You might also like
- Clean and Efficient Optimization of EAF Dedusting SystemsDocument8 pagesClean and Efficient Optimization of EAF Dedusting SystemsmshahNo ratings yet
- Modern Blast Furnace (BF) and Converter (Bof) Gas Cleaning - A Report of State-Of-The-Art TechnologyDocument11 pagesModern Blast Furnace (BF) and Converter (Bof) Gas Cleaning - A Report of State-Of-The-Art TechnologycvfNo ratings yet
- Compressor Dry Gas SealsDocument12 pagesCompressor Dry Gas SealsRajeev Domble100% (3)
- Hydrogen Compressor Dry Running Piston RingDocument12 pagesHydrogen Compressor Dry Running Piston RingMachineryeng100% (1)
- Diaphragm H2 CompressorDocument20 pagesDiaphragm H2 Compressornelsonsa88100% (1)
- Dry-Running Vacuum Pumps Can Handle Corrosive MediaDocument3 pagesDry-Running Vacuum Pumps Can Handle Corrosive MediaAlexander RivillasNo ratings yet
- Gas NsturslDocument17 pagesGas NsturslJoffre PiedraNo ratings yet
- Explosion DoorDocument15 pagesExplosion DoorGaluhNo ratings yet
- Design of A Chimney With GRP Liner For Low and High Temperature OperationDocument5 pagesDesign of A Chimney With GRP Liner For Low and High Temperature OperationhozipekNo ratings yet
- ECO-Panel Design N Installation Manual - ContentsDocument12 pagesECO-Panel Design N Installation Manual - ContentstechnokakiNo ratings yet
- Clean Agent Enclosure Design For NFPA 2001 Retrotec Version PDFDocument8 pagesClean Agent Enclosure Design For NFPA 2001 Retrotec Version PDFNa2_tuNo ratings yet
- CMHC2000-Rigid Air Barrier AssembliesDocument4 pagesCMHC2000-Rigid Air Barrier Assemblieskulov1592No ratings yet
- T4S5O4 Paper PDFDocument17 pagesT4S5O4 Paper PDFtrung2iNo ratings yet
- Sellos para Vacio Criterio de DiseñoDocument8 pagesSellos para Vacio Criterio de Diseñogabinho755416No ratings yet
- Chapter 8 Duct Design and SealingDocument14 pagesChapter 8 Duct Design and SealingMiguel FloresNo ratings yet
- Clean Agent Enclosure Design Per NFPA 2001Document9 pagesClean Agent Enclosure Design Per NFPA 2001amechmar5935No ratings yet
- Ijfeat: Application of Electrostatic Precipitator in Cement PlantDocument7 pagesIjfeat: Application of Electrostatic Precipitator in Cement PlantElwathig BakhietNo ratings yet
- Tower Q It News NotesDocument7 pagesTower Q It News NotessahjNo ratings yet
- Dry Gas Seal1Document8 pagesDry Gas Seal1anshug1016100% (1)
- Spe163887 PDFDocument11 pagesSpe163887 PDFCarlos Ulises LeonidasNo ratings yet
- 2A?Djkhkcu: Insulation & LiningsDocument4 pages2A?Djkhkcu: Insulation & LiningsbenssjNo ratings yet
- High Performance RetrofitDocument8 pagesHigh Performance RetrofitJose Fernando Barrera ValderramaNo ratings yet
- Diesel Effect Problem Solving During Injection MouldingDocument6 pagesDiesel Effect Problem Solving During Injection MouldingJohn WayneNo ratings yet
- ReducingDocument8 pagesReducingnamanhdqNo ratings yet
- A New Fire Protection Mortar With Unique Properties: MBT Latin AmericaDocument4 pagesA New Fire Protection Mortar With Unique Properties: MBT Latin AmericaHarold TaylorNo ratings yet
- JT LTS Vs VortexDocument4 pagesJT LTS Vs VortexIlya Popik100% (1)
- 2012-07 Clean Agent Enclosure Design For NFPA 2001 SFPE Magazine Version-No FilepathDocument8 pages2012-07 Clean Agent Enclosure Design For NFPA 2001 SFPE Magazine Version-No FilepathMedhat ElhagrasiNo ratings yet
- SS Pipe Weld PurgingDocument5 pagesSS Pipe Weld Purging888ddbNo ratings yet
- Fabric Expansion JointsDocument20 pagesFabric Expansion JointsBradley NelsonNo ratings yet
- Gas Turbine Blade Cooling PDFDocument14 pagesGas Turbine Blade Cooling PDFOlbira Dufera100% (2)
- PR New Chimney LetterDocument4 pagesPR New Chimney LetterAnkur KumarNo ratings yet
- Gas Purging Optimizes Root WeldsDocument3 pagesGas Purging Optimizes Root Weldsta_binhaaaNo ratings yet
- 243 01 Cold Box Process PDFDocument7 pages243 01 Cold Box Process PDFNayan PatelNo ratings yet
- Clean Agent Enclosure Design For NFPA 20Document9 pagesClean Agent Enclosure Design For NFPA 20NESTOR YUMULNo ratings yet
- Pre-Heater of Nat GasDocument12 pagesPre-Heater of Nat GasStl JoseNo ratings yet
- Blower Door Tests (En 13829) For Quality Assurance - Getting Air-Tight Buildings in Retrofitting, TooDocument6 pagesBlower Door Tests (En 13829) For Quality Assurance - Getting Air-Tight Buildings in Retrofitting, TooSam WeberNo ratings yet
- Cigre B2-313Document6 pagesCigre B2-313salvandyNo ratings yet
- 243 01 Cold Box ProcessDocument7 pages243 01 Cold Box ProcessAhmet ÖzelNo ratings yet
- Aerogel JPT2006 06 Tech UpdateDocument1 pageAerogel JPT2006 06 Tech UpdateGeoffreyHunterNo ratings yet
- 22 Piston Rings e PDFDocument12 pages22 Piston Rings e PDFBhumin PatelNo ratings yet
- Consider A Practical Approach To Vacuum Unit RevampsDocument10 pagesConsider A Practical Approach To Vacuum Unit RevampsjokishNo ratings yet
- Leak-Proof Safety Analysis of A Full Containment LNG Storage TankDocument6 pagesLeak-Proof Safety Analysis of A Full Containment LNG Storage TankAnonymous wWOWz9UnWNo ratings yet
- Dry Gas Versus Wet Gas Compressor SealsDocument5 pagesDry Gas Versus Wet Gas Compressor Sealsasimozma100% (1)
- Carbon Ring Air SealsDocument25 pagesCarbon Ring Air SealsSh.nasirpurNo ratings yet
- articolROMAT2012rev6 ENGLDocument4 pagesarticolROMAT2012rev6 ENGLIonita TaviNo ratings yet
- CRU NitrogenSyngas Berlin Tunnel OptimizationDocument16 pagesCRU NitrogenSyngas Berlin Tunnel OptimizationJade Al BoodoosinghNo ratings yet
- Coal Gasification - Routes To Ammonia and MethanolDocument35 pagesCoal Gasification - Routes To Ammonia and Methanolmark_ancot100% (1)
- Bonding of Plastic Parts Opportunities For Future Automotive Contuction Dr. Hartwig Lohse, Ashland Specialty Chemical Company, Germany 00BSM011Document8 pagesBonding of Plastic Parts Opportunities For Future Automotive Contuction Dr. Hartwig Lohse, Ashland Specialty Chemical Company, Germany 00BSM011olah_laci3245No ratings yet
- Ge Dry Gas Seal RetrofitDocument4 pagesGe Dry Gas Seal RetrofitlubangjarumNo ratings yet
- Wear Procces DieselsDocument6 pagesWear Procces Dieselsargentum19619692No ratings yet
- Air Venting Heat Loss and SummaryDocument9 pagesAir Venting Heat Loss and Summarysandeep kumarNo ratings yet
- Maintenance Concepts in The CementDocument11 pagesMaintenance Concepts in The CementLakim Arsenal100% (1)
- 19BCM0023 VL2021220100371 Da02Document14 pages19BCM0023 VL2021220100371 Da02HHNo ratings yet
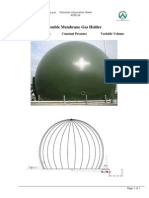
- Double Membrane Gas HolderDocument12 pagesDouble Membrane Gas HolderAdyBorsos100% (1)
- Paul Wurth'S Commitment To Environmental Technologies in The Iron and Steel Industry and A Sustainable Development in This AreaDocument15 pagesPaul Wurth'S Commitment To Environmental Technologies in The Iron and Steel Industry and A Sustainable Development in This AreaOscar RomeroNo ratings yet
- Low Pressure CarbDocument6 pagesLow Pressure CarbSinan YıldızNo ratings yet
- Dry Gas SealDocument15 pagesDry Gas Seal5skyNo ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- IK Gujral Punjab Technical University: 1. Electric ChargeDocument12 pagesIK Gujral Punjab Technical University: 1. Electric ChargeJashandeep KaurNo ratings yet
- PHYSICSDocument24 pagesPHYSICS21SO204 AnvithaNo ratings yet
- Three - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureDocument6 pagesThree - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureWenjun ZhangNo ratings yet
- Motionless Electromagnetic GeneratorDocument8 pagesMotionless Electromagnetic Generatorraja100% (1)
- Iot Lab RecordDocument33 pagesIot Lab RecordMadhavan Jayarama MohanNo ratings yet
- Typeset EquationsDocument26 pagesTypeset EquationsEpic WinNo ratings yet
- 3700 RES 5.5.1 Install GuideDocument38 pages3700 RES 5.5.1 Install Guidejlappi100% (1)
- Chapter One PDFDocument74 pagesChapter One PDFAdelu BelleteNo ratings yet
- 1.project FullDocument75 pages1.project FullKolliparaDeepakNo ratings yet
- CH 1 Optical Fiber Introduction - 2Document18 pagesCH 1 Optical Fiber Introduction - 2Krishna Prasad PheluNo ratings yet
- Lab Assignment - 2: CodeDocument8 pagesLab Assignment - 2: CodeKhushal IsraniNo ratings yet
- Solved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Document4 pagesSolved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Sanjna ChimnaniNo ratings yet
- Body Deassembly 9 Interior TrimDocument7 pagesBody Deassembly 9 Interior TrimCarlos TecnicNo ratings yet
- Aluminum: DR 900 Analytical ProcedureDocument4 pagesAluminum: DR 900 Analytical Procedurewulalan wulanNo ratings yet
- Index Terms LinksDocument31 pagesIndex Terms Linksdeeptiwagle5649No ratings yet
- TMT Boron CoatingDocument6 pagesTMT Boron Coatingcvolkan1100% (2)
- Degree of ComparisonDocument23 pagesDegree of Comparisonesalisa23No ratings yet
- Laboratory Manual: BTY351 Plant Biotechnology LaboratoryDocument40 pagesLaboratory Manual: BTY351 Plant Biotechnology LaboratoryRetik KoulNo ratings yet
- 9Y011-02704 KubotaDocument143 pages9Y011-02704 KubotaZaqi SatchNo ratings yet
- Angular AccuracyDocument4 pagesAngular AccuracySwatilekha ChowdhuryNo ratings yet
- Chapter 3 Selections - WhiteBackgroundDocument67 pagesChapter 3 Selections - WhiteBackgroundyowzaNo ratings yet
- فيزياء لغات ثانوية عامة أنجليزى-webDocument462 pagesفيزياء لغات ثانوية عامة أنجليزى-webMohamed RayanyNo ratings yet
- 003pcu3001 Baja California - JMH - v4 PDFDocument15 pages003pcu3001 Baja California - JMH - v4 PDFEmir RubliovNo ratings yet
- Cleats CatalogueDocument73 pagesCleats Cataloguefire123123No ratings yet
- Microporous and Mesoporous Materials: SciencedirectDocument8 pagesMicroporous and Mesoporous Materials: SciencedirectAssyakurNo ratings yet
- Type 85 Di Box DatasheetDocument2 pagesType 85 Di Box DatasheetmegadeNo ratings yet
- Introduction To Java Programming ReviewerDocument90 pagesIntroduction To Java Programming ReviewerJohn Ryan FranciscoNo ratings yet
- CSS Lab ManualDocument32 pagesCSS Lab ManualQaif AmzNo ratings yet
- Steam Turbine ProtectionDocument5 pagesSteam Turbine ProtectionRajesh P100% (1)
- Chem 17 Exp 3 RDR Chemical KineticsDocument4 pagesChem 17 Exp 3 RDR Chemical KineticscrazypatrishNo ratings yet