sepax SeperatorDocument6 pagesSepax Seperatoradanis01100% (1)
- Ball Mill Ventilation AirDocument1 pageBall Mill Ventilation AirVijay BhanNo ratings yet
- 05 RP - Process Know HowDocument25 pages05 RP - Process Know Howaff bear100% (2)
- Roller Press Operation - PpsDocument20 pagesRoller Press Operation - Ppsshahid2995100% (5)
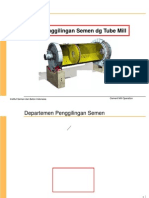
- Grinding With Tube MillDocument43 pagesGrinding With Tube MillGorissNo ratings yet
- Cement Mill Shell LinerDocument7 pagesCement Mill Shell LinerMahaveer SinghNo ratings yet
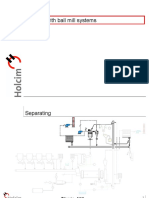
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- Powerpoint VRMDocument14 pagesPowerpoint VRMAlisa Azizah100% (2)
- Finish Grinding by Roller PressDocument3 pagesFinish Grinding by Roller PressManish Verma100% (3)
- Roller Press Classifier Circulation FactorDocument9 pagesRoller Press Classifier Circulation Factorshahid2995100% (1)
- OK Mill Symposuim Indonesia2Document69 pagesOK Mill Symposuim Indonesia2Joko Dewoto100% (3)
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDocument6 pagesGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- B Level Audit For Ball MillDocument27 pagesB Level Audit For Ball MillTin Nguyen100% (1)
- 01 Introduction To VRMsDocument35 pages01 Introduction To VRMsorcotes100% (1)
- 05 SeparatingDocument64 pages05 Separatingrecai100% (2)
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BDocument4 pagesA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneNo ratings yet
- Cpi VRMDocument26 pagesCpi VRMRobert Brown100% (1)
- Hydraulic Control System CompactDocument4 pagesHydraulic Control System CompactEmi MariniNo ratings yet
- HST Series Cone Crusher: ManualDocument24 pagesHST Series Cone Crusher: ManualDenNo ratings yet
- Lubrication System PDFDocument10 pagesLubrication System PDFHussam Baiee100% (1)
- Ms9001E Lube Oil System: GeneralDocument6 pagesMs9001E Lube Oil System: Generalferas_elnggarNo ratings yet
- ADB Tor Resilience Plan PDFDocument13 pagesADB Tor Resilience Plan PDFAGNo ratings yet
- RFP Selection SCADA DMS Consultant 8julyDocument64 pagesRFP Selection SCADA DMS Consultant 8julyChintanPandyaNo ratings yet
- Scada DetailDocument11 pagesScada DetailgohilnarendraNo ratings yet
- PLC Based Interlock Systems PDFDocument14 pagesPLC Based Interlock Systems PDFOkekporo JoshuaNo ratings yet
- Scada Sub StationDocument18 pagesScada Sub StationLaxman VeerepalliNo ratings yet
- Hart Networks 0402Document32 pagesHart Networks 0402Dhiraj KapoorNo ratings yet
- Scada SystemDocument23 pagesScada SystemMazen Al-mahbashiNo ratings yet
- User'S Guide: Controledge BuilderDocument388 pagesUser'S Guide: Controledge Builderisa ansoriNo ratings yet
- Kiln Revamping en 20180921Document33 pagesKiln Revamping en 20180921Fernando Araujo100% (2)
- Introduction To The Iec 61850 Protocol - 2019Document7 pagesIntroduction To The Iec 61850 Protocol - 2019Bradley Da SilvaNo ratings yet
- Report On PLC & ScadaDocument30 pagesReport On PLC & ScadaRajmal Menariya60% (10)
- Io ListDocument122 pagesIo ListCahyanti Dwi WinartiNo ratings yet
- SCADA System Applied To Micro Hydropower PDFDocument5 pagesSCADA System Applied To Micro Hydropower PDFBryan Roy Cordova GomezNo ratings yet
- What Is Operational Readiness and Its Role in CommissioningDocument5 pagesWhat Is Operational Readiness and Its Role in CommissioningIsma CvlNo ratings yet
- ICS ModulesDocument67 pagesICS ModulesJuan RiveraNo ratings yet
- Planning Checklist For New IGSS ProjectsDocument18 pagesPlanning Checklist For New IGSS ProjectsBabar SaleemNo ratings yet
- Sprecon e Automation Platform For Power Utilities Eng 197651Document20 pagesSprecon e Automation Platform For Power Utilities Eng 197651mohamed esmatNo ratings yet
- HIF HS81 Brochure 4-2015Document8 pagesHIF HS81 Brochure 4-2015pvalverdea2014No ratings yet
- MESA Process Interface ModuleDocument8 pagesMESA Process Interface ModulePham LongNo ratings yet
- Siemens Wincc FlexibleDocument428 pagesSiemens Wincc Flexibleibrahim100% (1)
- Ffianra: Existing ModificationDocument31 pagesFfianra: Existing ModificationGary ChanNo ratings yet
- Cement Production at Deva Cement Factory FromDocument4 pagesCement Production at Deva Cement Factory Fromdbnurse2010No ratings yet
- Chevron AOA PresentationDocument18 pagesChevron AOA PresentationJahangir Malik0% (1)
- Phase-I - DIV-B - AE - Pinkesh PatelDocument52 pagesPhase-I - DIV-B - AE - Pinkesh PatelRNo ratings yet
- Rubicon Data Sheet SlipMeterDocument4 pagesRubicon Data Sheet SlipMeterGlenn Adalia BonitaNo ratings yet
- Training CourseDocument376 pagesTraining CourseHuynh DuongNo ratings yet
- ECD485 FactsheetDocument4 pagesECD485 FactsheetharisNo ratings yet
- 智能电力监测仪表 Advanced Power Meter: User's ManualDocument73 pages智能电力监测仪表 Advanced Power Meter: User's ManualAri NursahNo ratings yet
- Operation and Control Basic.Document41 pagesOperation and Control Basic.Md ShakibNo ratings yet
- 14phdit006: Robotics and AutomationDocument2 pages14phdit006: Robotics and Automation1232023No ratings yet