You might also like
- European Reference Document On Best Available Techniques (BREF) - Bianca-Maria ScaletDocument23 pagesEuropean Reference Document On Best Available Techniques (BREF) - Bianca-Maria ScaletmjbotelhoNo ratings yet
- Emissions monitoring handbook covers waste incineration, large combustion plantsDocument38 pagesEmissions monitoring handbook covers waste incineration, large combustion plantsarunkumar277041No ratings yet
- Egyptian Environmental Policy, EIA and Policy of Coal UsageDocument29 pagesEgyptian Environmental Policy, EIA and Policy of Coal UsageAmr SamyNo ratings yet
- Introduction to Large Combustion Plant (LCP) Directive ComplianceDocument37 pagesIntroduction to Large Combustion Plant (LCP) Directive CompliancesdiamanNo ratings yet
- Background PaperDocument48 pagesBackground PaperarkeiosNo ratings yet
- Manual of European Environmental PolicyDocument7 pagesManual of European Environmental PolicyDara Lextiany PutriNo ratings yet
- EU maritime transport CO2 emissions regulation proposalDocument47 pagesEU maritime transport CO2 emissions regulation proposalAlfonso BericuaNo ratings yet
- 1 - Cement AF ChallengeDocument30 pages1 - Cement AF Challengegrameshkreddy2013100% (1)
- Bottom Ash From WTE 2006 01Document86 pagesBottom Ash From WTE 2006 01dorexp17No ratings yet
- GU - IMPCA - Methanol Product Carbon Footprint and CertificationDocument44 pagesGU - IMPCA - Methanol Product Carbon Footprint and CertificationHamed MolaviNo ratings yet
- Celex 52013PC0480 en TXTDocument47 pagesCelex 52013PC0480 en TXTMarilena TzortziNo ratings yet
- Cement Production Technology PapersDocument0 pagesCement Production Technology PapersBruno Vilas BoasNo ratings yet
- Assessment of CO2 Capture Technologies in Cement Manufacturing ProcessDocument11 pagesAssessment of CO2 Capture Technologies in Cement Manufacturing ProcessSalah SalmanNo ratings yet
- CEN/TC 51 Business Plan Date: 2015-04-21Document11 pagesCEN/TC 51 Business Plan Date: 2015-04-21Oyebola Akin-DeluNo ratings yet
- CEMBUREAU BAT Reference Document 2000-03Document236 pagesCEMBUREAU BAT Reference Document 2000-03Ivan Mario VillcaNo ratings yet
- Monitoring and Reporting of Flare Emissions Under The EU ETS II UK Offshore Oil GasDocument4 pagesMonitoring and Reporting of Flare Emissions Under The EU ETS II UK Offshore Oil GasAlvaro Andres Blanco GomezNo ratings yet
- Iron and Steel ProductionDocument623 pagesIron and Steel ProductionMustafa BoyrazliNo ratings yet
- CmeentDocument505 pagesCmeentCeren ArpakNo ratings yet
- Tio2 Simplification Report Iss3Document107 pagesTio2 Simplification Report Iss3Caguioa Mark Anthony G.No ratings yet
- WBCSD CO2 Protocol en PDFDocument80 pagesWBCSD CO2 Protocol en PDFnazmul hasanNo ratings yet
- GypsumDocument19 pagesGypsumRajeev MaheshwariNo ratings yet
- Corrosion CertificateDocument2 pagesCorrosion CertificateCruseenvirotechNo ratings yet
- Guidelines - Co2 EmissionsDocument10 pagesGuidelines - Co2 EmissionsjmpbarrosNo ratings yet
- Coke FactDocument5 pagesCoke FactHafid AlwanNo ratings yet
- CAN EbenchmarkingppfinalDocument16 pagesCAN Ebenchmarkingppfinalapi-26627973No ratings yet
- Technology Paper Report CSI 31-03-09Document98 pagesTechnology Paper Report CSI 31-03-09jmpbarrosNo ratings yet
- Carbon Capture, Sequestation and Transportation: An OverviewDocument138 pagesCarbon Capture, Sequestation and Transportation: An OverviewOlenka Jibaja ValderramaNo ratings yet
- Challenges of Cement IndustryDocument3 pagesChallenges of Cement IndustryShubha NayakNo ratings yet
- Sustainability: Comparative Analysis of Monitoring Devices For Particulate Content in Exhaust GasesDocument21 pagesSustainability: Comparative Analysis of Monitoring Devices For Particulate Content in Exhaust GasesEyuNo ratings yet
- 2014 March Fluorinated - Greenhouse - Gases - enDocument60 pages2014 March Fluorinated - Greenhouse - Gases - enMostafa AliNo ratings yet
- The Role of Disruptive Technologies For LongDocument4 pagesThe Role of Disruptive Technologies For LongVeviet pomataNo ratings yet
- Landfill Gas FlaringDocument56 pagesLandfill Gas Flaringscience4uNo ratings yet
- Biomethane standards going internationalDocument11 pagesBiomethane standards going internationalStalinraja DNo ratings yet
- File 33272Document44 pagesFile 33272EmOosh MohamedNo ratings yet
- De Montfort University, UKDocument14 pagesDe Montfort University, UKOctavio Manuel Ibacache VelasquezNo ratings yet
- BAT Production of Sulphuric AcidDocument68 pagesBAT Production of Sulphuric AcidDino PedicelliNo ratings yet
- Directive 2000/76/ec of The European Parliament and of The Council of 4 December 2000 On The Incineration of WasteDocument21 pagesDirective 2000/76/ec of The European Parliament and of The Council of 4 December 2000 On The Incineration of WastejohnobirNo ratings yet
- Ia Study Rep - enDocument218 pagesIa Study Rep - enboban glisicNo ratings yet
- Bref TermoeléctricasDocument986 pagesBref TermoeléctricasDrle DelgadoNo ratings yet
- UK Legislation Timeline Poster Ed06Document1 pageUK Legislation Timeline Poster Ed06supersmithy123No ratings yet
- WID Waste Incineration Directive 2000-76-ECDocument96 pagesWID Waste Incineration Directive 2000-76-ECThomas Georg SchulzeNo ratings yet
- Ref Bref 2015Document754 pagesRef Bref 2015Anonymous nw5AXJqjdNo ratings yet
- 5.2.4 CEMENT Industry Externalities (Completing A PESTLE Analysis)Document8 pages5.2.4 CEMENT Industry Externalities (Completing A PESTLE Analysis)MAANAS SINHANo ratings yet
- Cement and Concrete Research: Martin Schneider TDocument19 pagesCement and Concrete Research: Martin Schneider TMirza BasitNo ratings yet
- Directive 2001 80 ENVDocument27 pagesDirective 2001 80 ENVSergio PereiraNo ratings yet
- Sustainable Development: Policy and Organization of Nature and Environmental Protection FunctionDocument7 pagesSustainable Development: Policy and Organization of Nature and Environmental Protection FunctionElizabeth WilliamsNo ratings yet
- EfedsdDocument82 pagesEfedsdGraciaVelitarioNo ratings yet
- COM 2022 586 1 EN ACT Part1 v8Document66 pagesCOM 2022 586 1 EN ACT Part1 v8Web AdevarulNo ratings yet
- Economic Evaluation of PVC Waste Management RecyclingDocument193 pagesEconomic Evaluation of PVC Waste Management RecyclingNithin Joji SankoorikkalNo ratings yet
- Carbon Derby - Comeback of The Fuel SwitchDocument7 pagesCarbon Derby - Comeback of The Fuel SwitchyukiyurikiNo ratings yet
- Draft Report: European Parliament 2009 - 2014Document11 pagesDraft Report: European Parliament 2009 - 2014LeonNo ratings yet
- Materials of Construction For Use in Contact With ChlorineDocument21 pagesMaterials of Construction For Use in Contact With ChlorineKimberly ConleyNo ratings yet
- Review of The European Test Procedure For Evaporative Emissions: Main Issues and Proposed SolutionsDocument66 pagesReview of The European Test Procedure For Evaporative Emissions: Main Issues and Proposed SolutionsDevaraj DHANAKOTTINo ratings yet
- Environment and Quality of LifeDocument52 pagesEnvironment and Quality of LifeAbu Izzan Al BunyNo ratings yet
- Technical Report 4 2008Document48 pagesTechnical Report 4 2008Buğra UluyurtNo ratings yet
- Entec ReportDocument199 pagesEntec ReportTudose Adrian-IonuțNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Fabric Filter Pulse CleanDocument15 pagesFabric Filter Pulse CleanmjbotelhoNo ratings yet
- 2018-11-01 Simply VeganDocument84 pages2018-11-01 Simply VeganmjbotelhoNo ratings yet
- Detection of Heavy Metal ContentsDocument8 pagesDetection of Heavy Metal ContentsmjbotelhoNo ratings yet
- Checklist:: Cannot Promise Refreshed and Worry Free ReturnDocument1 pageChecklist:: Cannot Promise Refreshed and Worry Free ReturnmjbotelhoNo ratings yet
- Manual Handling UEPGToolbox TalkDocument4 pagesManual Handling UEPGToolbox TalkmjbotelhoNo ratings yet
- Fate of Lead and Cadmium in Precalciner Cement PlaDocument11 pagesFate of Lead and Cadmium in Precalciner Cement PlamjbotelhoNo ratings yet
- Market Opportunities For Use of Alternative Fuels in Cement Plants Across The EUDocument40 pagesMarket Opportunities For Use of Alternative Fuels in Cement Plants Across The EUmjbotelhoNo ratings yet
- Leadership Principles For Building An Ideal Safety Culture: Complimentary Webinar: 12/7/2021Document75 pagesLeadership Principles For Building An Ideal Safety Culture: Complimentary Webinar: 12/7/2021mjbotelhoNo ratings yet
- GCCA MercuryGuidance FinalDraftDocument48 pagesGCCA MercuryGuidance FinalDraftmjbotelhoNo ratings yet
- Forklift HSDocument48 pagesForklift HSJOAQUIN DOMINGUEZ100% (1)
- Manual Handling: Take Another Look What Is A Manual Handling Injury?Document2 pagesManual Handling: Take Another Look What Is A Manual Handling Injury?mjbotelhoNo ratings yet
- H&S Reminders - Christmas Party Safety TalkDocument2 pagesH&S Reminders - Christmas Party Safety TalkmjbotelhoNo ratings yet
- Eye Injuries - Causes and Treatment: Safety TalkDocument2 pagesEye Injuries - Causes and Treatment: Safety TalkmjbotelhoNo ratings yet
- Machine GuardingDocument2 pagesMachine GuardingmjbotelhoNo ratings yet
- Eye Injuries - Causes and Treatment: Safety TalkDocument2 pagesEye Injuries - Causes and Treatment: Safety TalkmjbotelhoNo ratings yet
- Scho0607bmtd e eDocument75 pagesScho0607bmtd e emjbotelhoNo ratings yet
- Concrete Mixer Truck Specs & PartsDocument4 pagesConcrete Mixer Truck Specs & PartsADEM HUSSIENNo ratings yet
- Silica Dust Safety TalkDocument2 pagesSilica Dust Safety TalkmjbotelhoNo ratings yet
- Construction Safety GuidelinesDocument68 pagesConstruction Safety GuidelinesAlexNo ratings yet
- Cell Phone Use: A Safety Talk For Successful Injury PreventionDocument1 pageCell Phone Use: A Safety Talk For Successful Injury PreventionmjbotelhoNo ratings yet
- H&S Reminders - Christmas Party Safety TalkDocument2 pagesH&S Reminders - Christmas Party Safety TalkmjbotelhoNo ratings yet
- Forklift HSDocument48 pagesForklift HSJOAQUIN DOMINGUEZ100% (1)
- Driving Near Miss 2Document2 pagesDriving Near Miss 2mjbotelhoNo ratings yet
- (2012) AirQualityNewPerspectiveDocument335 pages(2012) AirQualityNewPerspectivemjbotelhoNo ratings yet
- Theories, Strategies, and Next Steps: Risk PerceptionDocument12 pagesTheories, Strategies, and Next Steps: Risk PerceptionmjbotelhoNo ratings yet
- Unido Pops Toolk Contaminatedsiteim - enDocument340 pagesUnido Pops Toolk Contaminatedsiteim - enHibri HalimNo ratings yet
- Practical Guide To Safety LeadershipDocument47 pagesPractical Guide To Safety LeadershipMANDARAW100% (2)
- Guidance Document On Best Available Techniques For Controlling Emissions of HMDocument32 pagesGuidance Document On Best Available Techniques For Controlling Emissions of HMmjbotelhoNo ratings yet
- Scho0607bmta e eDocument132 pagesScho0607bmta e emjbotelhoNo ratings yet
- Energy, Transport and Environment IndicatorsDocument211 pagesEnergy, Transport and Environment IndicatorsUğur ÖzkanNo ratings yet
- Cylinder Salvage ReceptaclesDocument5 pagesCylinder Salvage ReceptaclesAlvaro Rojas AnzolaNo ratings yet
- Chemistry Structure and Properties 2nd Edition Tro Solutions ManualDocument39 pagesChemistry Structure and Properties 2nd Edition Tro Solutions Manualsiliquavexinglygmnfo100% (13)
- SOLVED CSIR UGC JRF NET CHEMICAL SCIENCES PAPER 1 (PART-BDocument22 pagesSOLVED CSIR UGC JRF NET CHEMICAL SCIENCES PAPER 1 (PART-BpolamrajuNo ratings yet
- An Experimental Verification of Saturated Salt Solution-Based Humidity Fixed PointsDocument17 pagesAn Experimental Verification of Saturated Salt Solution-Based Humidity Fixed PointsRODRIGONo ratings yet
- Chemistry IaDocument4 pagesChemistry IahariniNo ratings yet
- Alkyl Halides and AlcoholsDocument61 pagesAlkyl Halides and AlcoholscasNo ratings yet
- Steps in Making Denture BaseDocument4 pagesSteps in Making Denture BaseRosette Go100% (1)
- Vinnol H 15/45 M: Vinyl Chloride Co-And TerpolymersDocument4 pagesVinnol H 15/45 M: Vinyl Chloride Co-And TerpolymersAlvaro Nerviani AltieriNo ratings yet
- Week 2A-Concetration of SolutionDocument72 pagesWeek 2A-Concetration of SolutionLuke BelmarNo ratings yet
- Shampoo Selsun Untuk Ketombe Dan Rontok - Google PenelusuranDocument1 pageShampoo Selsun Untuk Ketombe Dan Rontok - Google PenelusuranRezky AnNo ratings yet
- Buku Saku Kimia Analisis DasarDocument13 pagesBuku Saku Kimia Analisis Dasarmarhamatul laiyinahNo ratings yet
- Macromolecules WorksheetDocument3 pagesMacromolecules WorksheetSharmaine Durango100% (1)
- EPA Method 1658 AccuStandardDocument36 pagesEPA Method 1658 AccuStandardduygu9merve100% (1)
- EFEMA Index of Food EmulsifiersDocument150 pagesEFEMA Index of Food EmulsifiersPhạm Trung HiếuNo ratings yet
- Water Desalination Using Electrodialysis (EDDocument18 pagesWater Desalination Using Electrodialysis (EDibrahimawad06No ratings yet
- Organic Chemistry (Lab Manual)Document6 pagesOrganic Chemistry (Lab Manual)sunuNo ratings yet
- Ferrous Alloys: Author: KattusDocument19 pagesFerrous Alloys: Author: KattussunsirNo ratings yet
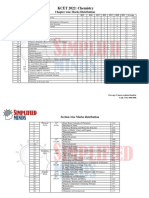
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDocument3 pagesKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarNo ratings yet
- OPSIS Ambient Air Quality MonitoringDocument3 pagesOPSIS Ambient Air Quality MonitoringIMTB MumbaiNo ratings yet
- C100E Resin PUROLITEDocument3 pagesC100E Resin PUROLITEmilaNo ratings yet
- List of EDLDocument57 pagesList of EDLHerianto P SiregarNo ratings yet
- Part - I (EVS) : Sample Test Paper STD 5 MovingDocument6 pagesPart - I (EVS) : Sample Test Paper STD 5 MovingChiragNo ratings yet
- Asme Section Ii A Sa-325 PDFDocument12 pagesAsme Section Ii A Sa-325 PDFHyunjong MoonNo ratings yet
- Xi NM B MT 4 PDFDocument11 pagesXi NM B MT 4 PDFSatwant KaurNo ratings yet
- Aldehydes & Ketones (Booklet-2Document15 pagesAldehydes & Ketones (Booklet-2kraken monsterNo ratings yet
- Polyester Properties, Preparation and Applications by Hina Yamashita, Yui Nakano PDFDocument259 pagesPolyester Properties, Preparation and Applications by Hina Yamashita, Yui Nakano PDFVasile LeniucNo ratings yet
- Icho 17Document21 pagesIcho 17los sabiosNo ratings yet
- Review of Recent Progress in Solid-State Dye-Sensitized Solar CellsDocument25 pagesReview of Recent Progress in Solid-State Dye-Sensitized Solar CellsDenis NegreaNo ratings yet
- Fees Indo-Minerals 2010Document26 pagesFees Indo-Minerals 2010BambangNo ratings yet
- Machining Processes GuideDocument21 pagesMachining Processes GuideVenkat Reddy YanamiNo ratings yet