You might also like
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Gas Treatment SLDocument68 pagesGas Treatment SLwahyuriansyahNo ratings yet
- GasSweetening WorkshopDocument34 pagesGasSweetening Workshophrijucse100% (3)
- Foam behaviour of piperazine-MDEA solutions impacted by impuritiesDocument6 pagesFoam behaviour of piperazine-MDEA solutions impacted by impuritiesFraz RizviNo ratings yet
- Block Flow Diagram BaruDocument1 pageBlock Flow Diagram Baruazura_zfNo ratings yet
- Teg ContactorDocument4 pagesTeg ContactorrepentinezNo ratings yet
- Cost Effective Integrated Gas Plant Design Sulfinol MDocument2 pagesCost Effective Integrated Gas Plant Design Sulfinol Mamirho3ein100% (1)
- Petroleum Refinery EngineeringDocument9 pagesPetroleum Refinery EngineeringMahtab SajnaniNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Hydrocarbon Recovery v1 0Document39 pagesHydrocarbon Recovery v1 0Adam ShandyNo ratings yet
- AdapT ProTreat GuidelinesDocument7 pagesAdapT ProTreat GuidelinesAlek KrótkiNo ratings yet
- Replace Gas-Assisted Glycol Pumps with Electric for Efficiency and EmissionsDocument11 pagesReplace Gas-Assisted Glycol Pumps with Electric for Efficiency and EmissionsAmji ShahNo ratings yet
- NGL Fractionation Part 1 483KBDocument4 pagesNGL Fractionation Part 1 483KBlutfi awnNo ratings yet
- Gas Sweetening Processes and ApplicationsDocument6 pagesGas Sweetening Processes and ApplicationsEdwin AguilarNo ratings yet
- Gas Processing UnitsDocument5 pagesGas Processing UnitsBashirNo ratings yet
- OMV Kadanwari Plant Gas ProcessingDocument62 pagesOMV Kadanwari Plant Gas ProcessingSyed Haider Abbas Bukhari100% (1)
- Natural Gas ProcessingDocument7 pagesNatural Gas ProcessingEl Ehsan Abinya FatihNo ratings yet
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongNo ratings yet
- Acid Gas TreatingDocument33 pagesAcid Gas TreatingEbenezer Amoah-KyeiNo ratings yet
- Petroleum Refinery: Fryad Mohammed SharifDocument8 pagesPetroleum Refinery: Fryad Mohammed SharifSander LukeNo ratings yet
- Microbial DesulfurizationDocument34 pagesMicrobial DesulfurizationMiguel RazquinNo ratings yet
- Amine Sweetening With DEADocument14 pagesAmine Sweetening With DEARoza SavitriNo ratings yet
- VBE - Aug2008 Pressure Loss CalculatorDocument9 pagesVBE - Aug2008 Pressure Loss Calculatorakhilendraa4074No ratings yet
- Water Dewpoint Calculation of Natural GasDocument5 pagesWater Dewpoint Calculation of Natural GasSrinivas BobbyNo ratings yet
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDocument22 pagesPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288No ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- E1.0 - Crude Stab - Foaming PDFDocument32 pagesE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Document18 pagesWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNo ratings yet
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDocument7 pagesImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNo ratings yet
- Reusing Produced Water (SPE White Paper) PDFDocument6 pagesReusing Produced Water (SPE White Paper) PDFMubin Ashraf Sheikh100% (1)
- Ethylene ProductionDocument7 pagesEthylene Productionaiman naim100% (1)
- Role of Acids in The Degradation of Alkanolamine During Co2Document7 pagesRole of Acids in The Degradation of Alkanolamine During Co2cargscribNo ratings yet
- CO2 Removal AminesDocument18 pagesCO2 Removal AminesHamzaHashimNo ratings yet
- Prepared By: Ahmed Mohamed Elshora Under The Supervision Of: U-104 Process TeamDocument38 pagesPrepared By: Ahmed Mohamed Elshora Under The Supervision Of: U-104 Process TeamAhmed ElShoraNo ratings yet
- Gas Plant ProcessingDocument36 pagesGas Plant Processingvanmurthy100% (1)
- Reliance HPC Course 2009 - 01 - IntroductionDocument8 pagesReliance HPC Course 2009 - 01 - IntroductionsuprateemNo ratings yet
- Benefits of Standby Time in Adsorption Dehydration ProcessDocument10 pagesBenefits of Standby Time in Adsorption Dehydration ProcessantonkiryushinNo ratings yet
- FEED Screen Whitepaper PlantDocument10 pagesFEED Screen Whitepaper PlantazamshafiqNo ratings yet
- EIA NGL Workshop Anne KellerDocument47 pagesEIA NGL Workshop Anne KellerisbtanwirNo ratings yet
- NGL RECOVERY PROCESSESDocument5 pagesNGL RECOVERY PROCESSESsatishchemengNo ratings yet
- Ultra Deepwater Flow Assurance GuideDocument128 pagesUltra Deepwater Flow Assurance GuideAlisha BasukiNo ratings yet
- Hydrocarbon Processing - Specifying Internals in Sour Water Strippers Part 1 (29dec2020) - 3 Jan 2021Document13 pagesHydrocarbon Processing - Specifying Internals in Sour Water Strippers Part 1 (29dec2020) - 3 Jan 2021achraf ahassanNo ratings yet
- Pro II TrainingDocument12 pagesPro II TrainingridhajamelNo ratings yet
- LNG/GAS PROCESSING DEVELOPMENTS: SELECT OPTIMAL SCHEMES FOR GAS PROCESSING PLANTSDocument4 pagesLNG/GAS PROCESSING DEVELOPMENTS: SELECT OPTIMAL SCHEMES FOR GAS PROCESSING PLANTSMurali MuthuNo ratings yet
- Gas Processing Plant OperationsDocument15 pagesGas Processing Plant OperationschineduNo ratings yet
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDocument8 pagesGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNo ratings yet
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 pagesGuidelines For Produced Water Evaporators in SAGD 2007pipedown456No ratings yet
- Process Modeling Using HYSYS NGL Fractionation TrainDocument18 pagesProcess Modeling Using HYSYS NGL Fractionation TrainNasroNo ratings yet
- Gas Sec 1 PDFDocument40 pagesGas Sec 1 PDFJose Manuel MatossNo ratings yet
- Foaming in A Mine SystemsDocument16 pagesFoaming in A Mine SystemsAhmad FarooqNo ratings yet
- Design of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerDocument6 pagesDesign of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerHoàng KakaNo ratings yet
- IPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyDocument7 pagesIPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyGary Kiel Palacios EspinozaNo ratings yet
- Flow Assurance Presentation - Rune Time 3Document27 pagesFlow Assurance Presentation - Rune Time 3Adeel Jamil100% (1)
- Gas Dehydration Using Glycol: Processes, Design, TroubleshootingDocument25 pagesGas Dehydration Using Glycol: Processes, Design, TroubleshootingBaha Eddine GharbiNo ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- LNG Removal of Heavy Hydrocarbons From Lean Natural GasDocument21 pagesLNG Removal of Heavy Hydrocarbons From Lean Natural GastohemaNo ratings yet
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- Gas Sweetening ProcessesDocument4 pagesGas Sweetening ProcessesAjaykumarNo ratings yet
- Settling Velocity (Deposition) Stokes' Law: - Stokes' Solution With The AssumptionsDocument4 pagesSettling Velocity (Deposition) Stokes' Law: - Stokes' Solution With The AssumptionsGireesh Gowda GiriNo ratings yet
- KCD 11176R2: 11176R2.xlsx Page 1 of 9 6/14/22Document9 pagesKCD 11176R2: 11176R2.xlsx Page 1 of 9 6/14/22Anonymous bHh1L1No ratings yet
- Techno-Commercial OfferDocument17 pagesTechno-Commercial OfferAnonymous bHh1L1No ratings yet
- Leading Tray TechnologyDocument24 pagesLeading Tray TechnologyAnonymous bHh1L1No ratings yet
- Revised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedDocument10 pagesRevised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedAnonymous bHh1L1No ratings yet
- M 367 ContentDocument55 pagesM 367 ContentAnonymous bHh1L1No ratings yet
- Bk91 1310 CPF 114 Mef Das 0003 - C - Data Sheet For Stabilizer (CPF 114 C 03cpf 214 C 03)Document34 pagesBk91 1310 CPF 114 Mef Das 0003 - C - Data Sheet For Stabilizer (CPF 114 C 03cpf 214 C 03)Anonymous bHh1L1No ratings yet
- BS&B Process System Inc Fired Heater Input SheetDocument52 pagesBS&B Process System Inc Fired Heater Input SheetAnonymous bHh1L1No ratings yet
- Block 15-1/05 Lac Da Vang Oil Development DocumentsDocument17 pagesBlock 15-1/05 Lac Da Vang Oil Development DocumentsAnonymous bHh1L1No ratings yet
- Revised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedDocument10 pagesRevised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedAnonymous bHh1L1No ratings yet
- Extracted Pages From MCB-0004-11AA-M-A27-0013-B2 LDV-A ITB For Gas Dehydration Package UpdatedDocument3 pagesExtracted Pages From MCB-0004-11AA-M-A27-0013-B2 LDV-A ITB For Gas Dehydration Package UpdatedAnonymous bHh1L1No ratings yet
- TENDER NO: 22-054-730 Request For Quotation: of 25 REV: 0 DATE: MAY 05, 2021Document25 pagesTENDER NO: 22-054-730 Request For Quotation: of 25 REV: 0 DATE: MAY 05, 2021Anonymous bHh1L1No ratings yet
- Re-Issued For Construction - Surface Facility Design Process P&IDs R1 (Mod 05)Document1 pageRe-Issued For Construction - Surface Facility Design Process P&IDs R1 (Mod 05)Anonymous bHh1L1No ratings yet
- Macelo Vargas Querino Federal University of Santa Catarina Brazil R N R NDocument16 pagesMacelo Vargas Querino Federal University of Santa Catarina Brazil R N R NAnonymous bHh1L1No ratings yet
- Gas Particulate Filter 1 1Document4 pagesGas Particulate Filter 1 1Anonymous bHh1L1No ratings yet
- PTG Gas Coalescing FiltersDocument6 pagesPTG Gas Coalescing FiltersAnonymous bHh1L1No ratings yet
- Certificate of Achievement: Gowrishankar NsDocument1 pageCertificate of Achievement: Gowrishankar NsAnonymous bHh1L1No ratings yet
- Peco Series PCHG: Peach Dynasep Peach Depth Style Gas Filter-Separator CartridgesDocument2 pagesPeco Series PCHG: Peach Dynasep Peach Depth Style Gas Filter-Separator CartridgesSiavash YarahmadiNo ratings yet
- Gas Filter Separators 4Document8 pagesGas Filter Separators 4Anonymous bHh1L1No ratings yet
- Merchant Other Up I DisplayDocument2 pagesMerchant Other Up I DisplayAnonymous bHh1L1No ratings yet
- Read MineDocument1 pageRead MineAnonymous bHh1L1No ratings yet
- ROTECH Queries To Rotech API 682 Q206033Document1 pageROTECH Queries To Rotech API 682 Q206033Anonymous bHh1L1No ratings yet
- Kern Method Heat ExchangerDocument30 pagesKern Method Heat ExchangerCS100% (3)
- Gowrishankar NSDocument1 pageGowrishankar NSAnonymous bHh1L1No ratings yet
- DurathermVsTherminolVsDowtherm Es en HSEDocument5 pagesDurathermVsTherminolVsDowtherm Es en HSEAnonymous bHh1L1No ratings yet
- Analyzer and ChromatographDocument1 pageAnalyzer and ChromatographAnonymous bHh1L1No ratings yet
- Permit Sample Evaluation Natural Gas Fired Boiler 5-20 Mmbtu/HrDocument8 pagesPermit Sample Evaluation Natural Gas Fired Boiler 5-20 Mmbtu/HrAnonymous bHh1L1No ratings yet
- HDFC Ergo 1737761219Document1 pageHDFC Ergo 1737761219Anonymous bHh1L1No ratings yet
- NotesDocument1 pageNotesAnonymous bHh1L1No ratings yet
- Read MeDocument1 pageRead MeAnonymous bHh1L1No ratings yet
- GIW Pump Curves PDFDocument126 pagesGIW Pump Curves PDFmushava nyoka0% (1)
- Hydraulic Principles Unit2l1Document26 pagesHydraulic Principles Unit2l1KJDNKJZEFNo ratings yet
- Centrifugal and Axial Compressor DATA SHEET (API 617-7TH Chapter 2) SI UNITS (1-1.6.5)Document9 pagesCentrifugal and Axial Compressor DATA SHEET (API 617-7TH Chapter 2) SI UNITS (1-1.6.5)tutuionutNo ratings yet
- Modal QuestionDocument2 pagesModal QuestiondrjbjpNo ratings yet
- ARO Flo 1000 SeriesDocument11 pagesARO Flo 1000 SeriesEliasNo ratings yet
- Air Compressors Fire CodegfdgdfgdDocument18 pagesAir Compressors Fire CodegfdgdfgduiyouiyoiuyoiuNo ratings yet
- BOILERSDocument116 pagesBOILERSBhargav Balu100% (1)
- Tescom Technical Training - Pressure Regulators Explained - Ver1.1Document19 pagesTescom Technical Training - Pressure Regulators Explained - Ver1.1Amod DeshpandeNo ratings yet
- JSPLDocument19 pagesJSPLAnkitNo ratings yet
- Evaporation PDFDocument10 pagesEvaporation PDFjamaiiicaNo ratings yet
- Acid Gas Dew PointDocument8 pagesAcid Gas Dew Pointzubair195No ratings yet
- Volume mass density pressure objects matterDocument3 pagesVolume mass density pressure objects matterHend HamedNo ratings yet
- SCES3083 Topic 5 FluidDocument44 pagesSCES3083 Topic 5 Fluid胡佳玲No ratings yet
- Ac Voltage Compressors 07-2019 Desk490a802 PDFDocument212 pagesAc Voltage Compressors 07-2019 Desk490a802 PDFsaid3232No ratings yet
- NDT REQUEST SUMMARYDocument6 pagesNDT REQUEST SUMMARYfredian gunawanNo ratings yet
- Common Rail Injection System Pressure ControlDocument3 pagesCommon Rail Injection System Pressure ControlSilvio MadetyNo ratings yet
- Lab Report - Determining Coefficient of DischargeDocument9 pagesLab Report - Determining Coefficient of DischargeNikhil Penchalwar100% (2)
- Control Valves Data Sheet: PT - Pupuk Indonesia Energi Gresik Gas Cogeneration PlantDocument1 pageControl Valves Data Sheet: PT - Pupuk Indonesia Energi Gresik Gas Cogeneration PlantAnoNo ratings yet
- Compositional Analysis For Gas CondensateDocument2 pagesCompositional Analysis For Gas CondensateMaqsood IqbalNo ratings yet
- Recirculation Pump CalculationDocument4 pagesRecirculation Pump Calculationsenthilkumar_5425717No ratings yet
- Fuel Flexibility in Conventional and Dry Low Emissions Industrial Gas TurbinesDocument30 pagesFuel Flexibility in Conventional and Dry Low Emissions Industrial Gas TurbinesHenrik13No ratings yet
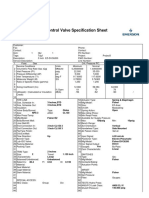
- Control Valve Specification SheetDocument8 pagesControl Valve Specification SheetEmilio GordilloNo ratings yet
- Dryer Regenerative Blower Purge DBP 02250195 405 R00 PDFDocument84 pagesDryer Regenerative Blower Purge DBP 02250195 405 R00 PDFjennyNo ratings yet
- Tutorial 3 - QuestionsDocument3 pagesTutorial 3 - Questionstiffanyyy00No ratings yet
- Es 5 13 0014Document5 pagesEs 5 13 0014Muhammed AslamNo ratings yet
- CH 1Document29 pagesCH 1Anteneh TarikuNo ratings yet
- How Are Flash Temperature And/Or Pressure Determined?Document7 pagesHow Are Flash Temperature And/Or Pressure Determined?bcghgfckhNo ratings yet
- COMPRESSOR SAUER Fact - Sheet - TYPHOON - WP100 - Basic - enDocument2 pagesCOMPRESSOR SAUER Fact - Sheet - TYPHOON - WP100 - Basic - enRichardNo ratings yet
- Basic Control ValveDocument59 pagesBasic Control ValveChiheb KaanicheNo ratings yet
- Mitsubishi Service ManualDocument220 pagesMitsubishi Service ManualJeff ChatreauNo ratings yet