Professional Documents
Culture Documents
Mantto Predictivo
Uploaded by
alejandre_mexOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Mantto Predictivo
Uploaded by
alejandre_mexCopyright:
Available Formats
CAPITULO II.
- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
CAPITULO
II.
ADMINISTRACIN
DEL
MANTENIMIENTO
CONVENCIONAL DE DUCTOS
El mantenimiento de ductos en Petrleos Mexicanos desde sus primeros aos destac por ser realizado en gran parte por medio de administracin directa, a travs de la mano calificada de su personal. Durante los aos 80s, sus administraciones comenzaron a contemplar las ventajas de la realizacin de algunos trabajos de mantenimiento por contrato, teniendo lo anterior como ventajas una menor concentracin de activos por equipos de alta especialidad con empleo inconsistente y reduccin de costos por administracin. El mantenimiento convencional de ductos en la regin marina se realiza principalmente bajo el esquema de contratacin, aplicando las tres fases del mantenimiento: predictivo, preventivo y correctivo.
II. I.- Mantenimiento predictivo
Las actividades predictivas proporcionan informacin de las condiciones fsicas de los ductos por medio de ensayos no destructivos. II.I.I Inspeccin directa. Con la finalidad de localizar y dimensionar los defectos en un ducto para evaluar el riesgo de falla y poder determinar el tipo de reparacin, se requiere de inspecciones no destructivas, siendo las recomendadas: Inspeccin Visual Se recomienda la aplicacin de este mtodo para detectar y dimensionar defectos en la superficie exterior de la pared del ducto, siempre que sta se encuentre al descubierto, ya sea por ser instalacin area o por la prctica de excavacin o inspeccin submarina, previa remocin del recubrimiento si este es de un grosor tal que impida la observacin de la superficie.
Pgina 6 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Los defectos detectables por Inspeccin Visual incluyen: picaduras, abolladuras, entallas, fugas, defectos externos de uniones soldadas, anomalas en soportara, deformacin, pliegues, defectos de recubrimiento, vibracin y contacto fsico con cuerpos y estructuras ajenas al ducto. [REF. 1]
figura 4.- Inspeccin visual de un ducto ascendente
Lquidos Penetrantes Este mtodo permite detectar ubicar y dimensionar discontinuidades superficiales en conexiones de accesorios y juntas soldadas de tuberas, como poros, picaduras y entallas agudas.
La superficie a inspeccionar y las reas adyacentes, deben limpiarse a metal blanco con chorro de arena y/o herramienta mecnica y posteriormente lavarse con agua para eliminar contaminantes como, aceite, grasas, polvo, oxidacin, pintura, etc., ya que estos contaminantes obstruyen o bloquean las grietas; cuando la superficie del rea a inspeccionar se encuentra seca se aplica en forma homognea el lquido penetrante quedando expuesto durante 5 minutos evitando el secado de este sobre la superficie. La aplicacin se efecta con aerosol de acuerdo a los requerimientos del cdigo ASME.
Pgina 7 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Una vez transcurrido el tiempo de penetracin indicado se limpia con solvente y/o agua los excedentes para proceder a la aplicacin del liquido revelador; el liquido revelador es un polvo en suspensin que se aplica con aerosol en forma de roci formando una capa delgada y uniforme que permite un contraste de fondo o sangrado con el liquido penetrante. [REF. 1]. Partculas Magnticas Es similar a lquidos penetrantes en cuanto al tipo de defectos que detecta, con la ventaja de que este mtodo permite detectar tambin discontinuidades subsuperficiales. Aplica a todos los materiales ferrosos, excepto los aceros austenticos (acero comercial). Antes del examen es necesario una buena limpieza del rea que va a examinarse, por lo menos dentro de una distancia de 25 mm. El rea mencionada debe estar libre de polvo, grasa, aceite, u otra materia extraa y tener una superficie regular, por esto, es comn esmerilar o maquinar segn se requiera. Primeramente, el rea a examinarse es magnetizada y a continuacin se aplican partculas ferromagnticas finamente divididas. Durante el desarrollo normal del examen, estas partculas se acercan a las discontinuidades de la pieza examinada, debido a las fugas del campo magntico en esa zona. El campo con puede imanes
proporcionarse permanentes,
electroimanes,
bobinas o cables colocados adecuadamente. Tambin
puede hacerse con corriente directa o alterna pasando a travs del material. [REF. 1]
Figura 5.- Inspeccin con partculas magnticas de un ducto ascendente
Pgina 8 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Ultrasonido Este mtodo permite detectar y dimensionar discontinuidades internas de carcter planar que presenten un rea lo suficientemente grande para producir la reflexin de un haz ultrasnico introducido en forma perpendicular (haz recto) u oblicua (haz angular) a la pared del componente. Tambin permite medir el espesor de pared en el componente. Las ondas ultrasnicas pasan a travs de los slidos y son reflejados al llegar a los limites de estos. En los puntos donde existe una discontinuidad, las ondas no pueden pasar y son reflejadas produciendo un eco. Este eco se muestra en un tubo de rayos catdicos revelando la presencia de los defectos. Se envan ondas ultrasnicas de muy baja longitud de onda y a muy alta frecuencia la cual puede detectar vacancias, impurezas, cambios de densidad, interfases de material. [REF. 1]
Figura 6.- Inspeccin con ultrasonido de un ducto ascendente.
Radiografa Este mtodo aprovecha la facilidad con que los rayos X o gama pueden penetrar materiales opacos. Si existe una falla, esta aparece mas clara en una pelcula sensible a la radiacin, debido a que los rayos penetran menos materiales en estas discontinuidades Es comn en la radiografa el uso de un penetrmetro. El penetrmetro esta hecho del
Pgina 9 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
mismo material a analizar y contiene alguna caractersticas de dimensiones conocidas. As se comparan las imgenes radiogrficas. Tambin se puede usar un software analizador de imgenes que pueden revelar diferencias muy sutiles de intensidad fotogrfica que significan diferencias de espesor. [REF. 1] Emisin Acstica Es una tcnica dinmica; esto significa que detecta la actividad de un defecto bajo la accin de una carga, presin o esfuerzo. Su principio es el siguiente: al activarse un defecto, se producen vibraciones mecnicas elsticas, o sea ondas acsticas, en el material, las cuales son detectadas por un transductor piezoelctrico. La seal captada es procesada y clasificada por sus atributos de amplitud, frecuencia, duracin, energa y tiempo de llegada. Esta tcnica es til para determinar si un defecto est creciendo y si degrada la resistencia estructural, adems de permitir la localizacin del defecto. Es
una tcnica muy sensible y que puede cubrir reas muy grandes en una sola prueba, en comparacin con otra tcnica de ensayo no destructivo. II.I.2 Inspeccin indirecta. Para ductos donde no es posible inspeccionar directamente ya sea por las condiciones del ambientales, tiempo o cantidad de ductos a inspeccionar, se opta por equipos especiales como lo son el equipo instrumentado de inspeccin interna y el vehculo operado control remoto (ROV) Inspeccin y levantamiento de lnea regular (ROV) Este mtodo nos permite obtener el potencial catdico, el perfil batimtrico de la lnea as como del lecho marino, esta informacin es de mucha utilidad para efectuar el anlisis de flexibilidad a las lneas submarinas el cual entre otra informacin nos indica los esfuerzos a que estn sometidas las lneas debido a las corrientes marinas, as como la importancia de ubicar correctamente el trazo de los ductos para que los trabajos de anclaje de las embarcaciones que diariamente se realizan en la sonda de Campeche se lleven a cabo con seguridad. Para llevar a cabo estos trabajos se emplean los siguientes sistemas: Vehculo operado a control remoto (ROV).
Pgina 10 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Sistema de inspeccin de proteccin catdica con sonda multielectrodos y celda remota Embarcacin de apoyo con posicionamiento dinmico DGPS.
Figura 7.- Vehculo operado a control remoto (ROV)
Vehculo Inteligente de Inspeccin Interna El uso de vehculos inteligentes (diablo instrumentado), se inici a finales de los 70s aumentando su utilizacin en los ltimos aos; La capacidad de inspeccin de
contratistas de equipos de inspeccin interna ha mejorado debido a los progresos en tecnologa de sensores y en la informtica. A pesar de todos los progresos en el diseo mecnico de los equipos, la tecnologa de inspeccin con vehculo inteligente no debe verse como infalible ya que cada herramienta tiene limitaciones en su capacidad de inspeccin que deben ser observadas. Las principales causas de resultados no satisfactorios han sido: Falta de informacin tcnica requerida de la instalacin a inspeccionar, para calibrar correctamente el vehculo inteligente. Seleccin incorrecta de la tcnica de inspeccin y/o contratista y falta de pericia para interpretar y analizar resultados.
Pgina 11 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Respecto a la frecuencia de inspeccin con vehculo inteligente, esta depende de la filosofa de inspeccin, de las condiciones de operacin y de la geometra del ducto; ya que en su mayora los ductos marinos no fueron diseados para ser inspeccionadas interiormente con vehculos inteligentes. Existen varias tcnicas disponibles para inspeccionar el interior de los ductos;, sin embargo cada tcnica o herramienta tiene limitaciones en su capacidad de inspeccin que deben ser observadas. El tipo de vehculo inteligente elegido depender del propsito de la inspeccin as como de los datos esperados de la misma. Aunque ocasionalmente los objetivos de la inspeccin de tuberas con vehculo inteligente pueden variar; en general, el propsito principal del operativo es detectar la prdida de metal. Las tcnicas aplicadas para detectar la prdida de metal en tuberas son: Fuga de Flujo Magntico (MFL). Ultrasonido Corriente de alta frecuencia Corriente campo remoto.
Aunque ocasionalmente los objetivos de la inspeccin con vehculo inteligente pueden variar, en general, la perdida de metal es lo que mas le preocupa a los operadores de sistemas de tuberas. Inspeccin del tipo Fuga de Flujo Magntico (MFL) Aproximadamente el 90% de inspecciones de perdida de metal son realizadas con diablo de fuga de flujo magntico, esta tecnologa puede ser la tcnica mas importante para detectar prdida de metal en tuberas. Esta tcnica se basa en magnetizar la pared de la tubera y detectar la fuga de flujo magntico (MFL) donde existen imperfecciones; con la MFL es posible identificar y reconocer defectos de corrosin como prdida de metal, grietas en soldadura, cordones de soldadura, (costuras), objetos metlicos adyacentes, abolladuras, fragilizacin de grietas en soldadura e inclusiones no metlicas.
Pgina 12 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Los vehculos inteligentes de MFL estn equipados con grandes yugos para magnetizar la pared de la tubera en su longitud axial; no obstante muchos errores de medida pueden ocurrir cuando el nivel de magnetismo en la tubera se desva de lo esperado. El defecto mas pequeo que puede ser detectado y medido tiene un ancho igual al espacio del sensor y una longitud igual a tres veces la distancia axial del sensor. En la industria de los vehculos de inspeccin interna estos pueden clasificarse como de baja y alta resolucin con relacin a la calidad de la medicin y/o inspeccin. Algunos vehculos inteligentes de MFL contienen sensores adicionales que sirven para discriminar entre defectos internos y externos y obtener medidas de cambios de espesor de pared. El espesor de pared se obtiene midiendo el campo magntico del fondo axial por medio de sensores de efectos de pasillo, el campo magntico se relaciona con la magnetizacin de la pared del tubo y transmite as el espesor de pared. Los vehculos inteligentes de MFL registran una gran cantidad de informacin la cual es analizada automticamente con ayuda de software para detectar indicaciones o discontinuidades relevantes. Capacidad y limitaciones. Los niveles de deteccin de los defectos son altamente dependientes del nivel de magnetismo de la pared del tubo, el ruido de la MFL es generado por el tubo y la geometra del defecto por prdida de metal. El material del ducto hace niveles de ruido de influencia magntica. En particular las tuberas sin costura crean un alto nivel de ruidos magnticos mientras que por otra parte el proceso de fabricacin de ERW da bajos niveles de ruido por fuga de flujo magntico.
Pgina 13 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Aplicabilidad Los vehculos de inspeccin interna del tipo fuga de flujo magntico pueden ser usados bajo las condiciones siguientes: Velocidades en gasoductos de 1 a 4 metros/segundo. D/t > 15, pero en el caso de que D/t < 30 deben tomarse precauciones para asegurar la suficiente magnetizacin y buena confiabilidad de la medida; Dimetro de la tubera entre 4 y 60 Todo tipo de servicio o producto transportado.
Figura 8. -Equipo instrumentado tipo flujo magntico.
Figura 9.- Principio de deteccin de defectos por fuga de flujo magntico.
Pgina 14 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Inspeccin del tipo ultrasonido Los diablos de ultrasonido utilizan transductores ultrasnicos que tienen una distancia fija a la pared del tubo. Es requerido un acoplamiento del flujo entre el transductor y la pared del tubo. Los transductores emiten pulsos de sonido los cuales son reflejadas en las superficies internas y externas de la pared del tubo. El tiempo transcurrido en la deteccin de estos dos ecos da una medida directa de el espesor de pared remanente de la tubera. El tiempo que pasa entre la emisin del impulso y el primer eco es usado para determinar la distancia del transductor a la pared interna del tubo, cualquier aumento en distancia del aislamiento conjuntamente con una disminucin del espesor de pared indica prdida interna del metal. Si se detecta una disminucin en el espesor de pared pero la distancia del aislamiento se conserva constante entonces podemos asumir que se trata de una perdida de metal exterior, laminaciones o inclusiones. Estos instrumentos de inspeccin utilizan transductores ultrasnicos piezoelctricos que emiten pulsos de sonido de 5 MHz y son colocados a una distancia constante a la pared del tubo; normalmente el transductor y el aislamiento de tal manera que el rayo ultrasnico tiene una extensin por debajo de los 10 mm. Consecuentemente, los poros mas pequeos que pueden detectarse con esta tcnica son de aproximadamente 10 mm. La frecuencia de muestreo depende de la frecuencia de la despedida del transductor ultrasnico y de la velocidad del diablo. En circunstancias optima la distancia axial del muestreo es cerca de 3 mm. Para un monitoreo exacto de la perdida de espesor de pared en tuberas la tcnica ultrasnica es mas satisfactoria que la de fuga de flujo magntico; en tuberas de gas se pueden ejecutar las corridas de equipos ultrasnicos empleando baches de lquidos como el glicol. La interpretacin de seales de ultrasonido es mas exacta que las emitidas por las de fuga de flujo magntico, las seales del aislamiento y del espesor de pared dan un mapeo de la pared del ducto mostrando todos los defectos de corrosin
Pgina 15 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Una superficie rugosa puede originar la perdida de la seal y se puede reconocer como tal, adems las laminaciones, inclusiones, grietas en soldadura, vlvulas y tees pueden ser fcilmente identificables. Hoy en da la deteccin y dimensionamiento de daos estn totalmente automatizados sin embargo la informacin es todava verificada manualmente. Los vehculos de inspeccin ultrasnicos tienen la ventaja de proveer una mejor cuantificacin del tamao de los defectos que los de fuga de flujo magntico. Aplicabilidad Los vehculos ultrasnicos de inspeccin interna pueden ser utilizados bajo las condiciones siguientes: dimetro de 6" hasta 60" de dimetro. Velocidad de 1 a 3 m/seg. Para tuberas con espesor de pared sobre los 7 mm. Para uso en ductos de servicio liquido a menos que la herramienta se utilice en un bache de liquido como el glicol. En gasoductos utilizando un modelo de vehculo inteligente que cuenta con transductores en las ruedas centradoras
PARED DEL DUCTO DISTANCIA DE MEDICIN CORROSIN EXTERNA
CUERPO DE LA HERRAMIENTA DE INSPECCIN
LIQUIDO ESPESOR DEL DUCTO GRABADORA DE DATOS LAMINACIN
TRANSDUCTOR
CORROSIN INTERNA
Figura 10.- Principio de deteccin de defectos por fuga de flujo magntico
Pgina 16 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Figura 11. Equipo instrumentado tipo Ultrasnico.
Vehculo Inteligente de Corriente Electromagntica de Alta Frecuencia La proximidad de los sensores de corrientes de alta frecuencia son montadas en un porta sensor de poliuretano y aplicado para dos tipos de medida llamadas global y local. El sensor local mide la distancia del sensor a la pared interna del tubo, el sensor global mide la distancia desde el centro del porta sensor al sensor local. La diferencias de medidas de los sensores local y global proporcionan el perfil de la tubera porque ambos, cavidades internas y corrosin general pueden ser determinadas. Esta tecnologa ha sido desarrollada para monitorear la corrosin interna en paredes de tuberas de dimetro pequeo. Capacidad y Limitaciones La tcnica de corriente electromagntica de alta frecuencia solo es eficaz para medir defectos internos, la medida efectuada es insensible al producto manejado.
Pgina 17 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Aplicabilidad Los vehculos de corriente electromagntica de alta frecuencia pueden ser utilizados bajo las condiciones siguientes: [REF. 2] dimetro de 6" hasta 12" de dimetro. Velocidades mayores de 5 m/seg. Todo tipo de producto o servicio Cuando solamente nos preocupa la corrosin interior.
II.2 Mantenimiento preventivo
Las actividades preventivas son la base para conservar la integridad de los Ductos entre ellas se describen las siguientes: II.2.1.- Proteccin Interior En los ductos de acero utilizados para el transporte de hidrocarburos, es necesario establecer un programa de evaluacin y control para minimizar los daos originados por la corrosin en el interior de las tuberas. Del fluido que se transporta se debe conocer su calidad, conociendo entre otros contaminantes, los siguientes: Bacterias, Dixido de carbono, Cloruros, cidos orgnicos, Oxgeno, Slidos precipitados, Parafinas, Agua, Sales o incrustantes, cido sulfhdrico y derivados del azufre. La proteccin interior de un ducto es considerada desde la ingeniera de diseo, la cual en algunos casos incluye el tratamiento con inhibidores de corrosin, incluyendo el suministro, instalacin y operacin del equipo y accesorios necesarios, el tratamiento de fluidos antes de entrar al ducto, incrementar la frecuencia de la limpieza interior mediante corrida de diablos, recubrimiento interior del ducto o la combinacin de estos mtodos. El ducto debe de disearse de tal forma que el rango de velocidad del fluido vare entre los lmites que causen el menor dao por corrosin. El rango inferior ms conveniente es
Pgina 18 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
el que mantenga en suspensin las impurezas evitando as la acumulacin de materiales corrosivos dentro del ducto y el lmite superior de la velocidad es aquel en el cual sean mnimos los fenmenos de corrosin-erosin y cavitacin. El flujo intermitente debe evitarse, sin embargo si no es posible, debe considerarse una velocidad de operacin tal que el fluido arrastre el agua y sedimentos acumulados en las partes bajas del ducto durante el tiempo que permaneci empacado. Si desde esta etapa se sabe, por la naturaleza del fluido a trasportar, de la posibilidad de la acumulacin de sedimento, agua o materiales corrosivos, adems de las trampas de diablos, se deben implementar equipos y dispositivos necesarios para la limpieza del ducto tales como filtros, separadores, desfogues, etc. Tambin se evita desde el diseo, sitios confinados, asociados con bridas ciegas, codos, uniones laterales, etc. Es conveniente incluir trampas, venteos y drenajes en donde se acumulen los contaminantes corrosivos y estar as en posibilidades de eliminarlos peridicamente. Cuando se tenga la presencia de agua en el hidrocarburo se debe considerar la deshidratacin del fluido, de tal forma que el contenido de agua sea aceptable. Cuando el oxgeno sea el causante de la corrosin interior. Se debe considerar la eliminacin de aire del fluido y el sistema del ducto se disear de tal forma que no haya entrada de aire. Si desde el diseo se prev la necesidad de dosificar inhibidores de corrosin, secuestrantes de oxgeno o bactericidas, deben incluirse los dispositivos de dosificacin necesarios. Otra consideracin que debe hacerse desde la ingeniera conceptual de diseo como solucin al manejo de fluidos que contienen contaminantes corrosivos, es la del empleo de recubrimientos interiores, complementado con inhibidores que actuarn en reas en donde el recubrimiento pudiese tener poros o en zonas prximas a la soldadura de campo. En los ductos en donde se proyecta dosificar inhibidores de corrosin deber incluirse desde el diseo la colocacin estratgica de dispositivos para la evaluacin y control, tales como: niples, muestreadores, carretes testigo, probetas laterales, trampas de lquidos , trampas de diablos para emplear equipo instrumentado, etc..
Pgina 19 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
La dependencia operativa que entregue el producto a transportar por el ducto, ser responsable de que ste contenga el mnimo de elementos corrosivos de acuerdo a las especificaciones fijadas en el diseo; existen tablas que muestran los lmites mximos permisibles para algunos productos. Anlisis qumicos Se debern tomar muestras representativas para determinar los contaminantes corrosivos y productos de corrosin. Las tomas de muestras las deben hacer personal capacitado siguiendo el procedimiento adecuado sin descuidar los aspectos de seguridad; siendo importante que el equipo usado en el muestreo sea el adecuado y est libre de contaminantes. Si hay agua liquida en el sistema, se debe investigar si contiene dixido de carbono, cido sulfhdrico, bacterias, cidos y cualquier otro contaminante corrosivo y la frecuencia de los anlisis se fijar de acuerdo a las variaciones que se tengan en la calidad del fluido. Un criterio similar se usar en el anlisis de las muestras que se obtengan en los corridas de diablos. Mtodos para el control de la corrosin interior Los mtodos indicados a continuacin se aplican en forma individual o combinados, de acuerdo al criterio del ingeniero de corrosin, considerando los antecedentes de corrosividad de los fluidos transportados y de los objetivos fijados en el programa de control de corrosin interior. Diablos de limpieza.- La funcin de la corrida de limpieza es mejorar y mantener limpia la superficie interna de los tubos, removiendo y eliminando los contaminantes y depsitos.
Pgina 20 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Figura 12.- Diablos de Limpieza
Hay una gran variedad de tipos de diablos en el mercado con diferentes capacidades de limpieza, los hay de navajas, copas y cepillos, superficies abrasiva, semi-rgido, esferas, espuma de poliuretano, etc. Inhibidores de corrosin. Cuando se transportan fluidos corrosivos, debe considerarse la adicin de inhibidores como una medida para mitigar la corrosin, en el mercado existen numerosos tipos y formulaciones de inhibidores de corrosin, cada uno con caractersticas qumicas, fsicas y de manejo particular, debiendo usar los adecuados para aplicaciones especficas. La seleccin adecuada de un inhibidor depende: del costo - beneficio, compatibilidad con el fluido y otros aditivos, facilidad en el manejo, dosificacin y posibilidades de que tenga efectos nocivos en procesos posteriores. Para la seleccin de inhibidores tambin deben considerarse las pruebas de laboratorio, pruebas de campo, experiencia en la industria y recomendaciones del fabricante, as como su eficiencia, grado de solubilidad, proporcin requerida de inyeccin, etc.
Pgina 21 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Figura 13.- Inyeccin de Inhibidores de Corrosin
Recubrimiento interior de ductos. El recubrimiento interior de ductos debe considerarse como otro recurso para el control de corrosin interior, ya que proporcionar una barrera fsica entre el acero y el fluido transportado.Tambin se considera una solucin en reas especiales como en cabezales de estaciones o lneas de descarga de pozos de dimetro tal que no sea factible o econmico usar alguna otra tcnica de control de corrosin. El recubrimiento seleccionado deber ser resistente al ataque del fluido y de sus contaminantes corrosivos o inhibidores, adems deber ser compatible con el fluido. [REF. 3] Registros del control y evaluacin de la corrosin interior Los registros del control de la corrosin interior se deben documentar en forma clara, concisa y metdica incluyendo los siguientes puntos: Anlisis del flujo, incluyendo su velocidad y contenido de impurezas. Consideraciones fsicas del ducto: dimetro, longitud, espesor de pared, especificacin del material, cambios de dimetro, recubrimiento interior, tipo, etc. Consideracin de tratamientos tales como: deshidratacin deareacin, inhibidores, aditivos qumicos, etc.
Pgina 22 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Equipo de monitoreo. Inspeccin visual del ducto Inspeccin y pruebas de testigos, probetas y otros recursos de monitoreo como muestras, anlisis qumicos y microbiolgicos, inspeccin con diablo instrumentado, etc. Corrida de diablos de limpieza incluyendo la fecha, tipo de diablo, cantidades de agua y slidos removidos en cada tramo. Tipo de inhibidor y dosificacin. Estadsticas de fallas, fugas y corridas de diablos de limpieza e instrumentados. II.2.2- Proteccin Exterior La proteccin exterior para prevenir la corrosin en ductos enterrados y/o sumergidos se lleva a cabo mediante la aplicacin de recubrimientos anticorrosivos, complementados con sistemas de proteccin catdica. Se debe poner especial atencin para atenuar los efectos de corrientes extraas y parsitas en caso de confirmar su existencia en instalaciones tales como: trampas de diablos, estaciones de compresin y bombeo, tanques, bateras de recoleccin, terminales de distribucin, etc. Proteccin Catdica La proteccin catdica constituye el mtodo ms importante de todos los que se han intentado para conseguir el control de la corrosin. La tcnica genera una corriente elctrica exterior que reduce virtualmente la corrosin a cero, pudindose mantener una superficie metlica en un medio corrosivo sin sufrir deterioro durante un tiempo indefinido. El mecanismo de proteccin se centra en la generacin de la corriente externa suficiente que, entrando por toda la superficie del elemento a proteger, elimina la tendencia de los iones metlicos de ste a entrar en disolucin. En la prctica se puede aplicar la proteccin catdica para proteger metales como acero, cobre, plomo, latn, aceros inoxidables y aluminio, contra la corrosin en todos los tipos
Pgina 23 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
de suelos, y medios acuosos. No puede emplearse para evitar la corrosin en reas de metal que no estn en contacto con el electrolito. De la misma forma, el mtodo permite un control muy fcil de esta proteccin, mediante la medida de los potenciales naturales respecto a pilas de referencia estndares. Las pilas de referencia comnmente empleadas se muestran en la tabla siguiente, al igual que los potenciales recomendados de proteccin catdica para distintos materiales. La proteccin catdica requiere una fuente de corriente contnua y un electrodo auxiliar o nodo por donde se inyecta la corriente al medio donde se encuentra la estructura a proteger. Los sistemas de PROTECCIN CATDICA CONTRA LA CORROSIN, pueden aplicarse para proteger las siguientes instalaciones: Exterior de tuberas enterradas o sumergidas, que vehiculen cualquier tipo de fluido o producto slido, lquido o gaseoso. Fondo exterior de tanques apoyados en el suelo o el agua que contengan cualquier producto. Exterior de barcos y construcciones metlicas relacionados con la navegacin, como boyas, diques flotantes, etc, parcialmente sumergidos, tanto para agua marina como dulce. En funcin del tipo de fuente de la corriente continua usada para la proteccin se pueden distinguir distintos sistemas: por nodos de sacrificio o por corriente impresa. 3.1.- Por nodos de Sacrificio La tcnica consiste en aadir un nodo cuyo potencial de reduccin sea mucho menor al del elemento a proteger, y por un simple efecto de pila galvnica, se obtiene la proteccin de dicho elemento, al destruirse el nodo (que se sacrifica). Figura 14.
Pgina 24 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Figura 14.- nodo de sacrificio en gasoducto.
Los ejemplos ms comunes son el uso de zinc en galvanizados, o en pinturas, o de magnesio en calderas de agua dulce, para la proteccin del acero, o del acero revestido. Los metales ms usados como nodos de sacrificio son el Zinc y el Aluminio para el agua de mar, y el Magnesio o el Zinc para suelo o agua dulce. Las principales ventajas del empleo de nodos de sacrificio son: Funcionan independientemente de una fuente de energa elctrica. Su instalacin es simple, y si despus de una inspeccin no se obtienen los niveles deseados de proteccin, pueden fcilmente aadirse nuevos nodos. Nunca pueden estar incorrectamente unidos a la estructura. No hay que ejercitar funciones de control del sistema sino slo la toma de potencial. Difcilmente se dan problemas por sobreproteccin. Es fcil obtener distribuciones uniformes de potencial en una estructura.
Pgina 25 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Las desventajas radican en: Slo se pueden emplear en medios de bajas resistividades. Son necesarios grandes cantidades de nodos para proteger grandes superficies. En instalaciones enterradas, la sustitucin al cabo de los aos supone un elevado coste de obra civil.
Por Corriente impresa La proteccin catdica por corriente impresa consiste en obtener la corriente elctrica (DC) de proteccin, a partir de una fuente externa, ya sea de un suministro de energa elctrica en (AC), a travs de un transformador-rectificador, o por energa fotovoltaica o elica. Una instalacin de proteccin por corriente impresa consta de: 01 transformador-rectificador o unidad central de potencia. 01 Cama de nodos dispersor de la corriente en el medio conductor (suelo, agua) Conductores de unin para polo positivo del rectificador hasta la cama de nodos, y desde el polo negativo hasta los elementos a proteger. Las ventajas del uso de la corriente impresa son: Posibilidad de tener tensiones altas, para proteger grandes superficies incluso no recubiertas y en medios de alta resistividad. Pueden controlarse las prestaciones del sistema, ajustando la corriente de salida Permiten un mayor control y seguimiento de la proteccin, incluso permite almacenar medidas peridicas de forma automtica, al incorporar procesos automatizados. Las mayores desventajas radican en: La necesidad de una fuente externa de energa. La posibilidad de sobreproteccin, y los daos que esta pueda ocasionar cuando el sistema esta mal ajustado. El riesgo de que si la conexin (polo negativo) al elemento a proteger se destruye, se provoque un a corrosin acelerada por corrientes vagabundas sobre el mismo. [REF.4]
Pgina 26 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Aplicacin de Recubrimiento Anticorrosivo Con el fin de evitar la corrosin superficial de las tuberas, se aplican diferentes tipos de pintura, de acuerdo con el medio ambiente al que estn expuestas. Inspeccin del Recubrimiento de las Tuberas Enterradas. Es la revisin que se realiza desde la superficie del terreno, para detectar fallas en la proteccin exterior que tienen las tuberas enterradas, la informacin que se obtienen del monitoreo, es muy valiosa ya que nos permite efectuar una toma de decisiones adecuada y oportuna, con la finalidad de prevenir daos por corrosin en las partes que tengan el recubrimiento deteriorado. II.3 Mantenimiento Correctivo Con las actividades correctivas se logra restablecer la integridad de los ductos y ampliar su vida til. La decisin de reparar un ducto est en funcin de la severidad del defecto presente por lo que es necesario conocer las formas de dao en las tuberas II.3.1- Principales formas de daos en tuberas submarinas A continuacin se presentan las categoras de clasificacin de defectos tpicos de las tuberas de recoleccin y transporte de hidrocarburos [REF 5].
Pgina 27 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Tabla 2.1 Clasificacin de defectos Clasificacin Forma
Defectos progresivos Por su Evolucin Defectos estticos
Comentario
Principal tipo de daos
corrosin uniforme, son aquellos cuyas dimensiones se corrosin localizada, incrementan con el tiempo, debido a laminaciones y efectos ambientales, mecnicos y/o de ampollamiento por servicio hidrogeno abolladuras, entallas y son defectos cuyas dimensiones no se rayones, deformacin y alteran con el paso del tiempo pliegues grietas, desalineamientos, socavaciones, falta de fusin, y falta de penetracin de la soldadura; traslapes, picaduras, incrustaciones durante el rolado, endurecimientos localizados, laminaciones e inclusiones corrosin uniforme y localizada, externa e interna, la fragilizacin por hidrgeno, agrietamiento por corrosin-esfuerzo en soldaduras y agrietamiento inducido por hidrogeno.
Defectos de manufactura
Ocurren durante la fabricacin del tubo
Por su origen
Se deben a la combinacin de un material susceptible con un ambiente Defectos causados por agresivo y en ciertos casos con esfuerzos el servicio
Defectos causados por fuerzas externas Defectos de construccin
Por su geometra
Puntuales
abolladuras, ralladuras, identaciones, pandeamiento y deformacin socavacin, fusin falta de Son introducidos durante la soldadura incompleta, de campo penetracin, grietas y desalineamientos Son defectos pequeos, cuyas dimensiones (largo y ancho) son del mismo orden de magnitud que el espesor. Normalmente este tipo de defectos no degrada la resistencia del tubo y solo producen riesgo de fugas
Se deben al contacto fsico con otros objetos, as como a las presiones por movimiento de suelos, subsidencia y presiones de viento o marea
Pgina 28 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
clasificacin
Forma
Comentario
PRINCIPAL tipo de daos
Por su geometria
Son defectos cuyo ancho es menor al equivalente de 5 minutos tcnicos de la circunferencia y su largo es al menos Axiales diez veces el ancho. Son muy sensibles a la presin y pueden producir fugas y explosiones. Circunferenci Son defectos cuya dimensin mayor esta en el ancho. ales Aereales Son aquellos cuyo largo y ancho son similares y a su vez mucho mayores que el espesor
Por su comportamiento mecnico
Su crecimiento y falla es impulsada por el esfuerzo circunferencial inducido por la presin interna, pudiendo suceder que Defectos fallen cuando la presin controlados rebasa un determinado por la presin valor o bien si su tamao es lo suficientemente grande como para fallar a la presin normal de operacin Su comportamiento es el Defectos mismo que en el caso controlados anterior, excepto que la por el fuerza impulsora es el esfuerzo esfuerzo longitudinal en la longitudinal tubera. Son defectos que provocan Defectos fuga pero no ponen en fugantes riesgo de explosin o colapso a la tubera
Grietas axiales, erosin, corrosin uniforme, picaduras y cazuelas, delaminaciones escalonadas, golpes, entallas agudas, identaciones y rayas longitudinales, defectos en la costura longitudinal y bandas de inclusiones
Los defectos susceptibles de falla bajo este esfuerzo son: todo tipo de defectos cuya dimensin mxima este en la direccin circunferencial picaduras pequeas y grietas cortas y profundas.
II.3.2 Criterios de reparacin. Generalmente para decidir cuando se debe reparar un tramo de un ducto se consultaba los criterios de la CID -NOR-N-SI-0001 prrafo 6.5.5, ASME B31G, y las normas de diseo ASME B31.4 y ASME B31.8. pero estos criterios son demasiado conservadores ya que se basan en valores limite de crecimiento de defectos.
Pgina 29 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Actualmente la decisin de reparar un ducto est en funcin de la severidad del defecto presente. Para un ducto esta decisin esta basada en dos criterios: 1. La capacidad del ducto de soportar la presin interna (su resistencia residual) 2. La vida remanente del ducto. Si el defecto reduce la vida remanente a un periodo menor del esperado para la operacin la reparacin es necesaria. La decisin en trminos de la resistencia residual es algo mas complicada y se explica en el capitulo III. II.3.3 Tipos de reparacin. Si no es posible dejar el ducto fuera de servicio, las reparaciones pueden realizarse mediante la instalacin de una envolvente circunferencial (camisa) completa, soldada o atornillada de fbrica Una camisa es un elemento cilndrico de alta resistencia mecnica y que encierra completamente la zona de daada de una tubera, actuando como refuerzo mecnico para ayudar al ducto a soportar las expansiones causadas por la presin de operacin o como un contenedor hermtico para el caso de un tubo con fuga.
Figura 15.- Instalacin de una Envolvente Metlica
Pgina 30 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Tipos de camisas y fabricacin [REF.4] Por su funcin sobre el tubo, los encamisados se clasifican en dos tipos bsicos: TIPO A: Provee un refuerzo mecnico al tubo, pero no es diseada para contener la presin del fluido ni fugas. TIPO B: Se conceptualiza como un recipiente a presin, diseado para contener la presin de operacin del ducto en caso de fuga.
Por su concepcin de diseo como contenedor de presin, las camisas tipo B deben ser soldadas completamente al ducto, mientras que en las camisas tipo A la soldadura circunferencial es opcional y en algunos casos es prohibido. En la actualidad existen en el mercado numerosos tipos de camisas cuyos diseos varan en funcin del material, la geometra y la forma en que se ajustan sobre el tubo. Por el material una camisa puede ser Metlica o No metlica Camisas metlicas Las camisas metlicas pueden ser fabricadas de acero grado tubera o incluso forjadas en formas especiales, como las camisas de la marca Plidco, cuya forma se muestra en la siguiente figura (Plidco es una marca comercial).
Ceja para brilos
Cuerpo principal
Aro de sello hermtico
Figura 16. Seccin de una camisa forjada Plidco.
Pgina 31 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Una camisa metlica puede ser diseada para ajustarse sobre el tubo, soldarse o atornillarse y puede ser conformada de manera especial para seguir la curvatura del tubo o el contorno de las coronas de soldadura del tubo base. La camisa puede ser fabricada a partir de un tubo de un dimetro un poco mayor al del tubo a reparar, cortndose longitudinalmente a la mitad, o bien fabricadas por rolado de placa, forja o fundicin. Una camisa tpica es fabricada a partir de dos mitades de cilindro, que se colocan alrededor del tubo daado, alinendose y unindose longitudinalmente. Los cdigos para recipientes a presin y sistemas de tuberas requieren que la camisa sea diseada para soportar como mnimo la presin de diseo del ducto y deben ser de una longitud axial mnima de 4 pulgadas, no habiendo limitante expresa para la longitud mxima. La unin de las dos mitades de cilindro puede realizarse por soldadura o por birlos. La unin por soldadura puede ser: longitudinal a tope (a) o mediante soldadura de una cinta de solapa (b); o por la unin con birlos, con dos cejas a cada una de las dos mitades de cilindro (c). La soldadura longitudinal a tope de la camisa tipo(a), es la mas recomendable para camisas tipo A colocadas en tuberas de alta presin donde el esfuerzo circunferencial es mayor del 50% del esfuerzo de cedencia del material de fabricacin del tubo y es prcticamente obligatoria para las camisas tipo B, ya que al ocurrir la presurizacin del espacio anular se inducen altos esfuerzos en los filetes y la eficiencia de junta de la tira traslapada es muy baja. En las camisas tipo A con soldadura circunferencial a tope es necesario colocar una cinta de respaldo entre el tubo y la unin a fin de evitar el posible dao por calor al tubo base. La cinta de respaldo puede ser una solera metlica o de cualquier material refractario. Si se usa solera de acero, un espesor de 1/16 es suficiente y la cinta puede ser punteada a la camisa para que no se mueva durante la instalacin. La unin con tira traslapada tipo (b) puede aplicarse en tuberas a baja y media presin y en camisas tipo A, ya que el esfuerzo en la camisa es solo una fraccin del esfuerzo en el tubo, reducindose a mayor espesor de la camisa.
Pgina 32 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Durante la instalacin de una camisa metlica se puede sacar ventaja de la contraccin trmica de la soldadura longitudinal al enfriarse y lograr un mejor ajuste de la camisa sobre el tubo. Esto se consigue con una secuencia adecuada de soldadura. Lo mas recomendable es tener dos soladores soldando simultneamente a cada lado de la camisa. Si se tiene un solo soldador, este puede alternar pases a cada lado de la camisa. [REF. 6] Camisas no metlicas Las camisas no metlicas son fabricadas por lo general de una cinta de material compuesto de fibras de alta resistencia contenidas en un polmero. El material compuesto mas frecuentemente usado es la fibra de vidrio en resina epxica o de poliuretano. La cinta se aplica como un vendaje sobre el tubo, con la ayuda de un pegamento, con o sin tensin durante el enrollado. EL material de la matriz del compuesto puede estar ya endurecido o ser activado durante la colocacin. Cuando la resina y el pegamento endurecen, la camisa prcticamente forma una estructura monoltica sobre el tubo y proporciona un reforzamiento muy grande sobre el tubo. Normalmente una camisa no metlica se disea para que soporte una presin interna en el tubo de al menos 1.5 veces la presin de falla de un tubo sano. Adems de constituir un refuerzo sobre el tubo, la camisa no metlica es un aislamiento que protege contra la corrosin exterior y el desgaste. Las camisas no metlicas, prcticamente son fabricadas en el sitio de la reparacin, por lo que la capacitacin del personal que las instala y el correcto procedimiento son dos requisitos fundamentales. La cinta es generalmente provista en forma de rollos de que se van enrollando sobre el tubo, con la aplicacin de un adhesivo entre cada capa para constituir al final una estructura monoltica. La superficie del tubo a reparar debe estar seca, limpia de polvo, xido y desechos y el acabado debe ser terso y uniforme. Al preparar el adhesivo y aplicarlo debe tenerse en cuenta la temperatura del tubo a reparar, ya que el tiempo de endurecimiento del adhesivo depende de la temperatura. Tpicamente a 0 C el tiempo para aplicar el pegamento es de unos 45 minutos, mientras que a 40 C se reduce a 20
Pgina 33 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
minutos. Una vez colocado el refuerzo, despus de 2 a 4 horas ha alcanzado su resistencia mxima y se puede poner en servicio la lnea. En estas camisas se requiere que los defectos que impliquen prdida de metal y deformacin hacia el interior, como corrosin externa, abolladuras, etc. sean resanados con resina para restablecer la circunferencia del tubo, mientras que los defectos salientes como coronas altas, arrugas, etc., deben ser esmerilados hasta el nivel de la superficie. Las camisas no metlicas no son aplicables cuando existen fugas, ni para reparar defectos agudos como grietas y entallas y tampoco se recomiendan para defectos con mas de 80% de prdida de metal de la pared, sin embargo, la principal limitacin de las envolventes no metlicas es la temperatura, la cual est limitada a unos 70 C. Camisas con relleno de espacio anular Las investigaciones del comportamiento de defectos en tuberas a presin interna han demostrado que la falla de un defecto siempre inicia con la deformacin hacia el exterior de la zona defectuosa del tubo. Si la deformacin hacia el exterior se restringe, el defecto no falla. Este hallazgo ha motivado que se opte por rellenar el espacio anular entre el tubo y la camisa con un material que de se conforme perfectamente sobre el contorno irregular de la superficie del tubo y garantice un contacto ntimo con la parte interna de la camisa, para que los esfuerzos generados en el tubo sean transmitidos a la camisa y las zonas defectuosas no se expandan hacia el exterior. El espacio anular puede ser rellenado mediante la infiltracin de un material fluido que posteriormente solidifique, para formar un cuerpo continuo entre el tubo, el relleno y la camisa. Este tipo de camisas resultan ser de una elevada resistencia y en caso de las camisas tipo B con relleno de material endurecible, la reparacin es totalmente hermtica y prcticamente indestructible. En algunos casos se ha optado por restringir la expansin del tubo base presurizando con algn gas o lquido inerte el espacio anular en una camisa tipo B, sin embargo esta operacin es de alto riesgo pues hay que presurizar a una presin igual o mayor a la de operacin del ducto. El desarrollo de mejores resinas endurecibles para relleno del
Pgina 34 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
espacio anular prcticamente ha eliminado el uso de las camisas presurizadas, limitando su uso al control de fugas ya existentes. Camisas mecnicas Las camisas mecnicas son camisas unidas por tornillos o birlos y que no se sueldan al tubo base. Para contener fugas, estas camisas cuentan con empaque de sello que se aprieta por medio de tornillos y dependiendo de la temperatura, tipo de empaque y diseo, pueden resistir hasta 100 kg/cm2 (1400 psi), sin fugar. El origen de las camisas mecnicas se remonta a los coples usados para unir tuberas cuando an no exista la soldadura; de hecho, en 1920 se estimaba que un 90% de las tuberas de transmisin estaban unidas por coples mecnicos y algunos de ellos estn todava en servicio. La gran ventaja de las camisas mecnicas es que no restringen la deformacin longitudinal y al mismo tiempo restringen eficientemente los esfuerzos por flexiones y pandeos, resultando una excelente opcin para la reparacin de defectos circunferenciales adems de servir como junta de expansin. Los fabricantes de juntas y coples mecnicos son usualmente los proveedores de camisas mecnicas, los cuales cuentan con una extensa variedad de diseos para proveer sello y refuerzo a una reparacin. La versatilidad de estas camisas las hace aptas para prcticamente cualquier tipo de reparacin en servicio con la ventaja de que pueden aplicarse en ductos con fugas activas, en cualquier ambiente y pueden fabricarse incluso en diseos adaptados para casos especiales en tiempos muy cortos. Conexiones hidrulicos y Mecnicos En el medio submarino se utilizan como accesorios de reparacin los coples mecnicos e hidrulicos que sirven para sustituir piezas daadas (Tubos, bridas, etc.) sin la necesidad de utilizar soldadura hiperbrica; reduciendo con ello tiempos de reparacin y costos. As mismo los trabajos se ejecutan con seguridad.
Pgina 35 de 135
CAPITULO II.- ADMINISTRACIN DEL MANTENIMIENTO CONVENCIONAL DE DUCTOS
Figura 17. Conectores empleados en la reparacin de ductos submarinos.
Pgina 36 de 135
You might also like
- Brochure Corrosión y ProtecciónDocument44 pagesBrochure Corrosión y ProtecciónGRANRICKYNo ratings yet
- 332 Nio0802Document8 pages332 Nio0802Ruben Ham Caba HizukaNo ratings yet
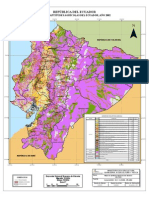
- Aptitudes Agricolas de EcuadorDocument1 pageAptitudes Agricolas de EcuadorGRANRICKYNo ratings yet
- Acero de Los Andes PDFDocument469 pagesAcero de Los Andes PDFGRANRICKYNo ratings yet
- Planificación Mar-Jul 2011Document9 pagesPlanificación Mar-Jul 2011GRANRICKYNo ratings yet
- Formato Plan de Emergencia+Cb-dmq - DesbloqueadoDocument8 pagesFormato Plan de Emergencia+Cb-dmq - Desbloqueadopatortiz19800% (1)
- Control Con Lógica DifusaDocument9 pagesControl Con Lógica DifusaGRANRICKYNo ratings yet
- Acero de Los Andes PDFDocument469 pagesAcero de Los Andes PDFGRANRICKYNo ratings yet
- Deber Control AutomáticoDocument29 pagesDeber Control AutomáticoGRANRICKYNo ratings yet
- TermocuplasDocument28 pagesTermocuplasLuis Fernando Armas AlmeidaNo ratings yet
- Tarea TareaDocument3 pagesTarea TareaGRANRICKYNo ratings yet
- TurbulenciaDocument17 pagesTurbulenciaGRANRICKYNo ratings yet
- 1215 Regl Sust Regl Ambiental Operaciones HidrocarburiferasDocument106 pages1215 Regl Sust Regl Ambiental Operaciones HidrocarburiferasCarlos SamaniegoNo ratings yet
- 1orgullo de Ser EcuatorianoDocument18 pages1orgullo de Ser EcuatorianoGRANRICKYNo ratings yet
- Des Fisicas Del Agua en Funcion A La TemperaturaDocument1 pageDes Fisicas Del Agua en Funcion A La TemperaturaJosé Gregorio Campos ContrerasNo ratings yet
- MSDS Nalco 5403Document14 pagesMSDS Nalco 5403GRANRICKYNo ratings yet
- NPSH: Parámetro clave para evitar cavitación en bombasDocument2 pagesNPSH: Parámetro clave para evitar cavitación en bombasastralprojektion_01No ratings yet
- 1 Concepto Personal de La IngenieríaDocument1 page1 Concepto Personal de La IngenieríaGRANRICKYNo ratings yet
- Identificación y peligros de SKL-SP2Document12 pagesIdentificación y peligros de SKL-SP2GRANRICKYNo ratings yet
- OleoductoDocument11 pagesOleoductoCésar CurayNo ratings yet
- 9 Resumen PPT JV Power PointDocument7 pages9 Resumen PPT JV Power PointGRANRICKYNo ratings yet
- 1 Fundamentos TeoricosDocument1 page1 Fundamentos TeoricosGRANRICKYNo ratings yet
- Norma Ohsas 18001Document24 pagesNorma Ohsas 18001GRANRICKYNo ratings yet
- Msds Tintas Penetrantes - Limpiador Skc-SDocument11 pagesMsds Tintas Penetrantes - Limpiador Skc-SGRANRICKYNo ratings yet
- Resolución C.D. 333 Reglamento para El Sistema de Auditoría de Riesgos Del Trabajo - ""Sart""Document19 pagesResolución C.D. 333 Reglamento para El Sistema de Auditoría de Riesgos Del Trabajo - ""Sart""IASISAT Consultores0% (1)
- MSDS Belzona 1111Document6 pagesMSDS Belzona 1111GRANRICKYNo ratings yet
- Msds Tintas Penetrantes - Revelador Skd-s2Document11 pagesMsds Tintas Penetrantes - Revelador Skd-s2GRANRICKYNo ratings yet
- OHSAS 18k - RelacionesDocument1 pageOHSAS 18k - RelacionesGRANRICKYNo ratings yet
- Instructivo SartDocument35 pagesInstructivo SartIASISAT ConsultoresNo ratings yet
- Peligros-Riesgos OHSAS 18001Document1 pagePeligros-Riesgos OHSAS 18001GRANRICKYNo ratings yet